Clear Sky Science · de
Einfluss des Umformgrades beim rotierenden Hammerumformen
Warum Metallumformung weiterhin wichtig ist
Von Autoachsen bis hin zu Flugzeugfahrwerken: Viele der stärksten Bauteile, auf die wir täglich angewiesen sind, entstehen, indem heißes Metall in Form gepresst wird. Eine Familie von Verfahren, die als Rotary- bzw. Rotationsumformen bekannt ist, kann dies schneller und mit geringerer Kraft als herkömmliche Pressen leisten, hinterlässt jedoch oft leicht verzogene oder verdrehte Teile, was Material verschwenden oder aufwändige Nachbearbeitung erfordern kann. Diese Studie stellt und prüft eine neuere Variante vor — das rotierende Hammerumformen — um zu untersuchen, ob durch eine Änderung der Art, wie die Kraft eingebracht wird, geradeere und genauere Bauteile entstehen können.
Eine neue Art, auf dasselbe Metall einzuwirken
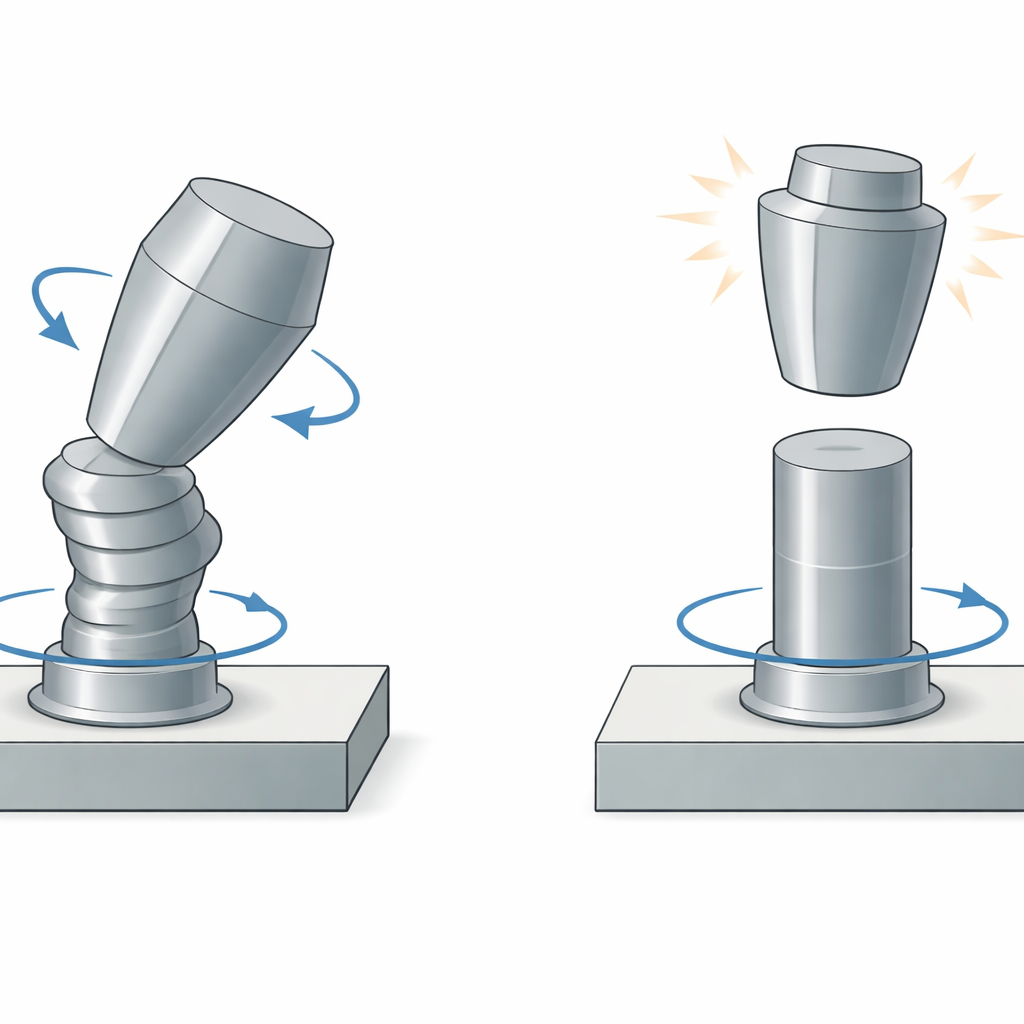
