Clear Sky Science · fr
L’optimisation de la largeur de tissage robotique améliore la microstructure et les performances mécaniques de l’alliage d’aluminium 4043 en CMT-WAAM
Construire de meilleures pièces métalliques grâce à des trajectoires robotisées intelligentes
La fabrication additive, souvent qualifiée d’impression 3D, passe des bibelots en plastique aux grandes pièces métalliques pour l’aéronautique, l’automobile et les systèmes énergétiques. Cette étude traite d’une question très pragmatique : lorsqu’un robot de soudage « tisse » d’un côté à l’autre pour construire des parois d’aluminium couche par couche, quelle doit être la largeur de ce mouvement de tissage pour obtenir des pièces solides, fiables et rapides à produire ? La réponse s’avère cruciale pour trouver l’équilibre entre vitesse, structure interne et sûreté des composants en conditions réelles.
Pourquoi les parois en aluminium nécessitent une nouvelle méthode de fabrication
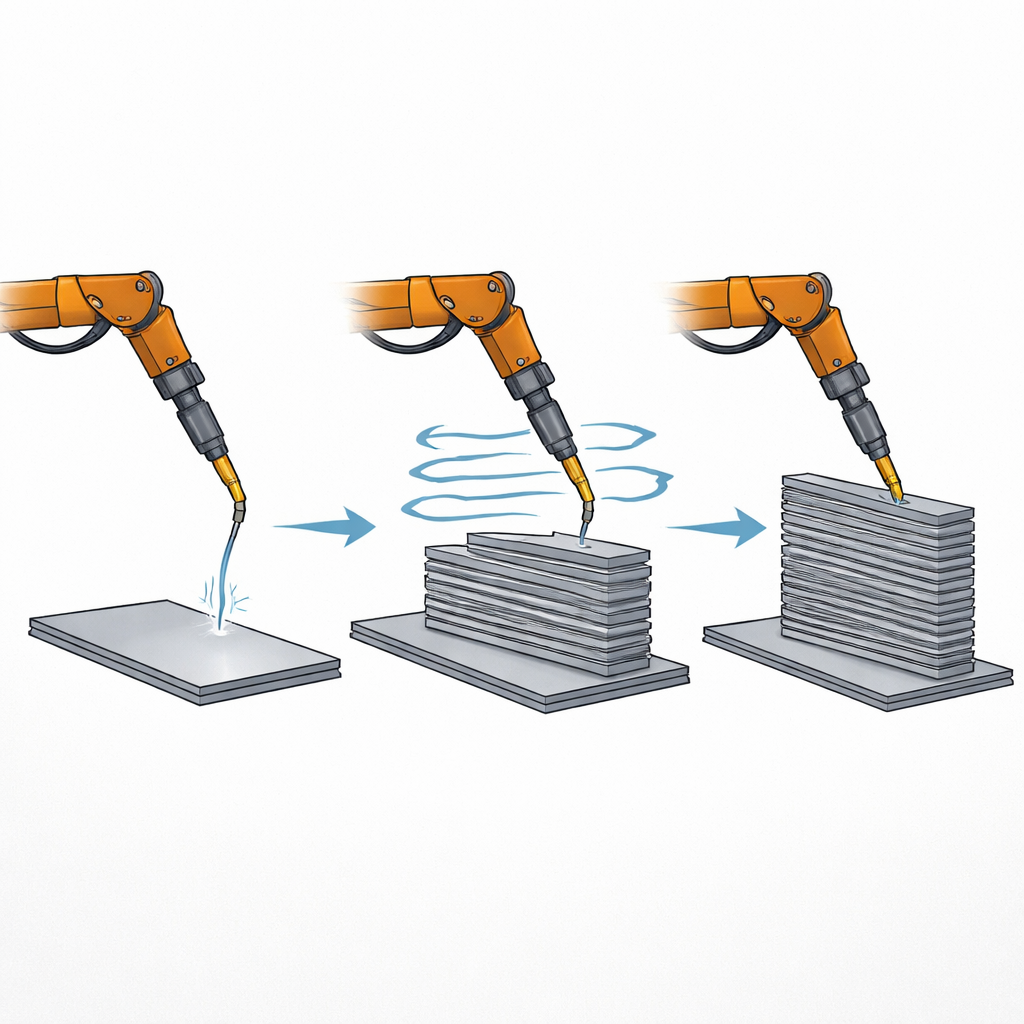
Les alliages d’aluminium sont appréciés pour leur faible masse, leur résistance et leur tenue à la corrosion, ce qui les rend idéaux pour les avions, les véhicules et les équipements offshore. Les méthodes traditionnelles comme la coulée et le forgeage peinent lorsque les pièces doivent être à la fois volumineuses et finement détaillées, et certaines techniques d’impression 3D laser rencontrent des difficultés avec la forte réflectivité et la conductivité thermique de l’aluminium. La fabrication additive par arc fil propose une voie différente : un bras robotisé alimente un fil métallique dans un arc électrique, déposant du métal en fusion en cordons empilés pour former la pièce. Dans ce travail, l’équipe a utilisé une version plus douce du soudage à l’arc appelée cold metal transfer, qui apporte le métal avec une faible énergie thermique et peu d’éclaboussures—bien adaptée à l’aluminium. Ils se sont concentrés sur l’alliage d’aluminium 4043, courant et facile à mettre en œuvre, et ont étudié comment la largeur de tissage latéral du robot influence le motif des grains internes et les performances mécaniques de la paroi obtenue.
