Clear Sky Science · ru
Оптимизация ширины плетения робота улучшает микроструктуру и механические свойства алюминиевого сплава 4043 при CMT-WAAM
Создание лучших металлических деталей с помощью умных движений робота
Аддитивное производство, часто называемое 3D-печатью, развивается от пластиковых безделушек к крупным металлическим деталям для авиации, автомобилей и энергетики. В этом исследовании рассматривается практичный вопрос: когда сварочный робот «плетет» туда‑сюда, создавая алюминиевые стенки слоями, какой должна быть ширина этого плетения, чтобы детали получались прочными, надежными и быстро изготовляемыми? Ответ оказывается критическим для баланса между скоростью, внутренней структурой и безопасностью в реальных компонентах.
Почему алюминиевым стенкам нужна новая методика изготовления
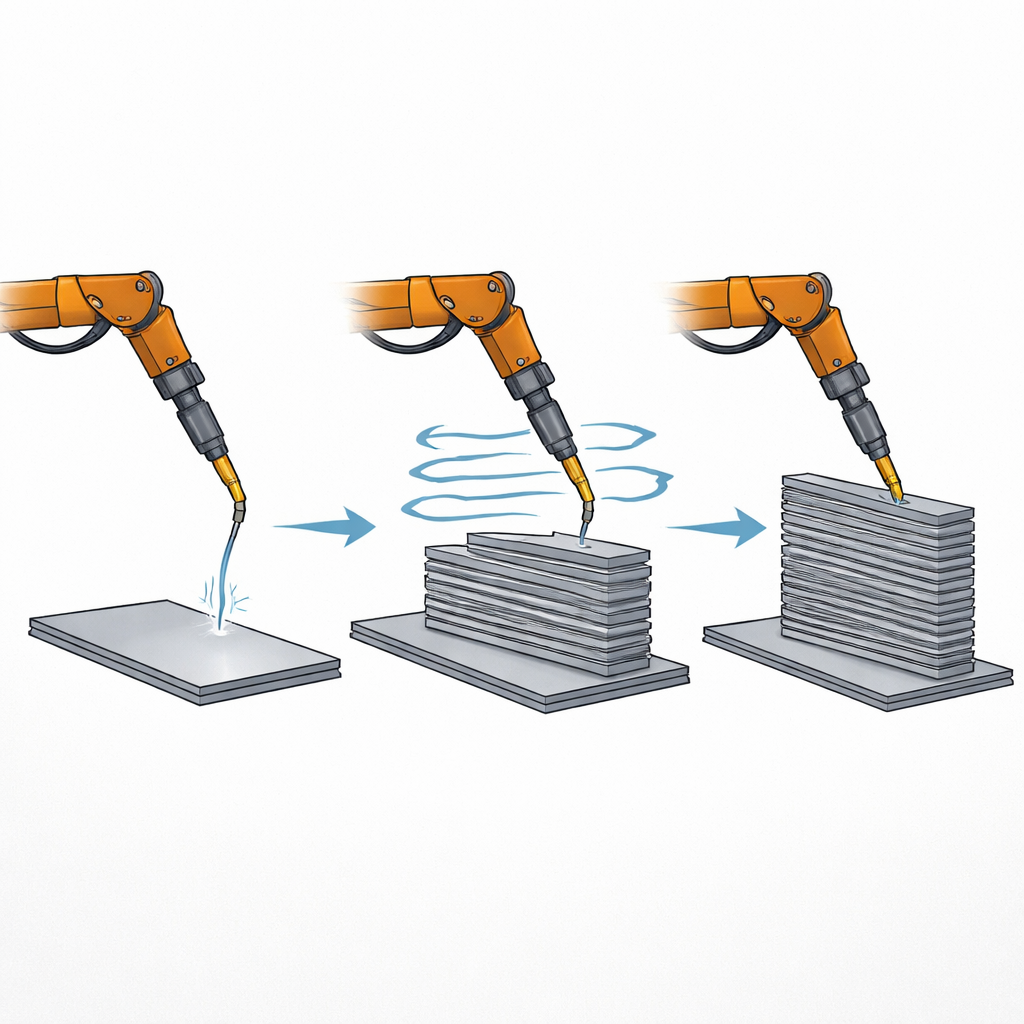
Алюминиевые сплавы ценятся за малый вес, прочность и коррозионную стойкость, что делает их идеальными для авиации, транспорта и морского оборудования. Традиционные методы, такие как литье и ковка, испытывают трудности при изготовлении крупных и сложных деталей, а некоторые лазерные методы 3D-печати сталкиваются с проблемами отражения света и высокой теплопроводности алюминия. Аддитивное производство по дуге с подачей проволоки предлагает другой путь: роботизированная рука подает металлическую проволоку в электрическую дугу, откладывая расплавленный металл в сложенные дорожки для формирования детали. В этой работе использовали более щадящую версию дуговой сварки — cold metal transfer, которая подает металл с низким тепловложением и минимальным разбрызгиванием — что особенно подходит для алюминия. Исследование сосредоточено на сплаве 4043, распространенном и легко обрабатываемом материале, и изучает, как боковая амплитуда движения робота влияет на внутреннюю зеренную структуру и механические свойства готовой стенки.