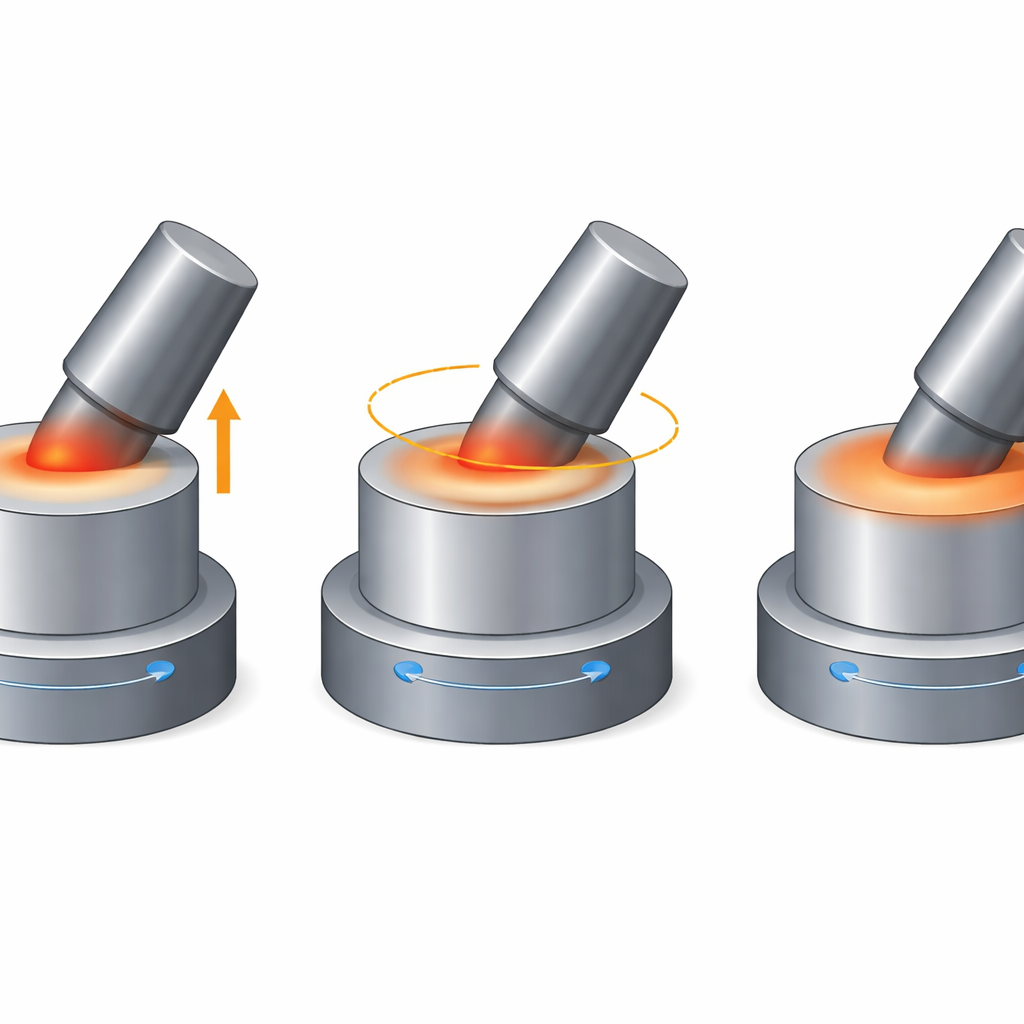
Beim konventionellen Schmieden wird in der Regel gerade auf einen erhitzten Metallblock zwischen zwei ausgerichteten Werkzeugen gedrückt. Das rotierende Pressumformen verändert dieses Bild: Ein geneigter, konusförmiger Kopf drückt nur in eine kleine Fläche des Werkstücks, während Matrize und Bauteil rotieren und die Eindellung über die Oberfläche zieht. Der Kontakt ist kontinuierlich, wie ein fester, aber gleitender Druck. Das rotierende Hammerumformen behält die gleiche allgemeine Anordnung bei, ersetzt jedoch den stetigen Druck durch schnelle, wiederholte Schläge. Der Kopf hebt sich und trifft das Werkstück viele Male während der Bewegung, sodass der Kontakt unterbrochen ist. Dieser Unterschied, zwar subtil im Erscheinungsbild, verändert die Metallströmung und wie gleichmäßig die endgültige Form erzeugt wird.
Wie viel Zusammenpressen ist zu viel?
