Clear Sky Science · zh
挤出路径设计对增材制造玻璃部件机械强度的影响
以新方式塑造玻璃
从摩天大楼的幕墙到智能手机屏幕,玻璃无处不在,但大多数制造方法仍沿用数十年的工艺,偏好平板和简单形状。本文探讨了 3D 打印如何将玻璃从这些限制中解放出来,允许复杂形状和定制部件——前提是打印出的玻璃必须坚固可靠。作者提出了一个看似简单的问题:在喷嘴铺设熔融玻璃时,3D 打印机的喷嘴行进路径是否会改变玻璃的断裂特性?
为何打印玻璃难以掌控
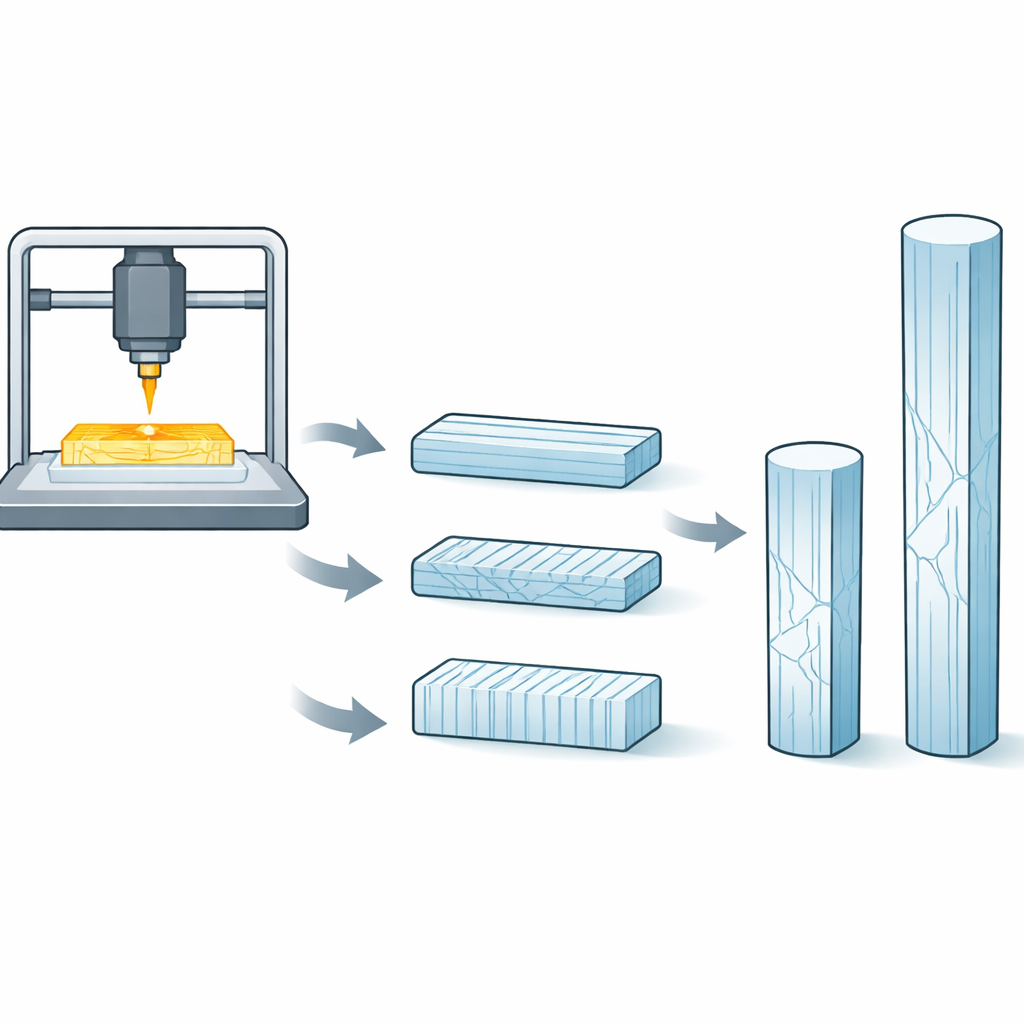
打印玻璃比打印塑料要求更高。玻璃必须加热到非常高的温度,并以复杂方式冷却,会产生内部应力从而导致开裂。过程类似于常见的塑料 3D 打印:细玻璃棒被送入热喷嘴并以软丝状沉积,逐层构建物体。这为艺术、建筑、光学乃至无法方便运输材料的现场制造(如太空栖息地或水下站)带来令人兴奋的可能性。但在设计师将打印玻璃用于真实建筑或设备之前,工程师必须弄清其实际强度以及控制强度的因素。
测试层方向如何影响强度
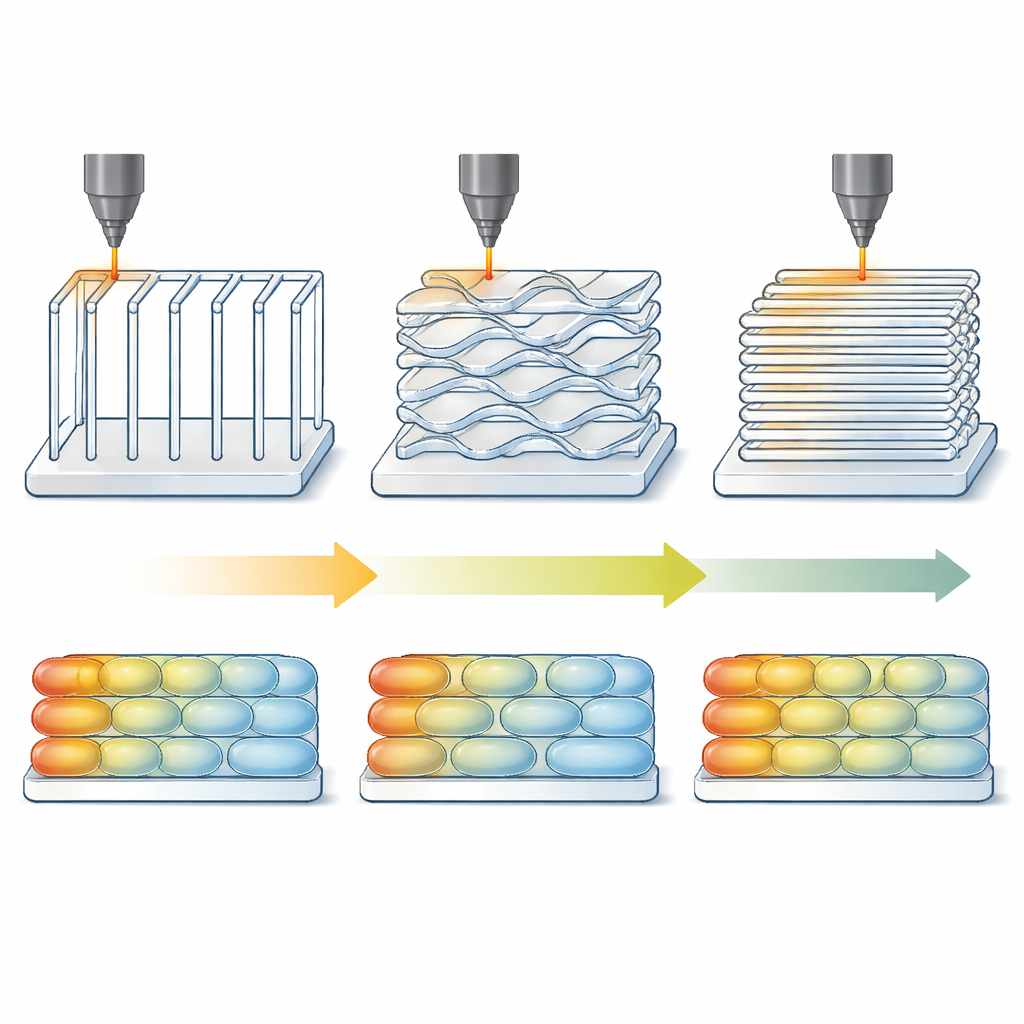
研究者聚焦于一种熔融沉积式技术,该技术从定制打印机中挤出熔融的苏打石灰玻璃——类似于普通窗玻璃。首先,他们用自动拉丝机生产均匀的玻璃棒;这些玻璃棒既作为原料也作为强度基准。随后他们打印标准化的“哑铃”试件,其形状使其在弯曲时在狭窄的中间区域发生断裂。关键在于,他们改变了每个部件的填充方向:层可以沿试件长度方向(0 度)、横穿其宽度(90 度)或对角(45 度)排列。所有其他打印条件——温度、速度和层厚——保持不变,以便唯一变化的只是在内部挤出路径模式。
弯曲测试直到断裂
