Clear Sky Science · tr
Robot örme genişliğinin optimize edilmesi, CMT-WAAM’de 4043 alüminyum alaşımının mikro yapısını ve mekanik performansını iyileştirir
Akıllı Robot Hareketiyle Daha İyi Metal Parçalar İnşa Etmek
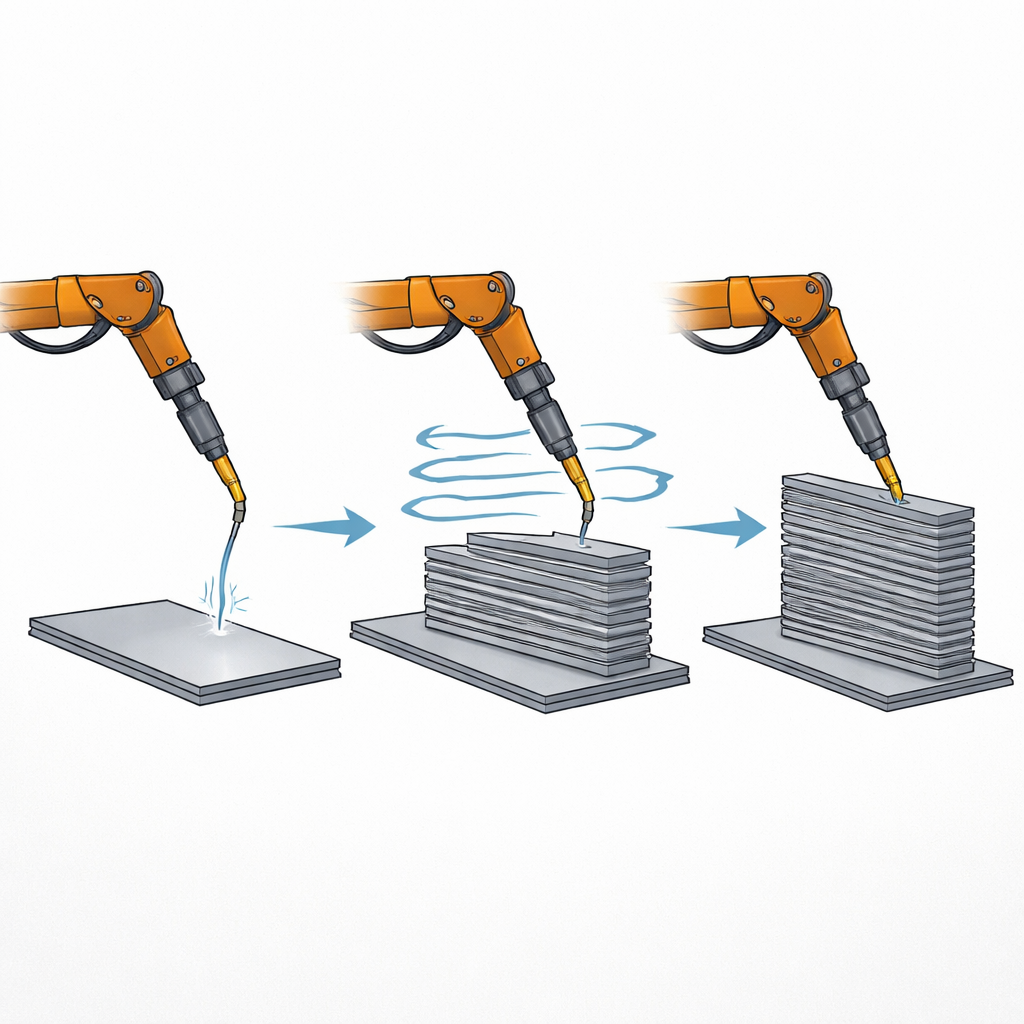
Katmanlı imalat, genellikle 3B baskı olarak anılan teknoloji, plastik süs eşyalarından uçak, otomobil ve enerji sistemleri için büyük metal parçalara doğru ilerliyor. Bu çalışma çok pratik bir soruyu ele alıyor: bir kaynak robotu alüminyum duvarları katman katman oluştururken ileri geri “örgü” hareketi yaptığında, bu örgü hareketinin genişliği parçaların güçlü, güvenilir ve hızlı üretilmesi için ne olmalı? Bu sorunun yanıtı, gerçek dünya bileşenlerinde hız, iç yapı ve güvenlik arasında denge kurmak bakımından kritik çıkıyor.
