Clear Sky Science · nl
Optimalisering van robot-weefbreedte verbetert de microstructuur en mechanische eigenschappen van 4043-aluminiumlegering in CMT-WAAM
Betere metalen onderdelen bouwen met slimme robotbeweging
Additive manufacturing, vaak 3D-printen genoemd, verschuift van plastic prullaria naar grote metalen onderdelen voor vliegtuigen, auto’s en energiesystemen. Deze studie onderzoekt een heel praktische vraag: wanneer een lasrobot heen en weer “weeft” om aluminium wanden laag voor laag op te bouwen, hoe breed moet die weefbeweging zijn om onderdelen te maken die sterk, betrouwbaar en snel te produceren zijn? Het antwoord blijkt cruciaal voor het vinden van een balans tussen productiesnelheid, interne structuur en veiligheid in componenten voor de praktijk.
Waarom aluminiumwanden een nieuwe bouwmethode nodig hebben
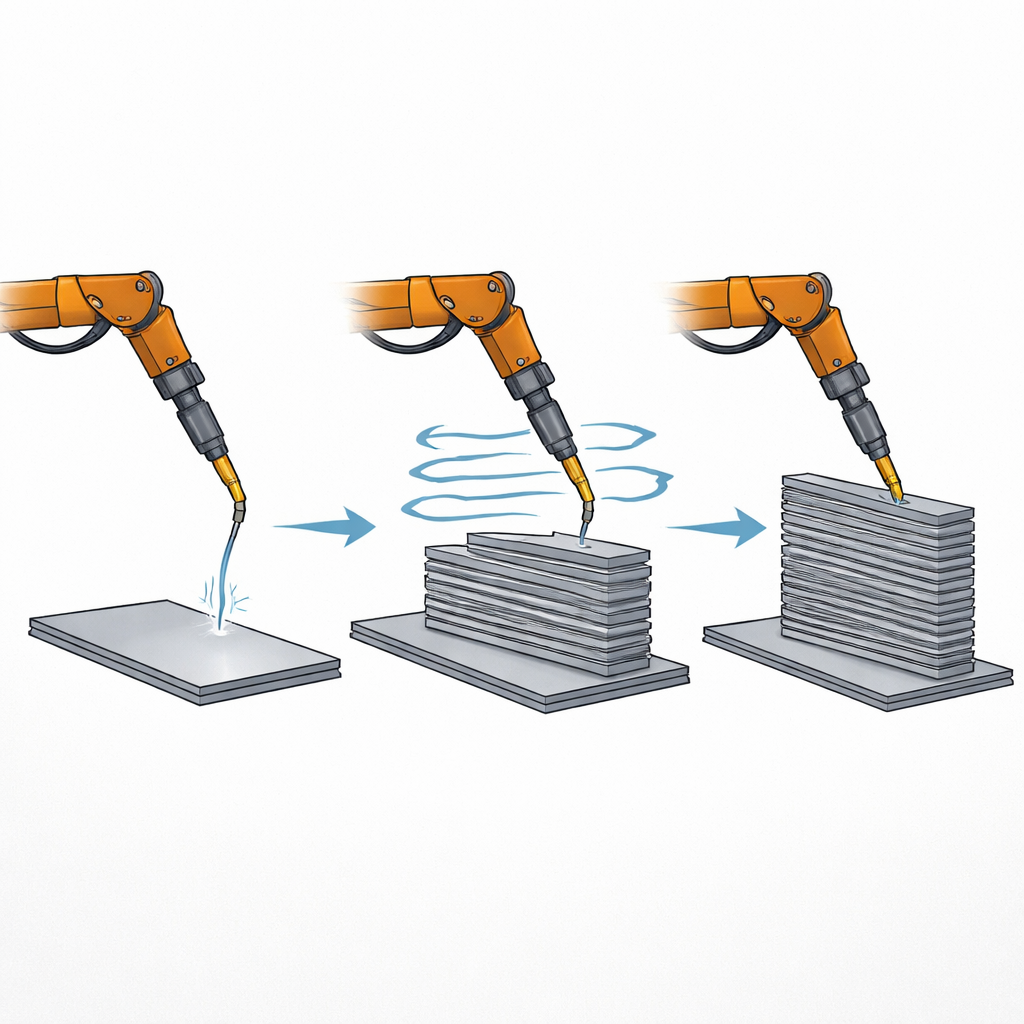
Aluminiumlegeringen worden gewaardeerd omdat ze licht, sterk en corrosiebestendig zijn, waardoor ze ideaal zijn voor de luchtvaart, voertuigen en offshore-installaties. Traditionele methoden zoals gieten en smeden hebben moeite als onderdelen zowel groot als ingewikkeld gevormd moeten worden, en sommige laser-gebaseerde 3D-printtechnieken kampen met het hoge reflectievermogen en de sterke warmtegeleiding van aluminium. Wire-arc additive manufacturing biedt een alternatief: een robotarm voert een metalen draad in een elektrische boog, waarmee gesmolten metaal in opgestapelde banen wordt neergelegd om een onderdeel te vormen. In dit werk gebruikte het team een zachtere variant van booglassen, cold metal transfer, die metaal levert met lage warmte-inbreng en minimale spatten—goed geschikt voor aluminium. Ze richtten zich op 4043-aluminiumlegering, een veelgebruikte, gemakkelijk te bewerken materiaallegering, en vroegen hoe de zij-naar-zij-weefbreedte van de robot de interne korrelstructuur en mechanische prestaties van de afgewerkte wand beïnvloedt.
