Clear Sky Science · sv
Optimering av robotvävningsbredd förbättrar mikrostruktur och mekaniska egenskaper hos aluminiumlegering 4043 i CMT-WAAM
Bygga bättre metalldelar med smart robotrörelse
Tilläggstillverkning, ofta kallad 3D-utskrift, går från plastprylar till stora metalldelar för flyg, bilar och energisystem. Denna studie undersöker en mycket praktisk fråga: när en svetsrobot ”väver” fram och tillbaka för att bygga aluminiumväggar lager för lager, hur bred bör den vävande rörelsen vara för att få delar som är starka, tillförlitliga och snabba att producera? Svaret visar sig vara avgörande för att balansera hastighet, intern struktur och säkerhet i verkliga komponenter.
Varför aluminiumväggar behöver ett nytt sätt att tillverkas
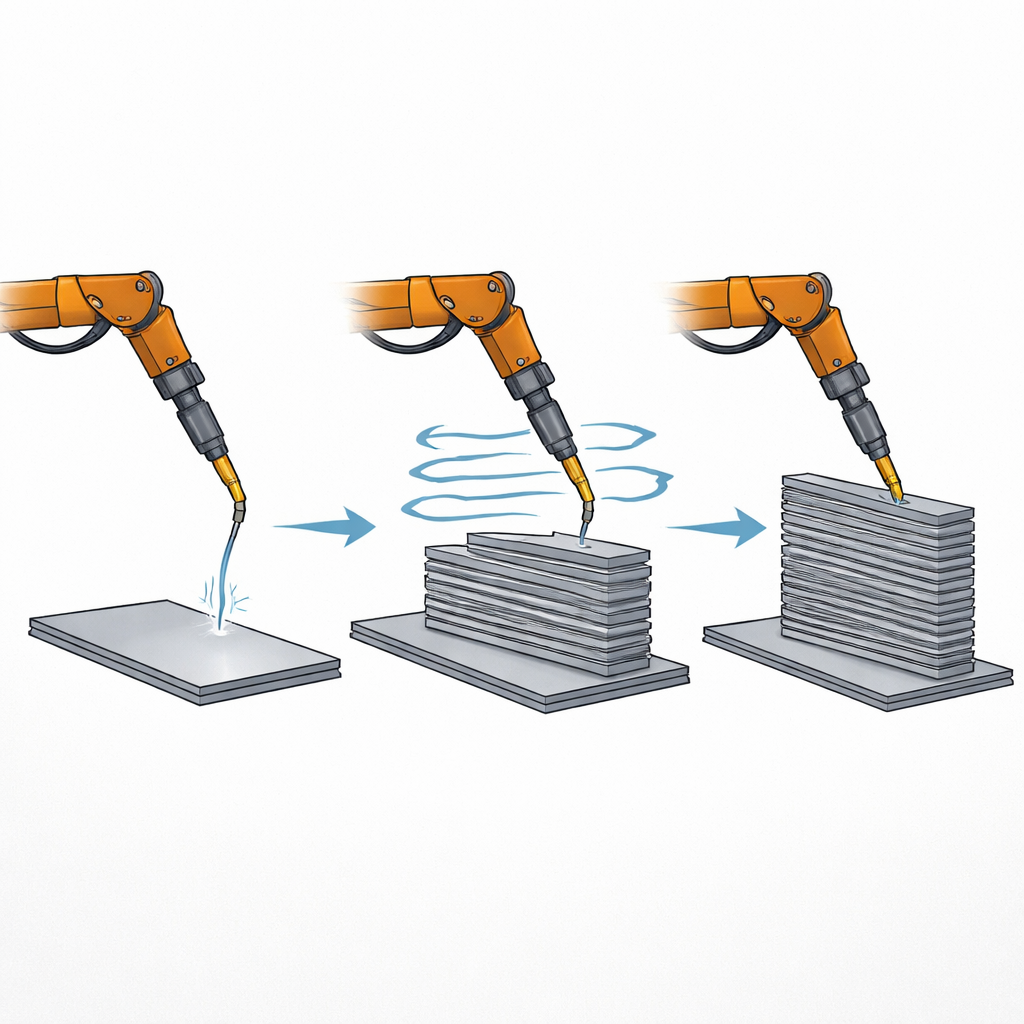
Aluminiumlegeringar värderas för att de är lätta, starka och korrosionsresistenta, vilket gör dem idealiska för flygplan, fordon och offshore-utrustning. Traditionella metoder som gjutning och smide har svårt när delar behöver vara både stora och invecklat formade, och vissa laserbaserade 3D-skrivartekniker har problem med aluminums tendens att reflektera ljus och leda bort värme. Wire-arc additive manufacturing erbjuder en annan väg: en robotarm matar in en metalltråd i en elektrisk båge och lägger ner smält metall i staplade banor för att bygga en del. I detta arbete använde teamet en mildare version av bågsvetsning kallad cold metal transfer, som levererar metall med låg värmetillförsel och minimalt stänk—väl lämpad för aluminium. De fokuserade på aluminiumlegering 4043, ett vanligt och lättbearbetat material, och undersökte hur robotens sidledes vävningsbredd påverkar den färdiga väggens inre kornmönster och mekaniska egenskaper.