Испытания узкой, средней и широкой траекторий робота
Исследователи построили тонкие алюминиевые стенки высотой примерно 20 слоев, используя три ширины плетения: 4 миллиметра (узкая), 6 миллиметров (средняя) и 8 миллиметров (широкая). Между слоями они тщательно контролировали температуру, делая паузы до остывания стенки ниже 100 °C, чтобы предотвратить накопление тепла. Затем из верхней, средней и нижней частей стенок вырезали образцы и изучали их в оптических и электронных микроскопах, с помощью рентгеновской дифракции и метода картирования ориентации кристаллитов и размеров зерен. Также измеряли твердость снизу вверх и растягивали образцы как по направлению движения, так и по вертикальному направлению нарастания, чтобы оценить прочность, пластичность и их анизотропию.
Как плетение меняет внутреннюю структуру металла
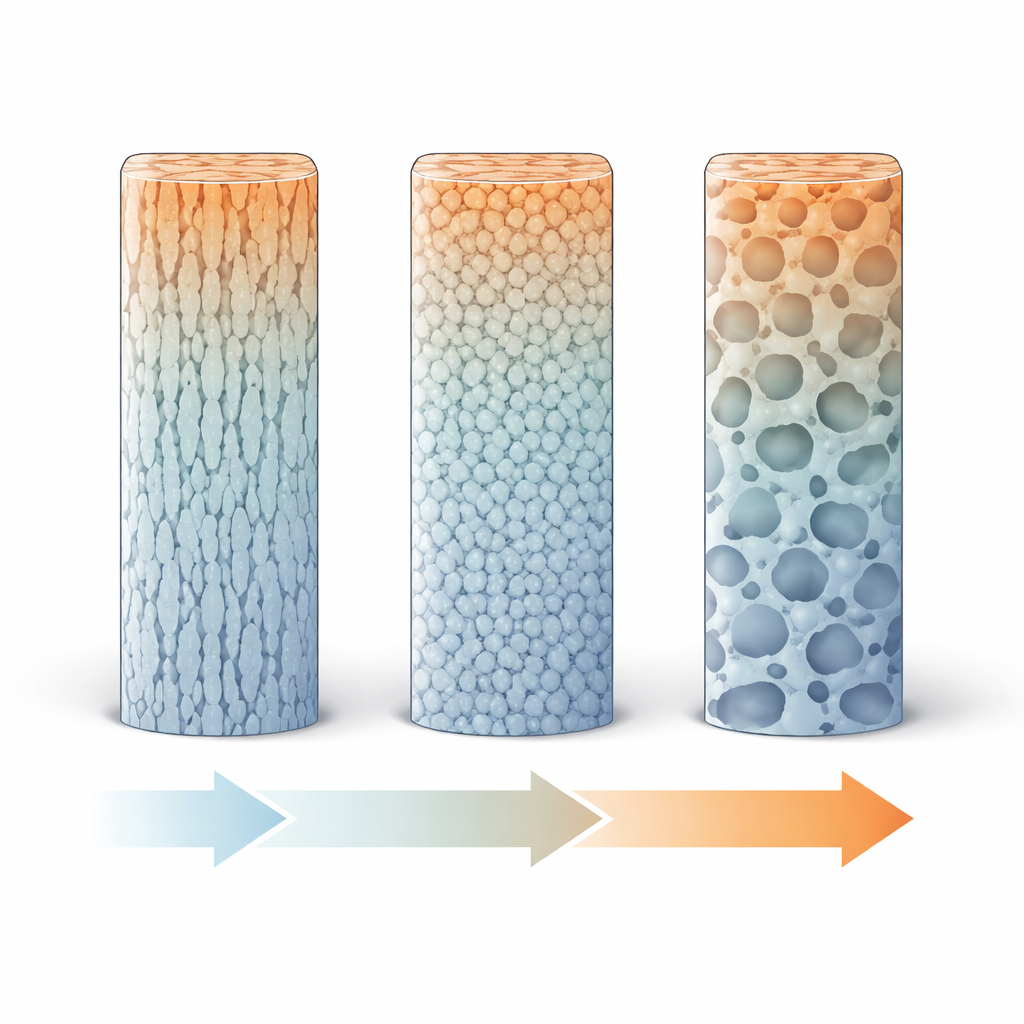
При всех ширинах плетения сплав имел одни и те же базовые составляющие: алюминиевые обедненные области, окруженные кремниесодержащими каналами, организованными в древовидную (дендритную) структуру. То, что менялось с шириной плетения, — это размер и форма этих структур. Более широкое плетение увеличивает открытую поверхность каждого слоя, что позволяет ему охлаждаться быстрее. При переходе от 4 до 6 мм дополнительное охлаждение рафинировало зерна и дендриты, дробя грубые пластинчатые образования на более мелкую смесь форм, которая лучше препятствует росту трещин. Увеличение ширины до 8 мм ещё сильнее рафинировало зерна, но также способствовало образованию более округлых, глобулярных структур и появлению пор, которые менее эффективны в остановке трещин. На протяжении всей высоты стенки контролируемое температурное регулирование сохраняло структуру относительно однородной снизу вверх, в отличие от многих построенных сваркой деталей, где свойства значительно меняются с высотой.
Прочность, растяжимость и направленный баланс
