Clear Sky Science · it
Ottimizzare la larghezza di tessitura robotica migliora la microstruttura e le prestazioni meccaniche della lega di alluminio 4043 in CMT-WAAM
Costruire parti metalliche migliori con movimenti robotici intelligenti
La produzione additiva, spesso chiamata stampa 3D, sta passando da oggetti di plastica a grandi componenti metallici per aerei, automobili e impianti energetici. Questo studio affronta una questione molto pratica: quando un robot saldatore “tesse” avanti e indietro per costruire pareti di alluminio strato dopo strato, quanto dovrebbe essere ampia questa tessitura per ottenere pezzi resistenti, affidabili e rapidi da produrre? La risposta si rivela cruciale per bilanciare velocità, struttura interna e sicurezza nei componenti reali.
Perché le pareti in alluminio necessitano di un nuovo modo di essere costruite
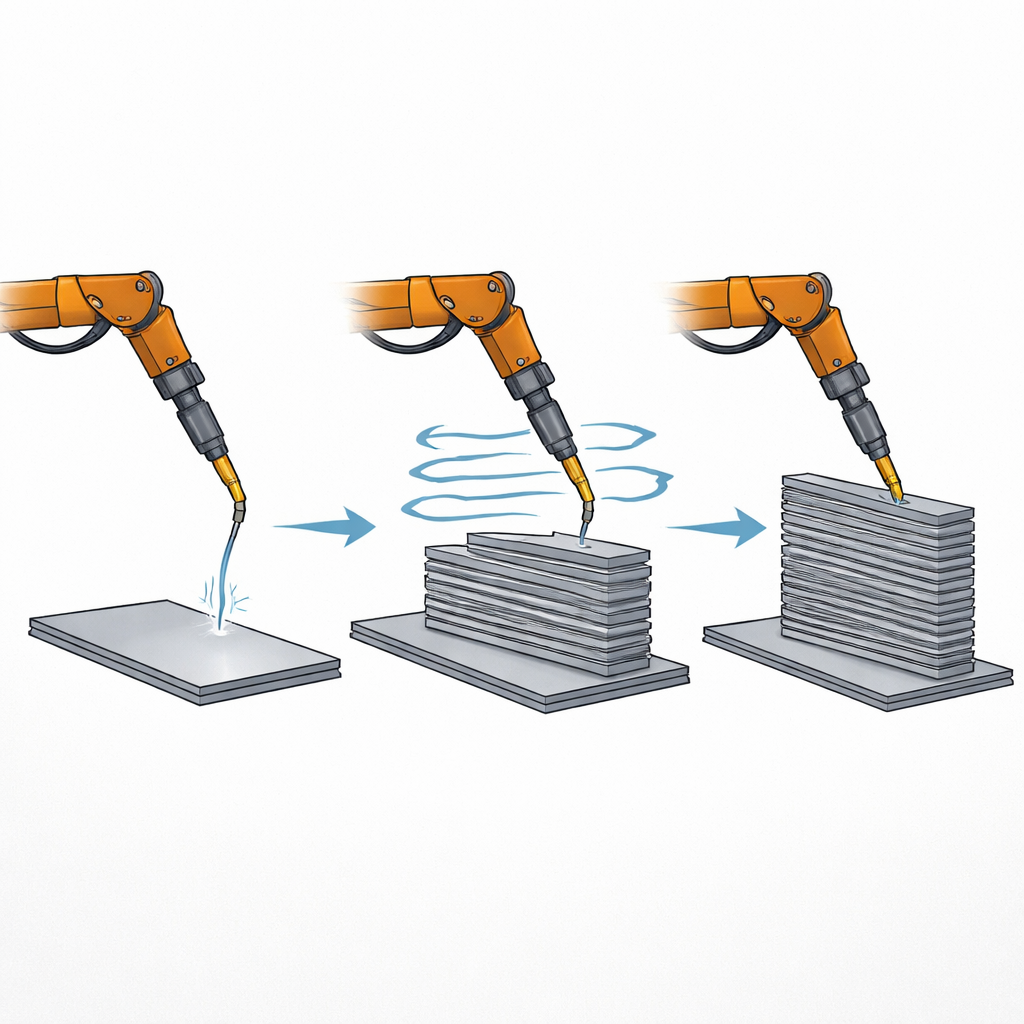
Le leghe di alluminio sono apprezzate perché sono leggere, resistenti e resistono alla corrosione, il che le rende ideali per aeromobili, veicoli e attrezzature offshore. I metodi tradizionali come la fusione e la forgiatura incontrano difficoltà quando i pezzi devono essere sia grandi sia di forma complessa, e alcune tecniche di stampa 3D a laser faticano a causa della tendenza dell’alluminio a riflettere la luce e a condurre il calore. La produzione additiva ad arco con filo offre una via alternativa: un braccio robotico alimenta un filo metallico in un arco elettrico, depositando metallo fuso in piste sovrapposte per formare il pezzo. In questo lavoro il team ha utilizzato una versione più delicata della saldatura ad arco chiamata cold metal transfer, che depositando metallo con basso apporto termico e minima proiezione è ben adatta all’alluminio. Si sono concentrati sulla lega di alluminio 4043, un materiale comune e facile da lavorare, e hanno indagato come la larghezza della tessitura laterale del robot influenzi il motivo dei grani interni e le prestazioni meccaniche della parete finita.
