Clear Sky Science · pt
Otimizar a largura de tecelagem robótica melhora a microestrutura e o desempenho mecânico da liga de alumínio 4043 em CMT-WAAM
Construindo peças metálicas melhores com movimento robótico inteligente
A fabricação aditiva, frequentemente chamada de impressão 3D, está passando de objetos plásticos pequenos para grandes peças metálicas para aeronaves, automóveis e sistemas de energia. Este estudo investiga uma questão muito prática: quando um robô de soldagem “tece” para frente e para trás para construir paredes de alumínio camada por camada, qual deve ser a largura desse movimento de tecelagem para produzir peças que sejam resistentes, confiáveis e rápidas de fabricar? A resposta mostra-se crucial para equilibrar velocidade, estrutura interna e segurança em componentes do mundo real.
Por que paredes de alumínio precisam de uma nova forma de serem construídas
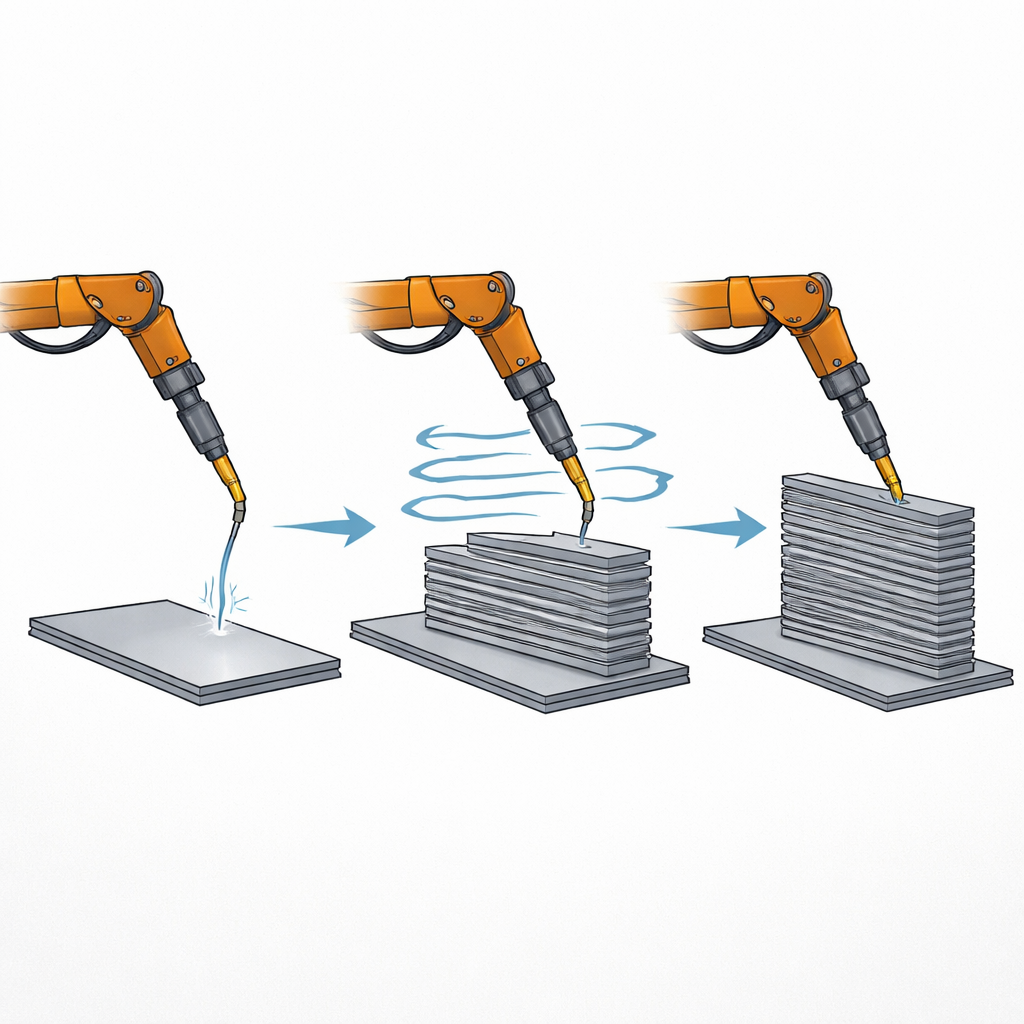
As ligas de alumínio são valorizadas por serem leves, resistentes e por resistirem à corrosão, o que as torna ideais para aeronaves, veículos e equipamentos offshore. Métodos tradicionais como fundição e forjamento encontram dificuldade quando as peças precisam ser ao mesmo tempo grandes e de formas intrincadas, e algumas técnicas de impressão 3D baseadas em laser têm problemas com a tendência do alumínio de refletir luz e conduzir calor. A fabricação aditiva por arco com arame oferece uma rota alternativa: um braço robótico alimenta um arame metálico em um arco elétrico, depositando metal fundido em trilhas empilhadas para formar a peça. Neste trabalho, a equipe usou uma versão mais suave da soldagem por arco chamada cold metal transfer, que deposita metal com baixo calor e espalhamento mínimo—bem adequada ao alumínio. Eles focaram na liga de alumínio 4043, um material comum e fácil de processar, e investigaram como a largura do movimento lateral do robô afeta o padrão de grãos interno e o desempenho mecânico da parede final.