Test av smala, medel och breda robotbanor
Forskarna byggde tunna aluminiumväggar på ungefär 20 lager med tre vävningsbredder: 4 millimeter (smal), 6 millimeter (medel) och 8 millimeter (bred). Mellan lagren kontrollerade de temperaturen noggrant och pausade tills väggen svalnat under 100 °C för att hålla värmeuppbyggnad under kontroll. De skar sedan provstycken från toppen, mitten och botten av väggarna och undersökte dem med optiska och elektronmikroskop, röntgendiffraktion och en teknik som kartlägger kristallorienteringar och kornstorlekar. De mätte också hårdhet från botten till topp och utförde dragprov i både rörelseriktningen och den vertikala byggsriktningen för att se hur starkt och duktilt materialet var, och hur mycket det skiljde sig mellan riktningarna.
Hur vävning förändrar metallen inuti
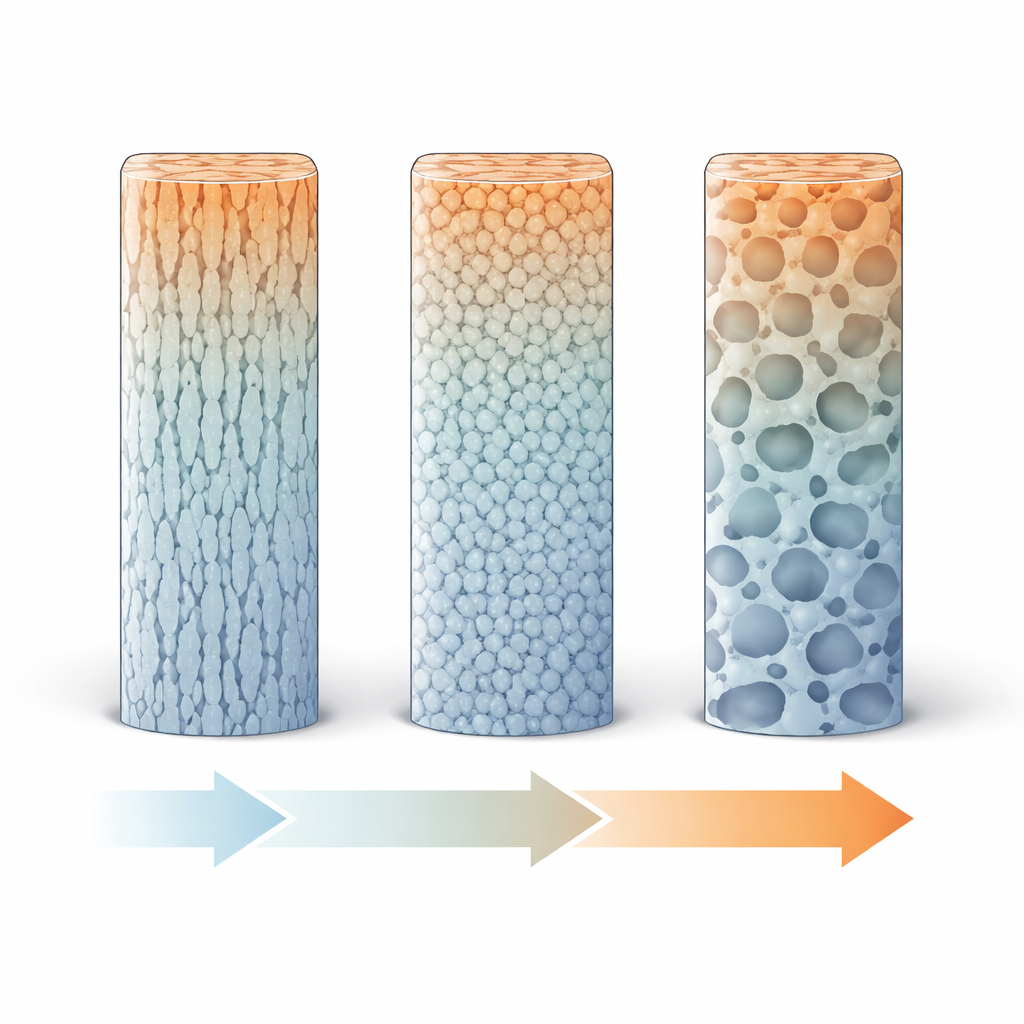
Över alla vävningsbredder innehöll legeringen samma grundläggande beståndsdelar: aluminiumrika områden omgivna av kiselrika kanaler, ordnade i ett trädliknande (dendritiskt) mönster. Det som förändrades med vävningsbredd var storleken och formen på dessa mönster. En bredare väv ökar den exponerade ytan av varje lager, vilket gör att det svalnar snabbare. Att gå från 4 till 6 millimeter gav denna extra kylning som förfinade de inre kornen och dendriterna, och bröt upp grova, plättlika strukturer till en finare blandning av former som bättre motstår spricktillväxt. Att öka bredden ytterligare till 8 millimeter förfinade kornen ännu mer, men uppmuntrade också mer rundade, globulära strukturer och porer, vilka är mindre effektiva för att stoppa sprickor. Genom hela väggens höjd höll den avsiktliga temperaturkontrollen strukturen relativt uniform från botten till toppen, till skillnad från många svetsbyggda delar där egenskaper varierar kraftigt med höjden.
Styrka, töjning och riktbalans