Test su percorsi robotici stretti, medi e larghi
I ricercatori hanno costruito pareti sottili di alluminio di circa 20 strati usando tre larghezze di tessitura: 4 millimetri (stretta), 6 millimetri (media) e 8 millimetri (larga). Tra gli strati hanno controllato attentamente la temperatura, facendo pause finché la parete non si raffreddava sotto i 100 °C per limitare l’accumulo di calore. Successivamente hanno tagliato campioni dalla parte superiore, centrale e inferiore delle pareti e li hanno esaminati con microscopi ottici ed elettronici, diffrazione a raggi X e una tecnica che mappa le orientazioni cristalline e le dimensioni dei grani. Hanno inoltre misurato la durezza dal basso verso l’alto e sottoposto a trazione provini sia nella direzione di avanzamento sia nella direzione di costruzione verticale per valutare resistenza, duttilità e l’eventuale anisotropia delle proprietà.
Come la tessitura modifica il metallo interno
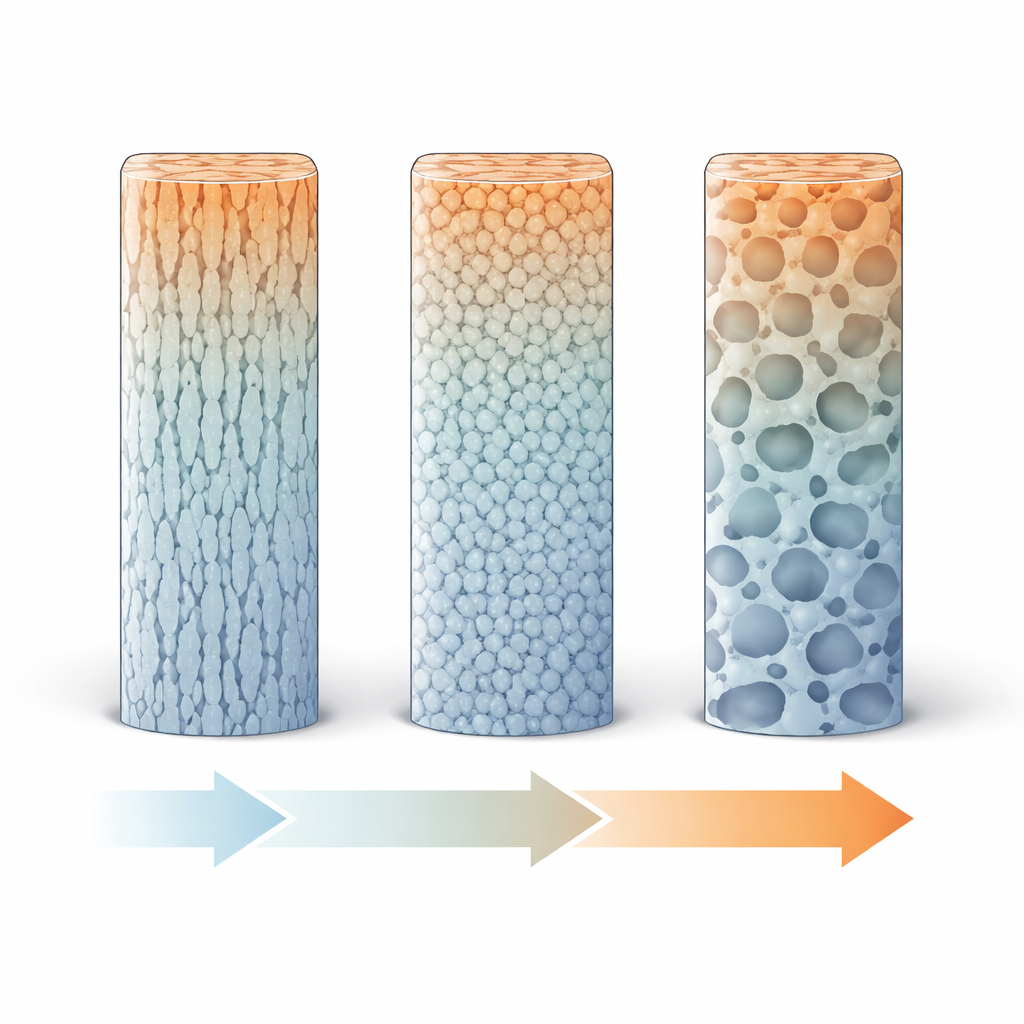
Per tutte le larghezze di tessitura, la lega conteneva gli stessi ingredienti di base: regioni ricche di alluminio circondate da canali ricchi di silicio, disposti in un motivo dendritico. Ciò che variava con la larghezza della tessitura era la dimensione e la forma di questi motivi. Una tessitura più ampia aumenta l’area superficiale esposta di ogni strato, permettendo un raffreddamento più rapido. Passando da 4 a 6 millimetri, questo raffreddamento aggiuntivo ha raffinato i grani e le dendriti interne, frammentando le caratteristiche grossolane e lamellari in una miscela più fine di forme che resistono meglio alla propagazione delle cricche. Spingendo la larghezza fino a 8 millimetri i grani si sono raffinati ulteriormente, ma si sono anche favorito strutture più globulari e la formazione di porosità, meno efficaci nel fermare le cricche. Lungo tutta l’altezza della parete, il controllo deliberato della temperatura ha mantenuto la struttura relativamente uniforme dal basso verso l’alto, diversamente da molte parti costruite a saldatura dove le proprietà variano fortemente con l’altezza.
Resistenza, allungamento ed equilibrio direzionale
