Clear Sky Science · de
Optimierung der Webbreite des Roboters verbessert Mikrostruktur und mechanische Eigenschaften der Aluminiumlegierung 4043 im CMT-WAAM
Bessere Metallteile durch intelligente Roboterbewegung
Additive Fertigung, oft 3D-Druck genannt, bewegt sich von Kunststoffartikeln hin zu großen Metallbauteilen für Flugzeuge, Fahrzeuge und Energiesysteme. Diese Studie untersucht eine sehr praktische Frage: Wenn ein Schweißroboter beim Schicht-für-Schicht-Aufbau von Aluminiumwänden hin- und her „webt“, wie breit sollte diese Webbewegung sein, um Bauteile zu erzeugen, die stark, zuverlässig und schnell zu fertigen sind? Die Antwort erweist sich als entscheidend, um Geschwindigkeit, innere Struktur und Sicherheit in realen Bauteilen auszubalancieren.
Warum Aluminiumwände eine neue Bauweise brauchen
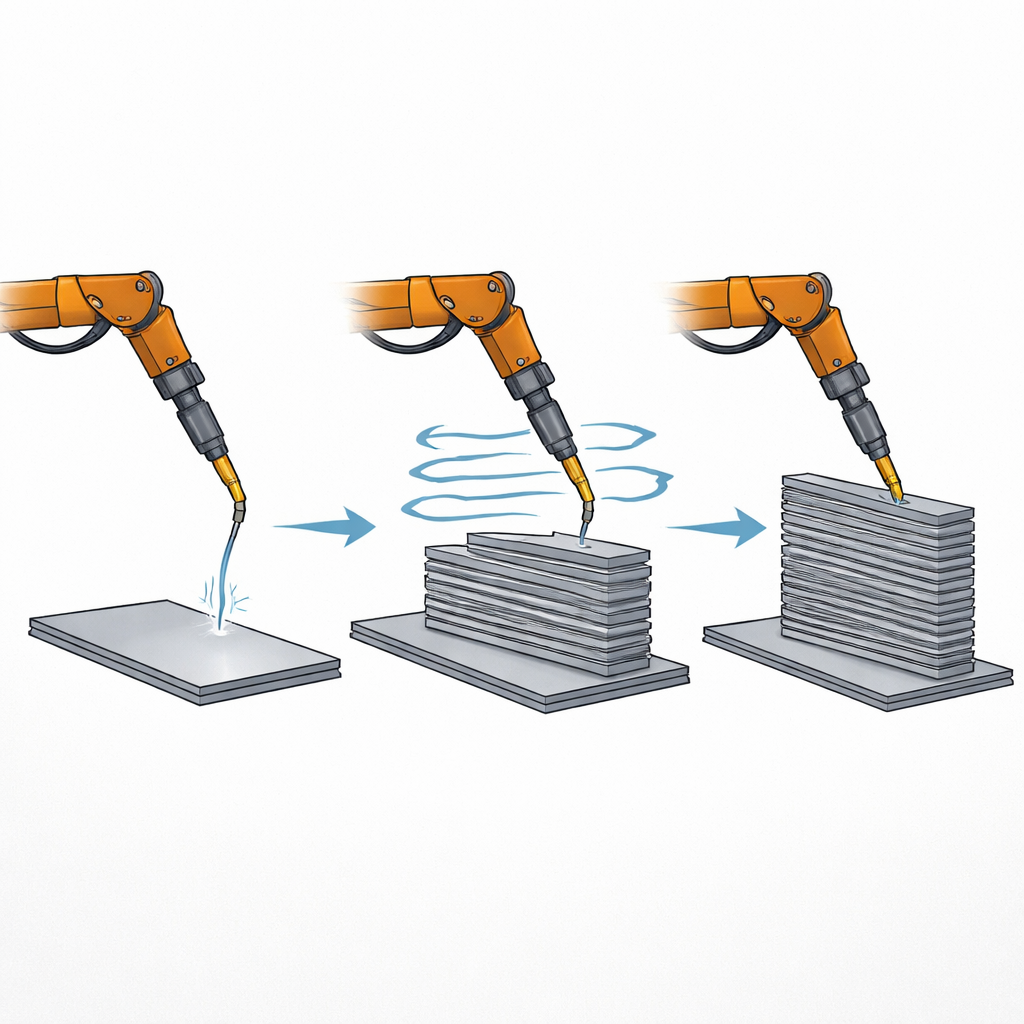
Aluminiumlegierungen werden wegen ihres geringen Gewichts, ihrer Festigkeit und Korrosionsbeständigkeit geschätzt, wodurch sie sich ideal für Luftfahrt, Fahrzeuge und Offshore-Anlagen eignen. Traditionelle Verfahren wie Gießen und Schmieden stoßen an Grenzen, wenn Bauteile groß und komplex geformt sein müssen, und einige laserbasierte 3D-Druckverfahren haben Probleme mit Aluminums Neigung, Licht zu reflektieren und Wärme zu leiten. Das Draht-Lichtbogen-Additive-Manufacturing bietet einen anderen Ansatz: Ein Roboterarm führt einen Metallstab in einen elektrischen Lichtbogen und legt geschmolzenes Metall in aufeinandergeschichteten Bahnen ab, um ein Bauteil zu formen. In dieser Arbeit nutzte das Team eine schonendere Form des Lichtbogenschweißens, das Cold Metal Transfer, das Metall mit geringer Wärmeeinbringung und minimaler Spritzerbildung zuführt — gut geeignet für Aluminium. Untersucht wurde die Legierung 4043, ein verbreitetes, leicht zu verarbeitendes Material, mit der Fragestellung, wie die seitliche Webbreite des Roboters die innere Kornstruktur und die mechanischen Eigenschaften der fertigen Wand beeinflusst.