När väggarna testades gav alla tre vävningsbredder aluminium med rimlig hårdhet och duktilitet, men viktiga skillnader framträdde. Den genomsnittliga hårdheten förändrades lite, men dess variation från botten till topp berodde på vävningsbredden och speglade den förändrade balansen mellan kornstorlek och hårda kiselpartiklar. Dragprov visade att den medelstora 6-millimetersväven gav en särskilt attraktiv kombination: god styrka och relativt hög töjning i både rörelse- och byggsriktning, tillsammans med den minsta skillnaden mellan dessa riktningar. I kontrast minskade duktiliteten vid den bredaste 8-millimetersväven, särskilt vertikalt, och försköt brottbeteendet mot en blandning av duktila och spröda kännetecken. Brottytorna bekräftade denna bild: vid 4 och 6 millimeter brast metallen främst genom små gropiga områden, ett kännetecken för duktil rivning, medan vid 8 millimeter uppträdde fler porer och kvasi-klivagegenskaper, vilket signalerar ett mindre förlåtande material.
Vad detta betyder för verkliga komponenter
För ingenjörer som vill 3D-printa stora aluminiumkomponenter med tråd och båge visar detta arbete att robotens vävningsbredd inte bara är en programmeringsdetalj—den är en kraftfull ratt som styr kylning, intern struktur och slutligen prestanda. En måttlig väv på ungefär 6 millimeter erbjöd den bästa avvägningen i denna studie, genom att öka bygghastigheten samtidigt som styrka, duktilitet och konsekvens i olika riktningar bevarades. Enkelt uttryckt kan för lite eller för mycket vävning antingen lämna metallen för grov eller introducera skadliga egenskaper, medan en mellanväv hjälper legeringen att ”frysa” in i ett fint, tåligt nätverk. Kombinerat med noggrann temperaturkontroll mellan lager ger detta ett praktiskt recept för att bygga stora aluminiumdelar som både är snabba att tillverka och strukturellt pålitliga.
Citering: Liu, S., Sun, Y., Yuan, X. et al. Optimizing robot weaving width improves the microstructure and mechanical performance of 4043 aluminum alloy in CMT-WAAM. Sci Rep 16, 14005 (2026). https://doi.org/10.1038/s41598-026-43670-x
Nyckelord: wire arc additive manufacturing, aluminiumlegering, robotvävning, cold metal transfer, mikrostruktur