Nei test le tre larghezze di tessitura hanno prodotto tutte un alluminio con durezza e duttilità ragionevoli, ma sono emerse differenze importanti. La durezza media è cambiata poco, mentre la sua variazione dal basso verso l’alto dipendeva dalla larghezza di tessitura, riflettendo il diverso bilanciamento tra dimensione dei grani e particelle dure di silicio. Le prove di trazione hanno mostrato che la tessitura intermedia da 6 millimetri offriva una combinazione particolarmente interessante: buona resistenza e relativamente alto allungamento sia nella direzione di avanzamento sia in quella di costruzione, insieme alla minore differenza tra queste direzioni. Al contrario, la più ampia tessitura da 8 millimetri ha ridotto la duttilità, soprattutto in verticale, e ha spostato il comportamento di frattura verso una miscela di caratteristiche duttile e fragile. Le superfici di frattura hanno confermato questo quadro: a 4 e 6 millimetri il metallo si è rotto principalmente attraverso piccole dimples, tipiche della separazione duttile, mentre a 8 millimetri sono apparse più porosità e caratteristiche di quasi clivaggio, segnali di un materiale meno tollerante.
Cosa significa per i pezzi nel mondo reale
Per gli ingegneri che vogliono stampare in 3D grandi componenti in alluminio con filo e arco, questo lavoro dimostra che la larghezza di tessitura del robot non è solo un dettaglio di programmazione: è una manopola potente che modula il raffreddamento, la microstruttura e infine le prestazioni. Una tessitura moderata di circa 6 millimetri ha offerto il miglior compromesso in questo studio, migliorando l’efficienza di costruzione preservando resistenza, duttilità e uniformità nelle diverse direzioni. In termini semplici, tessere troppo poco o troppo può lasciare il metallo troppo grossolano o introdurre caratteristiche dannose, mentre una tessitura intermedia aiuta la lega a «congelarsi» in una rete fine e resistente. Abbinato a un attento controllo della temperatura tra gli strati, questo fornisce una ricetta pratica per costruire grandi parti in alluminio sia veloci da produrre sia strutturalmente affidabili.
Citazione: Liu, S., Sun, Y., Yuan, X. et al. Optimizing robot weaving width improves the microstructure and mechanical performance of 4043 aluminum alloy in CMT-WAAM. Sci Rep 16, 14005 (2026). https://doi.org/10.1038/s41598-026-43670-x
Parole chiave: produzione additiva ad arco con filo, lega di alluminio, tessitura robotica, cold metal transfer, microstruttura