Clear Sky Science · pl
Optymalizacja szerokości tkania robota poprawia mikrostrukturę i właściwości mechaniczne stopu aluminium 4043 w CMT-WAAM
Tworzenie lepszych metalowych części dzięki inteligentnemu ruchowi robota
Produkcja addytywna, często nazywana drukiem 3D, przechodzi od plastikowych drobiazgów do dużych metalowych elementów dla lotnictwa, motoryzacji i sektora energetycznego. W tym badaniu poruszono bardzo praktyczne zagadnienie: gdy robot spawalniczy „tka” na boki, budując ściany aluminiowe warstwa po warstwie, jak szerokie powinny być te ruchy tkania, aby otrzymać części wytrzymałe, niezawodne i szybkie w produkcji? Odpowiedź okazuje się kluczowa dla wyważenia szybkości, wewnętrznej struktury i bezpieczeństwa w elementach użytkowych.
Pierwsze powody, dla których ściany z aluminium wymagają nowego sposobu budowy
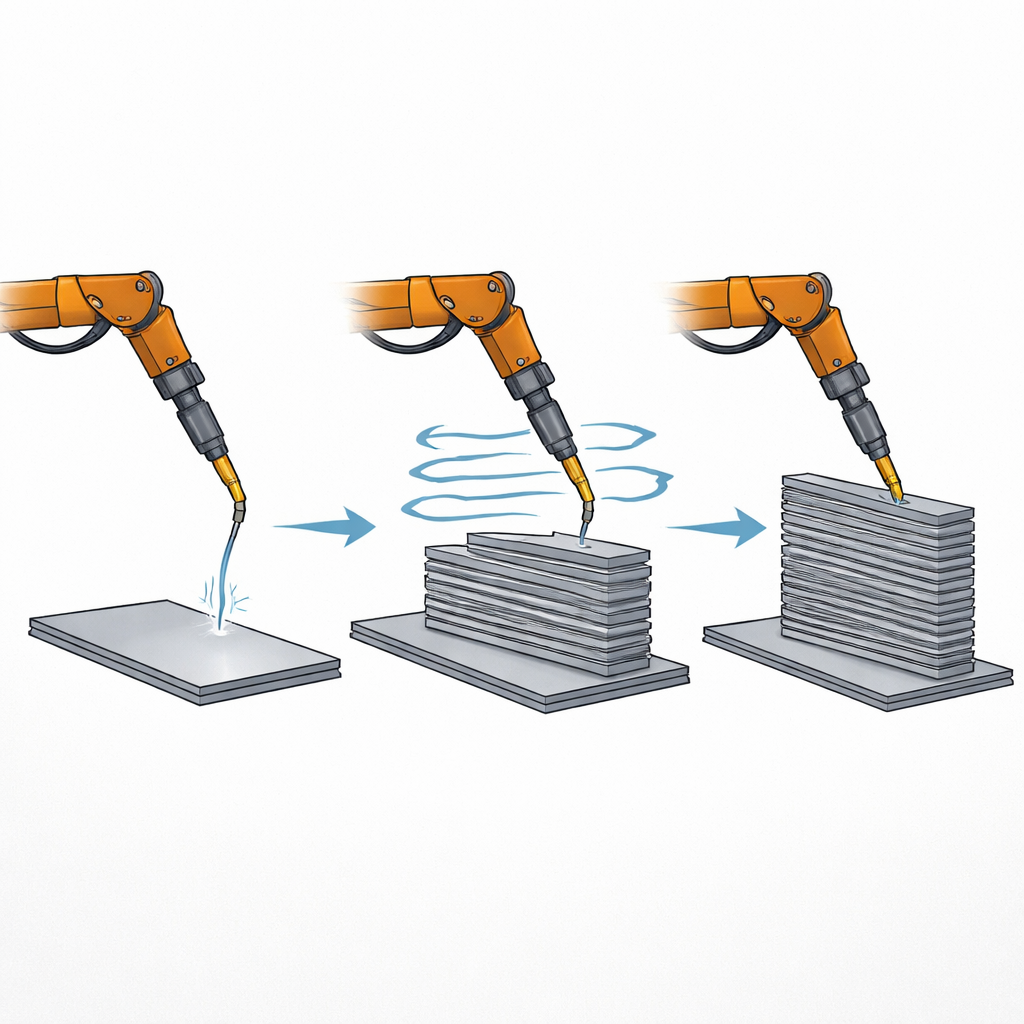
Stopy aluminium cenione są za niską masę, dobrą wytrzymałość i odporność na korozję, co czyni je idealnymi do samolotów, pojazdów i konstrukcji morskich. Tradycyjne metody, takie jak odlewanie czy kucie, zawodzą przy częściach dużych i o skomplikowanych kształtach, a niektóre laserowe techniki druku 3D mają trudności z odbiciem światła i przewodnością cieplną aluminium. Wytwarzanie addytywne łukiem drutu oferuje alternatywę: ramię robota podaje drut metalowy do łuku elektrycznego, nakładając stopiony metal w ułożonych torach, aby zbudować element. W tym badaniu zastosowano łagodniejszą wersję spawania łukowego zwaną cold metal transfer, która dostarcza materiał przy niskim cieple i minimalnym rozprysku—dobrze dopasowaną do aluminium. Skoncentrowano się na stopie aluminium 4043, powszechnym i łatwym w obróbce materiale, i zapytano, jak boczna szerokość tkania robota wpływa na wzór ziaren i właściwości mechaniczne gotowej ściany.