При испытаниях все три ширины плетения дали алюминий с приемлемой твердостью и пластичностью, но появились важные различия. Средняя твердость изменилась мало, однако её вариация от низа к верху зависела от ширины плетения, отражая меняющийся баланс между размером зерен и твердыми кремниевыми частицами. Растягивающие испытания показали, что средняя ширина плетения 6 мм обеспечивала особенно удачное сочетание: хорошая прочность и относительно большая относительная удлинение как в направлении движения, так и по направлению нарастания, а также наименьшая разница между этими направлениями. В свою очередь самая широкая 8‑миллиметровая траектория снижала пластичность, особенно по вертикали, и смещала характер разрушения к смешанному — с признаками и пластического, и хрупкого поведения. Поверхности изломов подтвердили эту картину: при 4 и 6 мм металл разрушался в основном через мелкие ямки — признак пластического разрыва, тогда как при 8 мм появлялись больше пор и квазочистые (quasi‑cleavage) участки, указывая на менее прощающий материал.
Что это значит для реальных деталей
Для инженеров, стремящихся печатать крупные алюминиевые компоненты с подачей проволоки и дугой, эта работа показывает: ширина плетения робота — не просто программная деталь, а мощный рычаг, который формирует охлаждение, внутреннюю структуру и, в конечном счёте, свойства. В этом исследовании умеренное плетение около 6 мм дало наилучший компромисс, повысив эффективность построения при сохранении прочности, пластичности и однородности в разных направлениях. Проще говоря, слишком мало или слишком много плетения может либо оставить структуру слишком грубой, либо ввести вредные особенности, тогда как промежуточная ширина помогает сплаву «застыть» в мелкую, прочную сеть. В сочетании с тщательным контролем температуры между слоями это даёт практический рецепт для быстрого и надежного изготовления крупных алюминиевых деталей.
Цитирование: Liu, S., Sun, Y., Yuan, X. et al. Optimizing robot weaving width improves the microstructure and mechanical performance of 4043 aluminum alloy in CMT-WAAM. Sci Rep 16, 14005 (2026). https://doi.org/10.1038/s41598-026-43670-x
Ключевые слова: аддитивное производство дуговой проволокой, алюминиевый сплав, плетение робота, cold metal transfer, микроструктура