Ein zentrales Konzept der Studie ist der „Umformgrad“, der einfach misst, um wie viel die Höhe des Metallzylinders während des Umformens reduziert wird. Stellen Sie sich vor, Sie beginnen mit einem kurzen Metallpuck und enden mit einem etwas kürzeren im Vergleich dazu, einen hohen Zylinder nahezu auf dieselbe Endhöhe zusammenzudrücken: In beiden Fällen kann das Endteil ähnlich sein, aber die Ausgangsformen und die Menge der Kompression unterscheiden sich stark. Der Forscher variierte diesen Umformgrad über vier Stufen, wobei andere Bedingungen konstant gehalten wurden, etwa Anfangsdurchmesser, Rotationsgeschwindigkeit und Neigungswinkel des Umformkopfs. Weiches Blei wurde als Platzhalter für warmen Stahl verwendet, da es sich bei Raumtemperatur ähnlich verformt und die Experimente so einfacher und sicherer durchführbar sind.
Beobachtung von Auswüchsen, Abdrift und Verdrehung
Vier Arten von Unregelmäßigkeiten wurden an den geschmiedeten Teilen gemessen. Erstens bezeichnet die „Extrusionslänge“, wie weit das Metall durch die Öffnung der unteren Matrize gedrückt wird, ähnlich dem Durchdrücken von Teig durch einen Keksausstecher. Zweitens beschreibt das „Pilzbilden“ (Mushrooming), wie stark die Oberseite des Teils im Vergleich zur Unterseite nach außen aufgeschwemmt ist. Drittens erfasst die „Exzentrizität“, wie weit das Zentrum des fertigen Teils von seiner ursprünglichen Position abgewichen ist, ein Hinweis auf seitliches Fließen. Schließlich misst der „Verdrehungswinkel“, wie stark die Oberfläche relativ zur Unterseite rotiert wurde, ein Zeichen dafür, dass die kehrende Bewegung das Teil verdreht hat. Alle diese Größen wurden sorgfältig sowohl beim rotierenden Pressumformen als auch beim rotierenden Hammerumformen über dieselben Umformgrade aufgezeichnet.
Was sich ändert, wenn die Schläge gepulst sind
Die Ergebnisse zeigen, dass der Umformgrad für beide Verfahren wichtig ist, aber auf unterschiedliche Weise. Mit steigendem Umformgrad wird mehr Metall zum Fließen gezwungen, sodass die Extrusionslänge bei beiden Methoden zunimmt. Bis zu einem mittleren Umformgrad verhalten sich beide Verfahren ähnlich, doch bei hohen Umformgraden drückt die Pressmethode Metall viel aggressiver durch die Matrize als die Hammermethode. Das Pilzbilden erreicht für beide Verfahren ein Maximum bei mittleren Umformgraden, ist jedoch beim Hämmern durchgehend geringer, was auf eine gleichmäßigere Form hindeutet. Die Exzentrizität wächst stetig mit dem Umformgrad, ist aber wiederum beim Hämmern niedriger, besonders bei starker Reduktion. Der auffälligste Unterschied zeigt sich beim Verdrehungsverhalten: Das rotierende Pressumformen erzeugt große Verdrehungswinkel, die mit dem Umformgrad zunehmen, während das rotierende Hammerumformen die Verdrehung deutlich kleiner hält und sie um etwa drei Viertel reduziert.
Was das für künftige Bauteile bedeutet
Einfach ausgedrückt: Das Zerlegen eines kontinuierlichen Drucks in eine Serie kontrollierter Hammerschläge behandelt das Metall schonender. Das rotierende Hammerumformen formt Bauteile weiterhin effizient, vermindert aber Auswüchse, seitliche Abdrift und insbesondere Verdrehungen gegenüber der klassischen Pressvariante, selbst bei starker Verformung des Materials. Für Hersteller bedeutet das, dass sie durch die Wahl des richtigen Umformgrades und die Verwendung eines hammerähnlichen Lastaufbringens genauere Teile mit weniger Abfall und weniger nachträglichen Korrekturen erhalten können. Die Arbeit legt nahe, dass das rotierende Hammerumformen ein vielversprechender Weg zu stärkeren, zuverlässigeren Komponenten in den vielen Maschinen ist, die unser modernes Leben im Stillen tragen.
Zitation: Hamdy, M.M. Effect of forming degree in rotary hammer forging. Sci Rep 16, 10593 (2026). https://doi.org/10.1038/s41598-026-41430-5
Schlüsselwörter: rotationsumformen, Umformen von Metall, Schmiededefekte, Fertigungsprozesse, Hammerumformen