Badanie wąskich, średnich i szerokich ścieżek robota
Naukowcy zbudowali cienkie ściany aluminiowe o wysokości około 20 warstw, używając trzech szerokości tkania: 4 milimetry (wąska), 6 milimetrów (średnia) i 8 milimetrów (szeroka). Między warstwami kontrolowano temperaturę, czekając aż ściana ostygnie poniżej 100 °C, by ograniczyć kumulację ciepła. Następnie wycinali próbki z górnej, środkowej i dolnej części ścian i badali je za pomocą mikroskopii optycznej i elektronowej, dyfrakcji rentgenowskiej oraz techniki mapującej orientacje kryształów i rozmiary ziaren. Pomiarom twardości dokonano od dołu ku górze, a także wykonano próby rozciągania pręta zarówno w kierunku podróży robota, jak i w pionowym kierunku budowy, aby ocenić wytrzymałość, plastyczność materiału i ich zróżnicowanie w kierunkach.
Jak tkanie zmienia wnętrze metalu
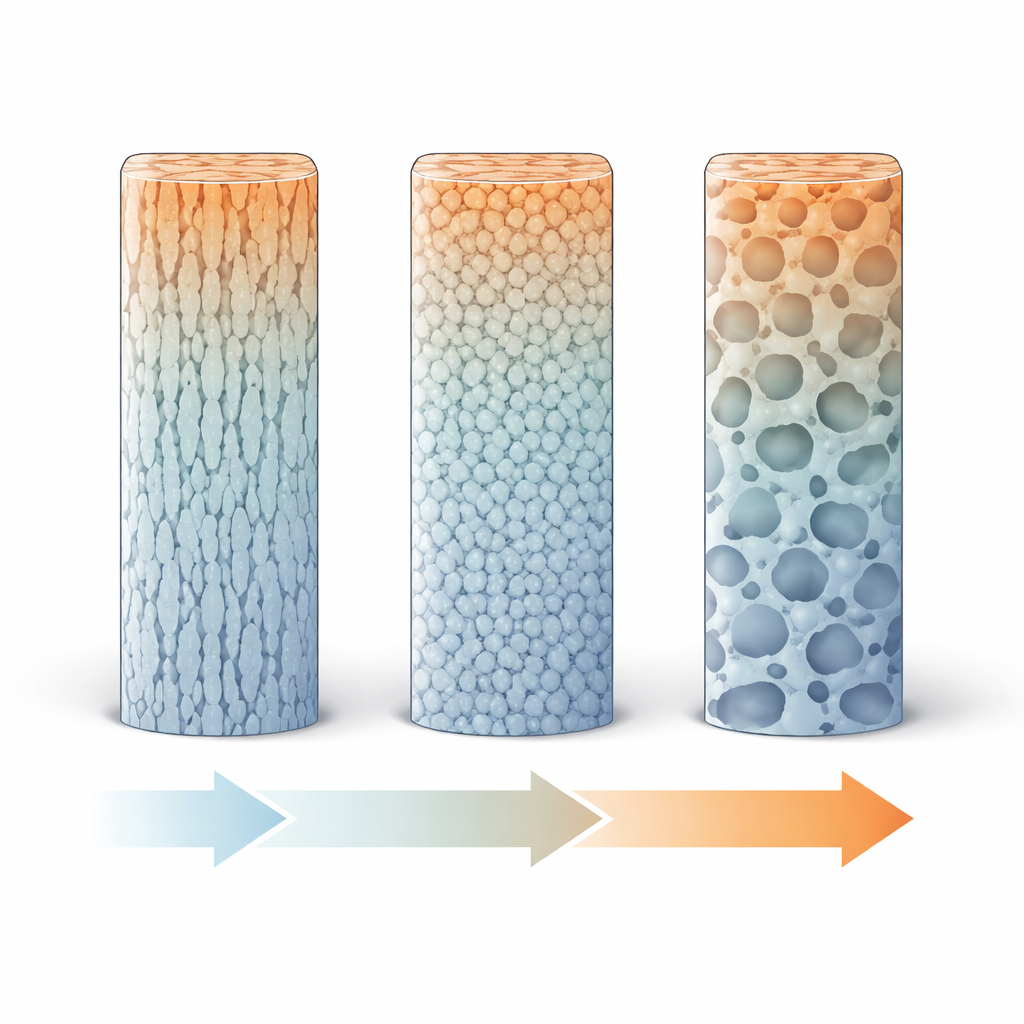
We wszystkich szerokościach tkania stop zawierał te same podstawowe składniki: obszary bogate w aluminium otoczone kanałami bogatymi w krzem, ułożone w drzewkowaty (dendrytyczny) wzór. To, co zmieniało się wraz z szerokością tkania, to wielkość i kształt tych struktur. Szersze tkanie zwiększa narażoną powierzchnię każdej warstwy, co pozwala jej szybciej stygnąć. Przejście z 4 na 6 milimetrów powodowało, że dodatkowe chłodzenie udoskonalało ziarna i dendryty, rozbijając grube, płytkowe cechy na drobniejszą mieszankę kształtów, które lepiej przeciwstawiają się rozwojowi pęknięć. Zwiększenie szerokości do 8 milimetrów jeszcze bardziej drobniło ziarna, ale jednocześnie sprzyjało powstawaniu bardziej zaokrąglonych, globularnych struktur i porów, które są mniej skuteczne w zatrzymywaniu pęknięć. Dzięki świadomej kontroli temperatury przez całą wysokość ściany struktura pozostała stosunkowo jednorodna od dołu do góry, w przeciwieństwie do wielu elementów zbudowanych spawaniem, gdzie właściwości silnie zmieniają się z wysokością.
Wytrzymałość, rozciąganie i równowaga kierunkowa