Alüminyum Duvarların Yeni Bir Yönteme Neden İhtiyacı Var
Alüminyum alaşımları hafif, dayanıklı ve korozyona dirençli olmaları nedeniyle uçak, taşıt ve deniz ekipmanları için idealdir. Döküm ve dövme gibi geleneksel yöntemler, parçaların hem büyük hem de karmaşık şekilli olması gerektiğinde zorlanır; bazı lazer tabanlı 3B baskı teknikleri ise alüminyumun ışığı yansıtma ve ısıyı iletme eğilimiyle baş etmekte sıkıntı yaşar. Tel-ark ilave imalat farklı bir yol sunar: robotik bir kol, metal bir teli elektrik arkına besler ve erimiş metali üst üste bindirilmiş izler halinde bırakarak parçayı oluşturur. Bu çalışmada ekip, alüminyum için uygun olan daha nazik bir ark kaynağı çeşidi olan soğuk metal transferini kullandı; bu yöntem düşük ısı ve minimal sıçrama ile metal verir. Odaklandıkları malzeme yaygın ve işlenmesi kolay 4043 alüminyum alaşımıydı ve robotun yan yana örme genişliğinin bitmiş duvarın iç tane dokusu ve mekanik performansı üzerinde nasıl bir etkisi olduğunu araştırdılar.
Dar, Orta ve Geniş Robot İzlerini Test Etmek
Araştırmacılar yaklaşık 20 katlı ince alüminyum duvarlar inşa etti ve üç farklı örme genişliği kullandı: 4 milimetre (dar), 6 milimetre (orta) ve 8 milimetre (geniş). Katmanlar arasında ısı birikimini kontrol altında tutmak için duvar 100 °C’nin altına soğuyana kadar bekleyerek sıcaklığı dikkatle kontrol ettiler. Daha sonra duvarların üstünden, ortasından ve altından numuneler kesip optik ve elektron mikroskopları, X-ışını kırınımı ve kristal yönelimlerini ve tane boyutlarını haritalayan bir teknikle incelediler. Ayrıca tabandan tepeye sertlik ölçümleri yaptılar ve hem seyir yönünde hem de dikey yapı yönünde çekme deneyleri uygulayarak malzemenin dayanımını, sünekliğini ve yönlere göre ne kadar farklılaştığını belirlediler.
Örmenin Metalin İç Yapısını Nasıl Değiştirdiği
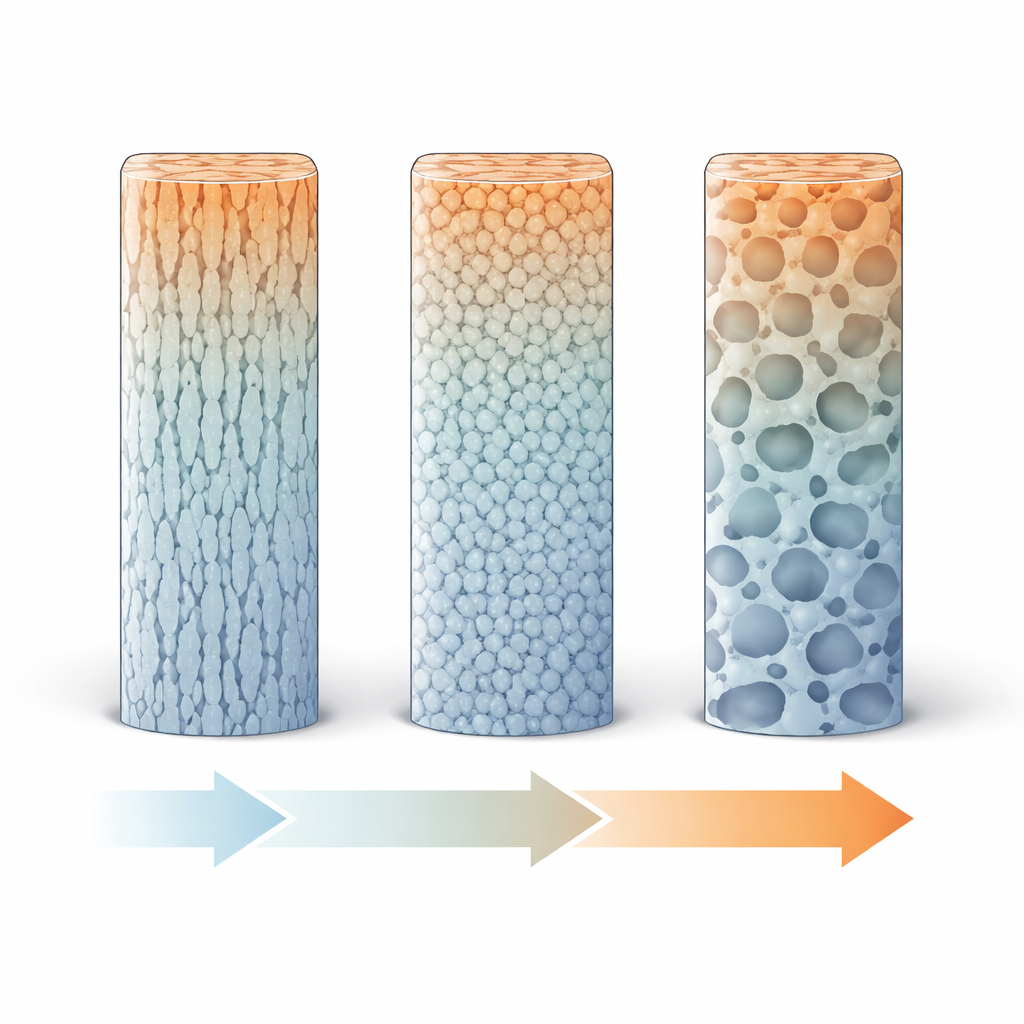
Tüm örme genişliklerinde alaşım aynı temel bileşenleri içeriyordu: alüminyumca zengin bölgeler, bunları çevreleyen silikonca zengin kanallar tarafından sınırlandırılmış ve ağaç benzeri (dendritik) bir düzen oluşturuyordu. Örme genişliğiyle değişen şey bu desenlerin boyutu ve şekliydi. Daha geniş bir örme, her katmanın açıkta kalan yüzey alanını artırır ve bunun sonucu olarak daha hızlı soğumasını sağlar. 4’ten 6 milimetreye geçildiğinde, bu ekstra soğuma iç taneleri ve dendritleri inceltti, kaba, levha benzeri özellikleri daha ince ve çatlak ilerlemesine karşı daha dirençli bir karışıma ayırdı. Genişliği 8 milimetreye kadar artırmak taneleri daha da inceltti, ancak aynı zamanda daha yuvarlak, globüler yapılar ve gözeneklerin oluşumunu teşvik etti; bunlar çatlakları durdurmada daha az etkiliydi. Duvar yüksekliği boyunca yapılan kasıtlı sıcaklık kontrolü, birçok kaynakla yapılmış parçanın yükseklikle birlikte özelliklerinin güçlü biçimde değiştiği durumların aksine yapıyı aşağıdan üste göre nispeten düzgün tuttu.