Testen von schmalen, mittleren und breiten Robotikpfaden
Die Forschenden bauten dünne Aluminiumwände von etwa 20 Lagen Höhe mit drei Webbreiten: 4 Millimeter (schmal), 6 Millimeter (mittel) und 8 Millimeter (breit). Zwischen den Lagen kontrollierten sie sorgfältig die Temperatur und pausierten jeweils, bis die Wand unter 100 °C abgekühlt war, um Wärmeansammlungen zu vermeiden. Anschließend schnitten sie Proben aus dem oberen, mittleren und unteren Bereich der Wände und untersuchten diese mit optischen und Elektronenmikroskopen, Röntgendiffraktion und einer Methode zur Abbildung von Kristallorientierungen und Korngrößen. Außerdem maßen sie die Härte von unten nach oben und zogen Zugproben in Fahrtrichtung sowie in Aufbauzrichtung, um Festigkeit, Duktilität und Richtungsunterschiede zu bestimmen.
Wie das Weben das Metall im Inneren verändert
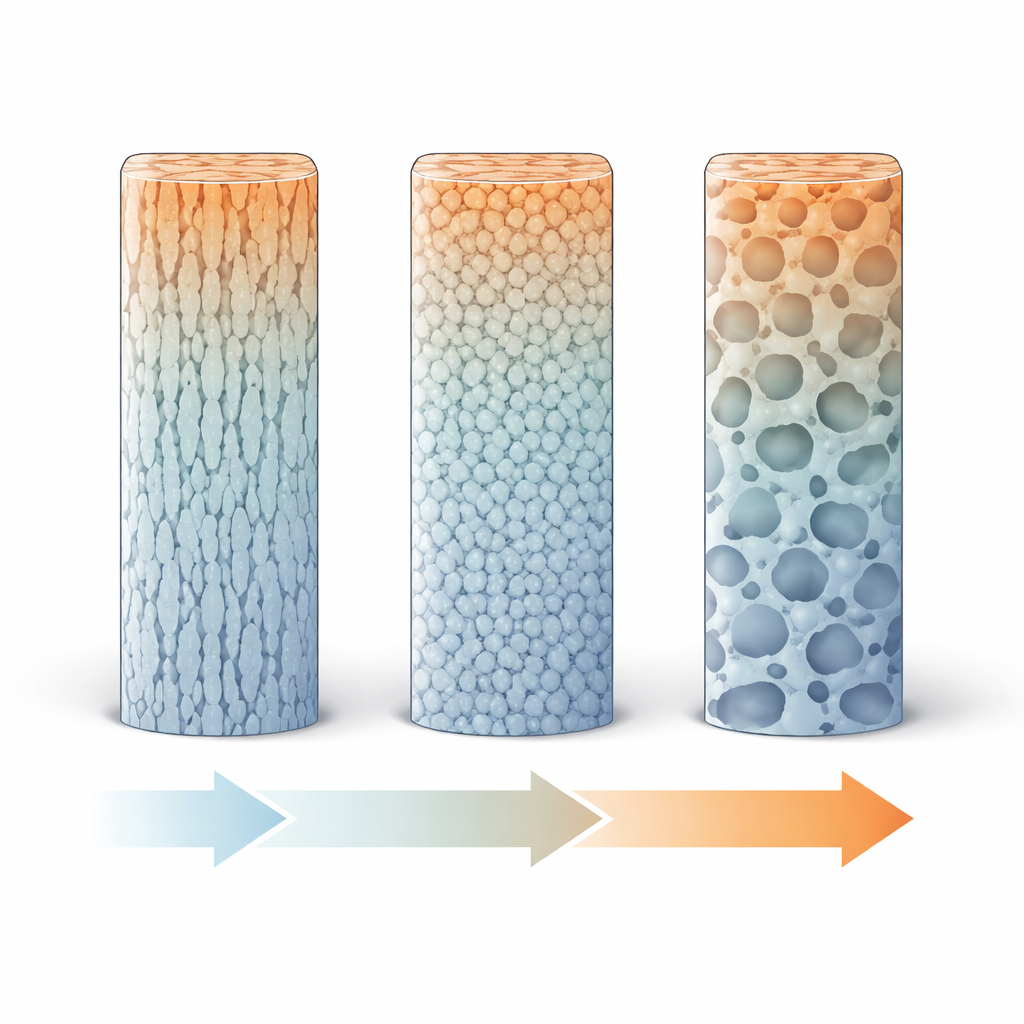
Bei allen Webbreiten enthielt die Legierung dieselben Grundbestandteile: aluminiumreiche Bereiche, umgeben von siliziumreichen Kanälen, angeordnet in einem baumartigen (dendritischen) Muster. Was sich mit der Webbreite änderte, war die Größe und Form dieser Muster. Eine breitere Webbewegung erhöht die freigelegte Oberfläche jeder Lage, wodurch sie schneller abkühlen kann. Der Wechsel von 4 auf 6 Millimeter führte durch diese zusätzliche Abkühlung zu einer Verfeinerung der inneren Körner und Dendriten, wodurch grobe, plattenartige Merkmale in eine feinere Mischung aus Formen zerlegt wurden, die Risswachstum besser widersteht. Eine weitere Vergrößerung auf 8 Millimeter verfeinerte die Körner noch mehr, förderte jedoch auch eher rundliche, globulare Strukturen und Poren, die weniger effektiv bei der Risshemmung sind. Durch die gezielte Temperaturkontrolle blieb die Struktur über die Wandhöhe relativ gleichmäßig, im Gegensatz zu vielen schweißaufgebauten Teilen, bei denen die Eigenschaften stark mit der Höhe variieren.
Festigkeit, Dehnung und Richtungsbalance