Testando trajetórias robóticas estreitas, médias e largas
Os pesquisadores construíram paredes finas de alumínio com cerca de 20 camadas usando três larguras de tecelagem: 4 milímetros (estreita), 6 milímetros (média) e 8 milímetros (larga). Entre as camadas, controlaram cuidadosamente a temperatura, aguardando até que a parede resfriasse abaixo de 100 °C para limitar o acúmulo de calor. Em seguida, cortaram amostras do topo, meio e base das paredes e as examinaram com microscópios ópticos e eletrônicos, difração de raios X e uma técnica que mapeia orientações cristalinas e tamanhos de grão. Também mediram a dureza de baixo para cima e realizaram ensaios de tração tanto na direção de deslocamento quanto na direção vertical de construção para avaliar resistência, ductilidade e a diferença entre as direções.
Como a tecelagem altera o metal internamente
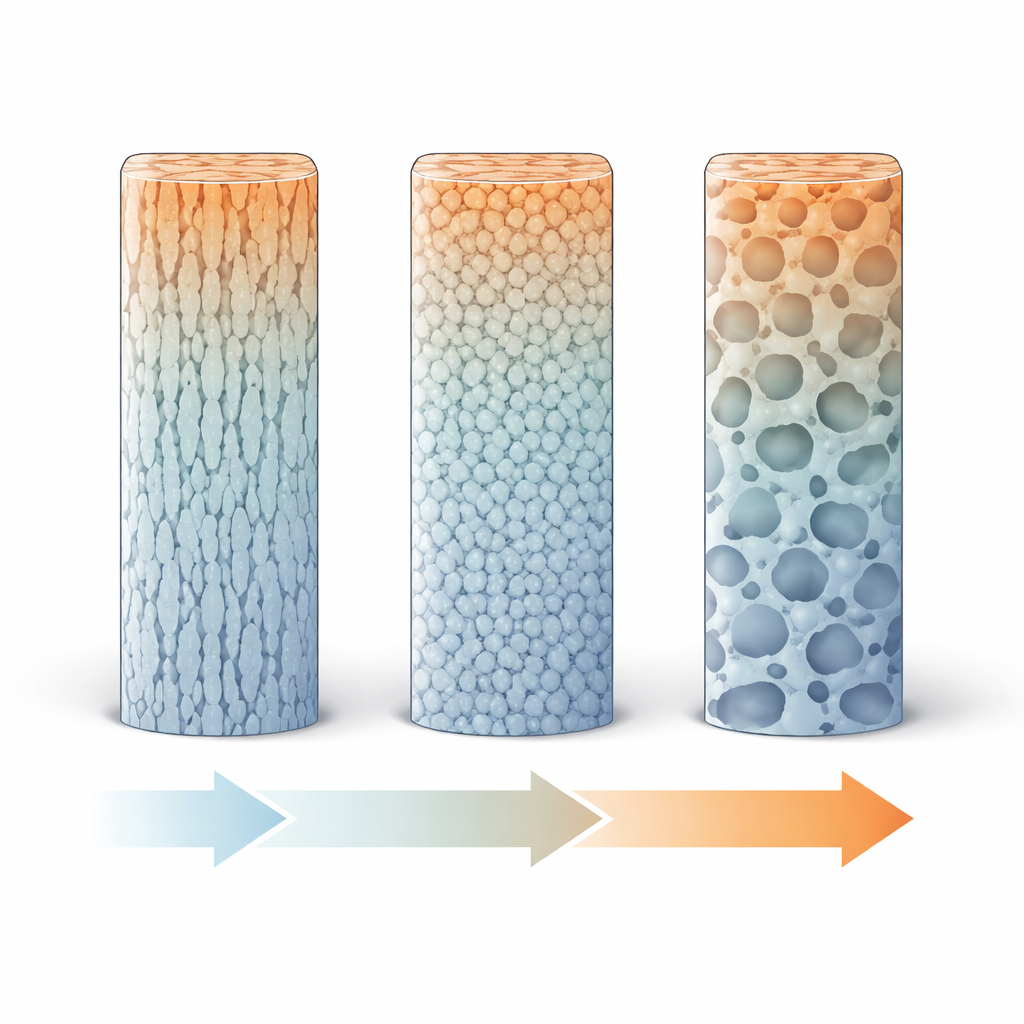
Em todas as larguras de tecelagem, a liga apresentou os mesmos constituintes básicos: regiões ricas em alumínio circundadas por canais ricos em silício, organizadas em um padrão dendrítico em forma de árvore. O que mudou com a largura da tecelagem foi o tamanho e a forma desses padrões. Uma tecelagem mais larga aumenta a área de superfície exposta de cada camada, permitindo que ela esfrie mais rapidamente. Ao passar de 4 para 6 milímetros, esse resfriamento adicional refinou os grãos e dendritos internos, fragmentando características grosseiras e em placas em uma mistura mais fina de formas que resistem melhor ao crescimento de trincas. Aumentar a largura para 8 milímetros refinou os grãos ainda mais, mas também favoreceu estruturas mais arredondadas e globulares e a formação de poros, que são menos eficazes em impedir trincas. Ao longo da altura da parede, o controle deliberado da temperatura manteve a estrutura relativamente uniforme de baixo para cima, ao contrário de muitas peças construídas por soldagem em que as propriedades variam fortemente com a altura.
Resistência, alongamento e equilíbrio direcional