Test des trajectoires robotisées étroites, moyennes et larges
Les chercheurs ont construit des parois d’aluminium d’environ 20 couches en utilisant trois largeurs de tissage : 4 millimètres (étroit), 6 millimètres (moyen) et 8 millimètres (large). Entre les couches, ils ont contrôlé soigneusement la température, en attendant que la paroi redescende sous 100 °C pour limiter l’accumulation de chaleur. Ils ont ensuite prélevé des échantillons au sommet, au milieu et à la base des parois et les ont examinés au microscope optique et électronique, par diffraction des rayons X et par une technique cartographiant l’orientation cristalline et la taille des grains. Ils ont aussi mesuré la dureté du bas vers le haut et réalisé des essais de traction à la fois dans la direction de parcours et dans la direction de construction verticale pour évaluer la résistance, la ductilité et l’anisotropie mécanique.
Comment le tissage modifie la structure interne du métal
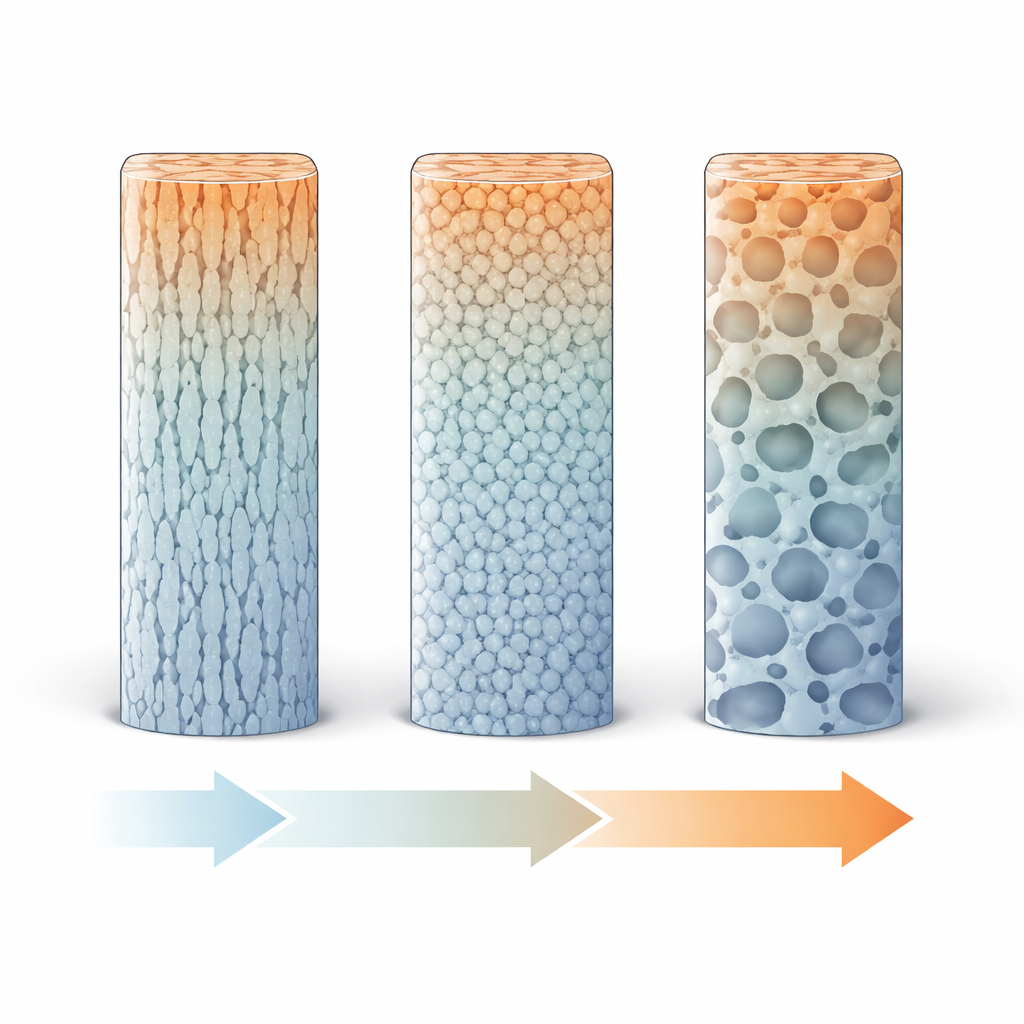
Pour toutes les largeurs de tissage, l’alliage présentait les mêmes éléments de base : des régions riches en aluminium entourées de canaux riches en silicium, organisés en motifs arborescents (dendritiques). Ce qui évoluait avec la largeur de tissage, c’était la taille et la morphologie de ces motifs. Un tissage plus large augmente la surface exposée de chaque couche, ce qui favorise un refroidissement plus rapide. En passant de 4 à 6 millimètres, ce refroidissement supplémentaire a affiné les grains et les dendrites, fragmentant les éléments grossiers et plats en un mélange plus fin de structures qui résistent mieux à la propagation des fissures. En poussant la largeur à 8 millimètres, les grains se sont encore affinés, mais cela a aussi favorisé l’apparition de structures plus globulaires et de pores, moins efficaces pour arrêter une fissure. Sur toute la hauteur de la paroi, le contrôle délibéré de la température a permis de maintenir une structure relativement uniforme du bas vers le haut, contrairement à de nombreuses pièces déposées où les propriétés varient fortement en hauteur.
Résistance, allongement et équilibre directionnel