Testen van smalle, middelmatige en brede robotpaden
De onderzoekers bouwden dunne aluminiumwanden van ongeveer 20 lagen hoog met drie weefbreedtes: 4 millimeter (smal), 6 millimeter (middel) en 8 millimeter (breed). Tussen de lagen beheersten ze de temperatuur zorgvuldig en pauzeerden ze totdat de wand onder de 100 °C was afgekoeld om warmteophoping te beperken. Vervolgens sneden ze monsters uit de boven-, midden- en onderkant van de wanden en onderzochten die met optische en elektronenmicroscopie, röntgendiffractie en een techniek die kristaloriëntaties en korrelgroottes afbeeldt. Ze maten ook hardheid van onder naar boven en voerden trekproeven uit in zowel de looprichting als de verticale bouwrichting om te zien hoe sterk en taai het materiaal was en hoeveel eigenschappen tussen richtingen verschilden.
Hoe weven het metaal van binnen verandert
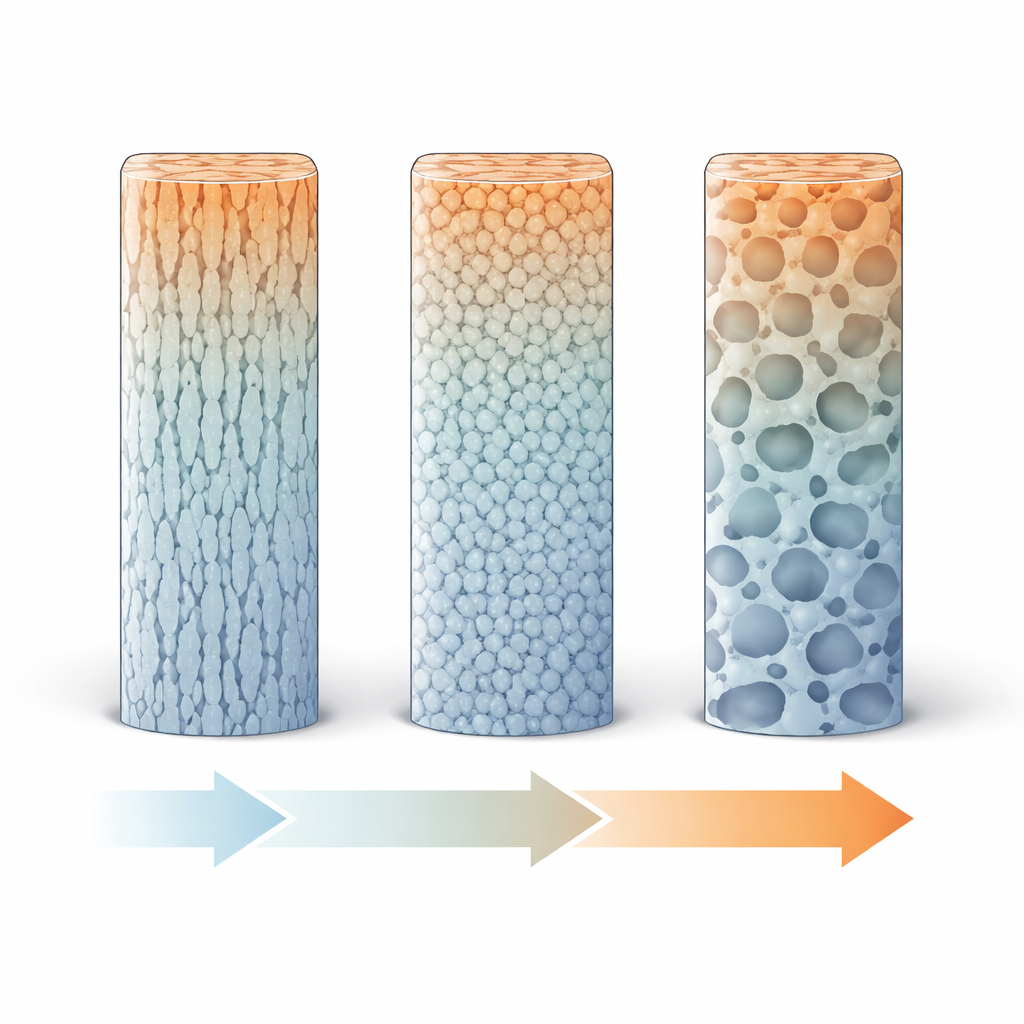
Bij alle weefbreedtes bevatte de legering dezelfde basiselementen: aluminiumrijke gebieden omgeven door siliciumrijke kanalen, gerangschikt in een boomachtige (dendritische) structuur. Wat met de weefbreedte veranderde, was de grootte en vorm van deze patronen. Een bredere weave vergroot de blootgestelde oppervlakte van elke laag, waardoor deze sneller kan afkoelen. Bij overgang van 4 naar 6 millimeter verfijnde die extra afkoeling de interne korrels en dendrieten, waardoor grove, plaatachtige kenmerken werden verbroken in een fijnere mix van vormen die beter bestand zijn tegen scheurgroei. Het vergroten van de breedte naar 8 millimeter verfijnde de korrels nog verder, maar stimuleerde ook meer afgeronde, globulaire structuren en poriën, die minder effectief zijn in het stoppen van scheuren. Over de volledige wandhoogte hield de bewuste temperatuurregeling de structuur relatief uniform van onder naar boven, in tegenstelling tot veel met lassen gebouwde onderdelen waar eigenschappen sterk met de hoogte variëren.
Sterkte, rek en richtingbalans