Bei den Tests lieferten alle drei Webbreiten Aluminium mit angemessener Härte und Duktilität, doch es zeigten sich wichtige Unterschiede. Die mittlere Härte veränderte sich nur wenig, ihre Schwankung von unten nach oben hing jedoch von der Webbreite ab und spiegelte das wechselnde Verhältnis von Korngröße und harten Siliziumpartikeln wider. Zugversuche zeigten, dass die mittlere 6‑Millimeter-Webbewegung eine besonders attraktive Kombination bot: gute Festigkeit und relativ hohe Bruchdehnung sowohl in Fahr- als auch in Aufbau Richtung sowie die kleinste Differenz zwischen diesen Richtungen. Im Gegensatz dazu verringerte die breiteste 8‑Millimeter-Webbewegung die Duktilität, insbesondere in vertikaler Richtung, und verschob das Bruchverhalten hin zu einer Mischung aus duktilen und spröderen Merkmalen. Die Bruchflächen bestätigten dieses Bild: Bei 4 und 6 Millimetern zeigte das Material überwiegend kleine Dimple‑Muster, ein Kennzeichen duktiler Trennung, während bei 8 Millimetern vermehrt Poren und quasi‑Spaltmerkmale auftraten, was auf ein weniger nachgiebiges Material hinweist.
Folgerungen für reale Bauteile
Für Ingenieure, die große Aluminiumkomponenten mit Draht und Lichtbogen drucken möchten, zeigt diese Arbeit, dass die Webbreite des Roboters nicht nur eine Programmierfrage ist — sie ist ein wirkungsvolles Einstellrad, das Abkühlung, innere Struktur und letztlich die Leistung bestimmt. Eine moderate Webbreite von etwa 6 Millimetern bot in dieser Studie die beste Kompromisslösung, da sie die Fertigungseffizienz steigerte und zugleich Festigkeit, Duktilität und Richtungsbeständigkeit bewahrte. Einfach ausgedrückt: Zu wenig oder zu viel Weben kann das Metall entweder zu grobkörnig lassen oder schädliche Merkmale einführen, während eine mittlere Webbreite der Legierung hilft, in ein feines, zähes Gefüge „einzufrieren“. In Kombination mit sorgfältiger Temperaturkontrolle zwischen den Lagen liefert dies ein praktisches Rezept, um große Aluminiumteile zu fertigen, die schnell herstellbar und strukturell vertrauenswürdig sind.
Zitation: Liu, S., Sun, Y., Yuan, X. et al. Optimizing robot weaving width improves the microstructure and mechanical performance of 4043 aluminum alloy in CMT-WAAM. Sci Rep 16, 14005 (2026). https://doi.org/10.1038/s41598-026-43670-x
Schlüsselwörter: Draht-Lichtbogen-Additive-Manufacturing, Aluminiumlegierung, Roboter-Webbewegung, Cold Metal Transfer, Mikrostruktur