Clear Sky Science · en
Effect of forming degree in rotary hammer forging
Why shaping metal still matters
From car axles to aircraft landing gear, many of the strongest parts we rely on every day are made by squeezing hot metal into shape. A family of techniques called rotary forging can do this quickly and with less force than traditional presses, but it often leaves parts slightly distorted or twisted, which can waste material or require costly machining. This study introduces and tests a newer variant, rotary hammer forging, to see whether it can make straighter, more accurate parts simply by changing how the force is applied.
A new way to hit the same metal
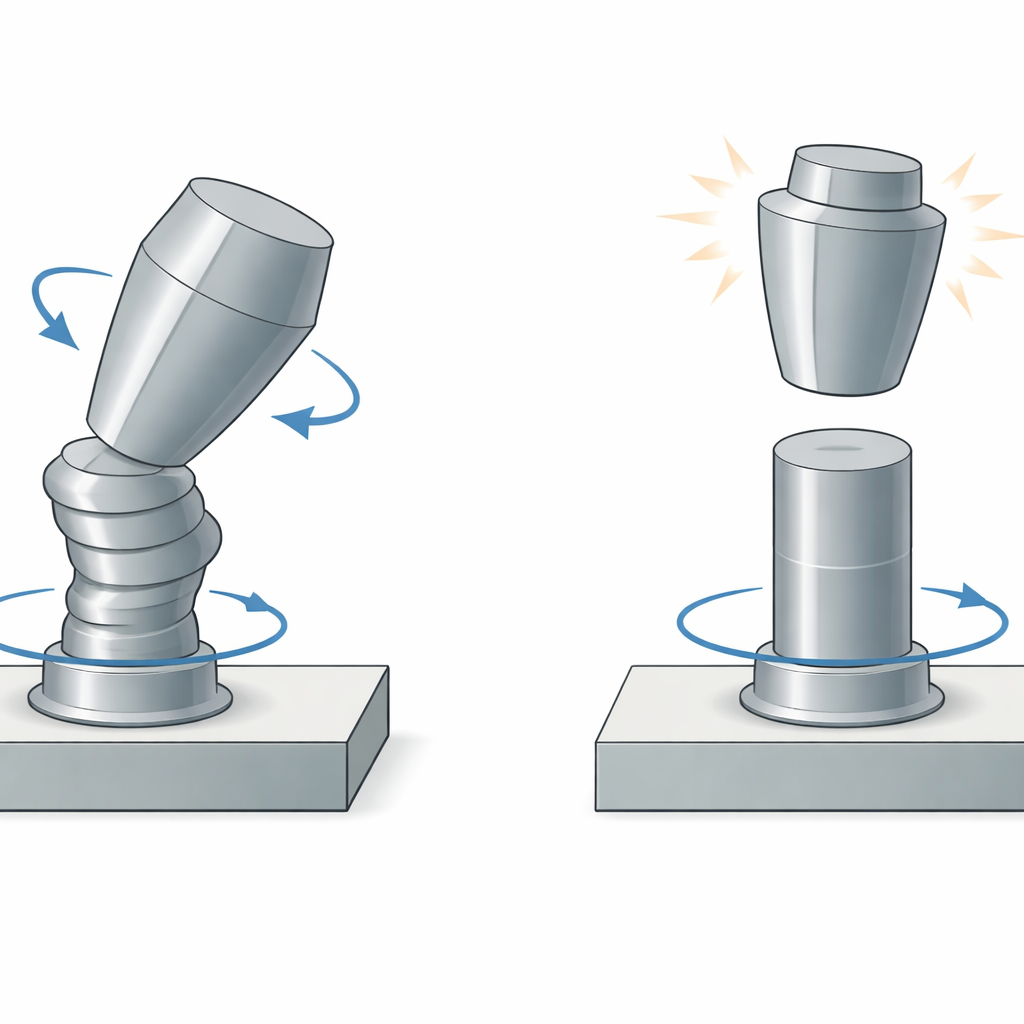
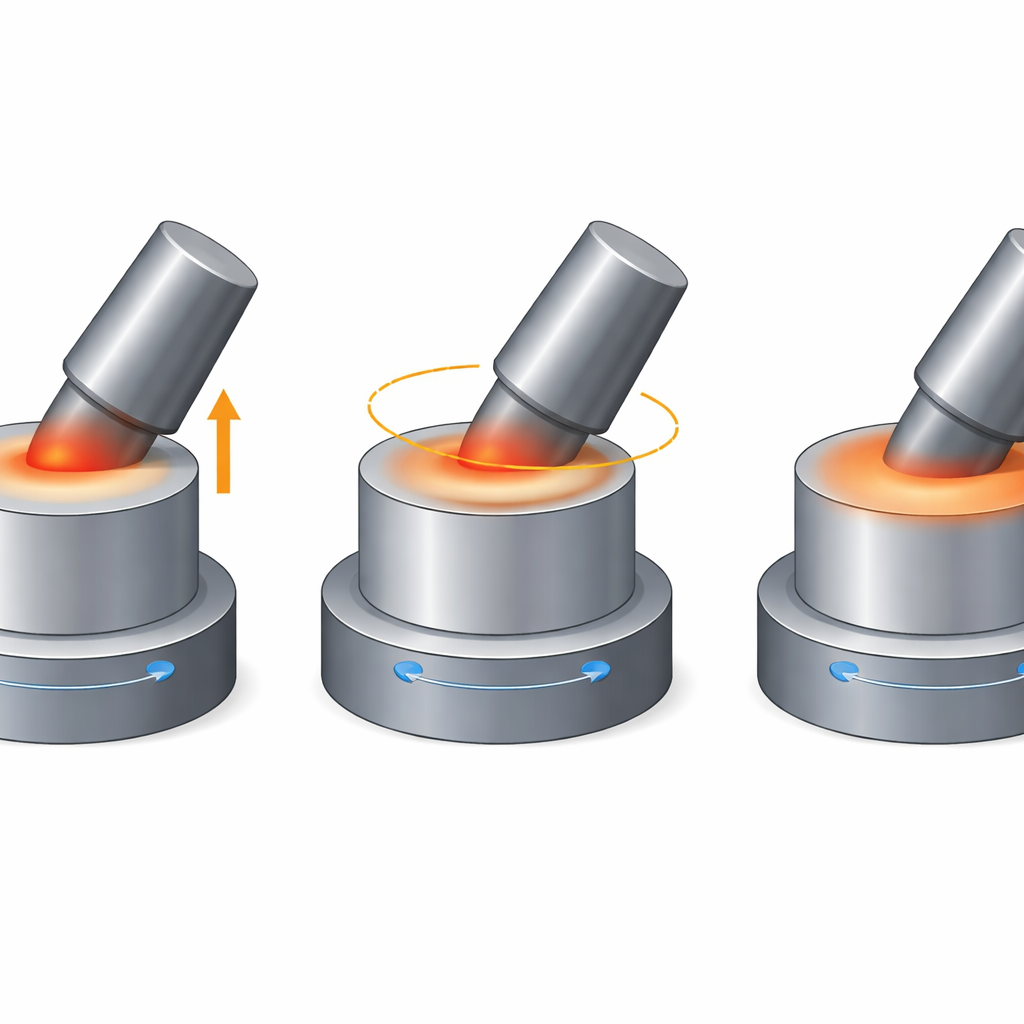
Conventional forging typically pushes straight down on a heated block of metal between two aligned tools. Rotary press forging changes this picture: a tilted, cone-shaped head presses into just a small patch of the workpiece while the die and part rotate, sweeping the indentation across the surface. The contact is continuous, like a firm but gliding push. Rotary hammer forging keeps the same general layout but replaces the steady push with rapid, repeated blows. The head lifts and strikes the workpiece many times as it moves, so the contact is interrupted. This difference, although subtle in appearance, changes how the metal flows and how evenly the final shape is produced.
How much squeezing is too much?
A key idea in the study is the “forming degree,” which simply measures how much the height of the metal cylinder is reduced during forging. Imagine starting with a short metal puck and ending with a slightly shorter one versus squashing a tall cylinder down to nearly the same final height: in both cases the final part might be similar, but the initial shapes and the amount of squeezing are very different. The researcher varied this forming degree over four levels while keeping other conditions fixed, such as the starting diameter, rotation speed, and tilt angle of the forming head. Soft lead was used as a stand‑in for hot steel, because it deforms in a similar way at room temperature, making the experiments easier and safer to run.
Watching parts bulge, wander, and twist