W testach wszystkie trzy szerokości tkania dały aluminium o rozsądnej twardości i plastyczności, ale pojawiły się istotne różnice. Średnia twardość zmieniała się niewiele, lecz jej zmienność od dołu do góry zależała od szerokości tkania, odzwierciedlając zmianę równowagi między rozmiarem ziaren a twardymi cząstkami krzemu. Próby rozciągania wykazały, że średnie tkanie 6-milimetrowe zapewnia szczególnie atrakcyjne połączenie: dobrą wytrzymałość i stosunkowo duże wydłużenie zarówno w kierunku podróży, jak i kierunku budowy, wraz z najmniejszą różnicą między tymi kierunkami. Natomiast najszersze 8-milimetrowe tkanie zmniejszało plastyczność, szczególnie w pionie, i przesuwało zachowanie pęknięcia w stronę mieszanki cech duktlnych i kruchych. Powierzchnie złamań potwierdziły ten obraz: przy 4 i 6 milimetrach metal zawodził głównie przez drobne dołki, charakterystyczne dla rozrywania duktlnego, podczas gdy przy 8 milimetrach pojawiało się więcej porów i cech quasi-łupkowych, sygnalizując mniej wyrozumiały materiał.
Co to oznacza dla praktycznych zastosowań
Dla inżynierów chcących drukować duże aluminiowe komponenty techniką drutu i łuku to badanie pokazuje, że szerokość tkania robota to nie drobny szczegół programistyczny—jest to potężny parametr kształtujący chłodzenie, mikrostrukturę i ostateczne właściwości. Umiarkowane tkanie około 6 milimetrów okazało się w tym badaniu najlepszym kompromisem, poprawiając efektywność budowy przy jednoczesnym zachowaniu wytrzymałości, plastyczności i jednorodności w różnych kierunkach. Mówiąc prościej: tkanie zbyt wąskie lub zbyt szerokie może pozostawić materiał zbyt grubym lub wprowadzić niekorzystne cechy, natomiast pośrednie tkanie pomaga stopowi „zamarznąć” w drobną, odporną sieć. W połączeniu ze staranną kontrolą temperatury między warstwami daje to praktyczny przepis na budowę dużych aluminiowych części, które powstają szybko i są strukturalnie wiarygodne.
Cytowanie: Liu, S., Sun, Y., Yuan, X. et al. Optimizing robot weaving width improves the microstructure and mechanical performance of 4043 aluminum alloy in CMT-WAAM. Sci Rep 16, 14005 (2026). https://doi.org/10.1038/s41598-026-43670-x
Słowa kluczowe: technologia druku przyrostowego łukiem drutu, stop aluminium, tkanie robotyczne, cold metal transfer, mikrostruktura