Nos testes das paredes, as três larguras de tecelagem produziram alumínio com dureza e ductilidade razoáveis, mas surgiram diferenças importantes. A dureza média variou pouco, porém sua variação de baixo para cima dependia da largura de tecelagem, refletindo o balanço entre tamanho de grão e partículas duras de silício. Os ensaios de tração mostraram que a tecelagem média de 6 milímetros ofereceu uma combinação particularmente atraente: boa resistência e alongamento relativamente alto tanto na direção de deslocamento quanto na direção de construção, além da menor diferença entre essas direções. Em contraste, a tecelagem mais larga de 8 milímetros reduziu a ductilidade, especialmente na vertical, e deslocou o comportamento de fratura para uma mistura de características dúcteis e frágeis. As superfícies de fratura confirmaram esse quadro: em 4 e 6 milímetros, o metal fraturou principalmente por microcavidades, característica de rasgamento dúctil, enquanto em 8 milímetros apareceram mais poros e feições de quase clivagem, indicando um material menos tolerante.
O que isso significa para peças do mundo real
Para engenheiros que buscam imprimir em 3D grandes componentes de alumínio por fio e arco, este trabalho mostra que a largura de tecelagem do robô não é apenas um detalhe de programação—é um botão poderoso que molda o resfriamento, a microestrutura interna e, em última instância, o desempenho. Uma tecelagem moderada de cerca de 6 milímetros apresentou o melhor compromisso neste estudo, aumentando a eficiência de fabricação enquanto preservava resistência, ductilidade e consistência nas diferentes direções. Em termos simples, tecer pouco ou demais pode deixar o metal muito grosseiro ou introduzir características prejudiciais, mas uma tecelagem intermediária ajuda a liga a “congelar” em uma rede fina e resistente. Combinada com um controle cuidadoso da temperatura entre camadas, isso oferece uma receita prática para construir grandes peças de alumínio que são rápidas de produzir e estruturalmente confiáveis.
Citação: Liu, S., Sun, Y., Yuan, X. et al. Optimizing robot weaving width improves the microstructure and mechanical performance of 4043 aluminum alloy in CMT-WAAM. Sci Rep 16, 14005 (2026). https://doi.org/10.1038/s41598-026-43670-x
Palavras-chave: fabricação aditiva por arco com arame, liga de alumínio, tecelagem robótica, cold metal transfer, microestrutura