Four kinds of imperfections were measured on the forged parts. First, “extruded length” is how far the metal is pushed through the hole in the lower die, like dough through a cookie cutter. Second, “mushrooming” describes how much the top of the part flares outward compared with the bottom. Third, “eccentricity” captures how far the final part’s center has drifted from its original position, indicating side‑ways flow. Finally, the “twist angle” measures how much the top surface has rotated relative to the bottom, a sign that the sweeping motion has twisted the part. All of these were carefully recorded for both rotary press and rotary hammer forging across the same forming degrees.
What changes when the blows are pulsed
The results show that forming degree matters for both processes, but in different ways. As the forming degree increases, more metal is forced to flow, so the extruded length rises for both methods. Up to a moderate amount of forming, the two behave similarly, but at high forming degrees the press method pushes metal through the die much more aggressively than the hammer method. Mushrooming peaks around a middle forming degree for both processes, yet it is consistently smaller with hammering, indicating a more uniform shape. Eccentricity grows steadily as the forming degree increases, but again is lower with hammering, especially at high reduction. The most dramatic difference is in twisting: rotary press forging produces large twist angles that grow with forming degree, while rotary hammer forging keeps twisting much smaller, cutting it by roughly three‑quarters.
What this means for future parts
In simple terms, breaking a continuous squeeze into a series of controlled hammer blows makes rotary forging kinder to the metal. Rotary hammer forging still shapes the part efficiently, but it reduces bulging, side‑ways drift, and especially twisting compared with the classic press version, even when the metal is heavily deformed. For manufacturers, this means that by choosing the right forming degree and using hammer‑style loading, they can get more accurate parts with less waste and fewer corrective steps. The work suggests rotary hammer forging as a promising route to stronger, more reliable components in the many machines that quietly underpin modern life.
Citation: Hamdy, M.M. Effect of forming degree in rotary hammer forging. Sci Rep 16, 10593 (2026). https://doi.org/10.1038/s41598-026-41430-5
Keywords: rotary forging, metal forming, forging defects, manufacturing processes, hammer forging