Bij de proeven leverden alle drie de weefbreedtes aluminium met redelijke hardheid en taaiheid, maar er traden belangrijke verschillen op. De gemiddelde hardheid veranderde weinig, maar de variatie daarvan van onder naar boven hing af van de weefbreedte, wat de veranderende balans tussen korrelgrootte en harde siliciumdeeltjes weerspiegelt. Trekproeven lieten zien dat de middelmatige weef van 6 millimeter een bijzonder aantrekkelijke combinatie bood: goede sterkte en relatief hoge rek in zowel de loop- als bouwrichting, samen met het kleinste verschil tussen die richtingen. Daarentegen verminderde de breedste weef van 8 millimeter de taaiheid, vooral verticaal, en verschuift het breukgedrag naar een mix van taaie en brosse kenmerken. De breukoppervlakken bevestigden dit beeld: bij 4 en 6 millimeter faalde het metaal vooral door kleine kuiltjes, een kenmerk van taai scheuren, terwijl bij 8 millimeter meer poriën en quasi-klievingskenmerken verschenen, wat wijst op een minder vergevingsgezind materiaal.
Wat dit betekent voor onderdelen in de praktijk
Voor ingenieurs die grote aluminiumcomponenten willen 3D-printen met draad en boog toont dit werk aan dat de weefbreedte van de robot niet slechts een programmeerdetail is—het is een krachtige regelknop die koeling, interne structuur en uiteindelijk prestaties vormgeeft. Een gematigde weef van ongeveer 6 millimeter bood in deze studie de beste afweging, waarbij de bouwsnelheid werd verbeterd zonder in te leveren op sterkte, taaiheid en consistentie in verschillende richtingen. In eenvoudige termen: te weinig of te veel weven kan het metaal te grof maken of schadelijke kenmerken introduceren, maar een tussentijdse weef helpt de legering te “bevriezen” in een fijn, taai netwerk. Gecombineerd met zorgvuldige temperatuurregeling tussen lagen, biedt dit een praktisch recept voor het vervaardigen van grote aluminiumonderdelen die zowel snel te maken als structureel betrouwbaar zijn.
Bronvermelding: Liu, S., Sun, Y., Yuan, X. et al. Optimizing robot weaving width improves the microstructure and mechanical performance of 4043 aluminum alloy in CMT-WAAM. Sci Rep 16, 14005 (2026). https://doi.org/10.1038/s41598-026-43670-x
Trefwoorden: wire arc additive manufacturing, aluminiumlegering, robotweven, cold metal transfer, microstructuur