Lors des essais, les trois largeurs de tissage ont produit de l’aluminium présentant une dureté et une ductilité raisonnables, mais des différences importantes sont apparues. La dureté moyenne variait peu, mais sa dispersion du bas vers le haut dépendait de la largeur de tissage, reflétant l’équilibre changeant entre la taille des grains et les particules dures à base de silicium. Les essais de traction ont montré que le tissage moyen de 6 millimètres offrait une combinaison particulièrement attractive : bonne résistance et allongement relativement élevé dans les directions de parcours et de construction, avec la plus faible différence entre ces directions. À l’inverse, le tissage le plus large de 8 millimètres réduisait la ductilité, surtout en vertical, et faisait basculer le comportement de rupture vers un mélange d’aspects ductiles et fragiles. Les surfaces de rupture ont confirmé ce constat : à 4 et 6 millimètres, la rupture présentait surtout de petites cupules, typiques d’une rupture ductile, tandis qu’à 8 millimètres on observait davantage de pores et de caractéristiques de quasi-clivage, signes d’un matériau moins tolérant.
Implications pour les pièces en conditions réelles
Pour les ingénieurs souhaitant imprimer en 3D de grandes pièces en aluminium par fil et arc, cette étude montre que la largeur de tissage du robot n’est pas un simple détail de programmation—c’est un réglage puissant qui pilote le refroidissement, la microstructure interne et, en fin de compte, les performances. Un tissage modéré d’environ 6 millimètres a offert le meilleur compromis dans cette étude, améliorant l’efficacité de fabrication tout en préservant la résistance, la ductilité et l’homogénéité directionnelle. En termes simples, tisser trop peu laisse le métal trop grossier, tisser excessivement introduit des défauts nuisibles, tandis qu’un tissage intermédiaire aide l’alliage à « se figer » dans un réseau fin et résistant. Associé à un contrôle thermique soigné entre les couches, cela fournit une recette pratique pour fabriquer de grandes pièces en aluminium à la fois rapides à produire et structurellement fiables.
Citation: Liu, S., Sun, Y., Yuan, X. et al. Optimizing robot weaving width improves the microstructure and mechanical performance of 4043 aluminum alloy in CMT-WAAM. Sci Rep 16, 14005 (2026). https://doi.org/10.1038/s41598-026-43670-x
Mots-clés: fabrication additive par arc fil, alliage d’aluminium, tissage robotique, transfert de métal à froid, microstructure