Dayanım, Uzama ve Yönsel Denge
Duvarlar test edildiğinde, her üç örme genişliği de makul sertlik ve süneklik sunuyordu, ancak önemli farklılıklar ortaya çıktı. Ortalama sertlik çok değişmedi; ancak tabandan tepeye olan değişimi örme genişliğine bağlı olarak farklılık gösterdi ve bu durum tane boyutu ile sert silikon partikülleri arasındaki değişen dengeyi yansıtıyordu. Çekme testleri, orta genişlikteki 6 milimetrelik örmenin özellikle cazip bir kombinasyon sunduğunu gösterdi: hem seyir hem de yapı yönlerinde iyi dayanım ve nispeten yüksek uzama ile her iki yön arasındaki en küçük fark. Buna karşılık en geniş 8 milimetrelik örme sünekliği, özellikle dikeyde, azalttı ve kırılma davranışını sünek ve gevrek özelliklerin karışımına kaydırdı. Kırılma yüzeyleri bu resmi doğruladı: 4 ve 6 milimetrede metal ağırlıklı olarak küçük çukurlar yoluyla kopma gösterirken, 8 milimetrede daha fazla gözenek ve yarı-dilme (quasi-cleavage) özellikleri ortaya çıktı ve daha affetmeyen bir malzemeye işaret etti.
Gerçek Dünyadaki Parçalar İçin Anlamı
Tel ve ark ile büyük alüminyum bileşenler 3B yazdırmayı hedefleyen mühendisler için bu çalışma, robotun örme genişliğinin yalnızca bir programlama detayı olmadığını; soğuma, iç yapı ve nihayetinde performansı şekillendiren güçlü bir ayar olduğunu gösteriyor. Bu çalışmada yaklaşık 6 milimetrelik orta bir örme en iyi dengeyi sundu; üretim verimliliğini artırırken dayanım, süneklik ve farklı yönlerde tutarlılığı korudu. Basitçe söylemek gerekirse, çok az veya çok fazla örme metalin çok kaba kalmasına ya da zararlı özelliklerin ortaya çıkmasına yol açabilir; ancak orta bir örme alaşımın ince, dayanıklı bir ağ yapısına “donmasına” yardımcı olur. Katmanlar arasındaki dikkatli sıcaklık kontrolü ile birlikte, bu yaklaşım büyük alüminyum parçaları hızlı üretme ile yapısal güvenilirliği bir arada sunan pratik bir reçete sağlar.
Atıf: Liu, S., Sun, Y., Yuan, X. et al. Optimizing robot weaving width improves the microstructure and mechanical performance of 4043 aluminum alloy in CMT-WAAM. Sci Rep 16, 14005 (2026). https://doi.org/10.1038/s41598-026-43670-x
Anahtar kelimeler: tel ark ilave imalat, alüminyum alaşım, robot örme, soğuk metal transferi, mikroyapı