为测量强度,团队采用了四点弯曲测试:每个试样放在两个下部支撑上,而两个上部滚轮向下施压,在中间形成一个均匀的弯曲区。他们记录每个试件断裂时的力并计算相应的内部应力。令人惊讶的是,层横向穿过弯曲方向(90 度)的样件平均最强,比层沿弯曲方向(0 度)的样件大约强 40%。对角(45 度)样件位于二者之间,但结果更分散。当他们测试原始玻璃棒时,发现这些玻璃棒比任何打印件都更强——这与一个观点一致:较大且形状更复杂的构件更可能包含触发失效的小缺陷。
热、空隙与隐蔽的薄弱点
为什么横层部件会优于看似更“对齐”的部件?断裂表面的显微图像给出线索。在最强的 90 度样件中,断裂面包含相对较少的微小空隙——即丝束之间的小腔隙或间隙。在较弱的 0 度和 45 度样件中,空隙更多且更大。作者将这种差异与打印机的行进路径联系起来:当喷嘴描绘许多靠得很近的短线时,它会频繁回到最近沉积、仍然温暖的丝束,帮助它们紧密融合;长而扫荡的路径则在喷嘴返回前让早期沉积段冷却,因此层间结合较差、空隙更易形成。实际上,挤出路径设计控制了局部的热保持,从而决定了玻璃层的结合程度。
这对未来玻璃设计的意义
研究表明,3D 打印玻璃的强度并非由材料本身固定不变;它可以通过如何指示打印机移动来调节。精心选择的、保持连续的挤出路径以维持玻璃高温并保持紧密接触,可以显著提高可靠性,使打印部件更接近传统玻璃的性能。作者建议采用更高级的打印策略、改进孔隙控制以及诸如再加热或预应力等后处理步骤,可能进一步提高强度。他们的发现为将打印玻璃从一种新奇事物发展为可靠的建筑与设计材料奠定了基础——从大型窗板的加劲件到精巧的灯具和光学部件。
引用: Chhadeh, P.A., Nowak, E., Vlahopoulos, D. et al. The effect of toolpath design on the mechanical strength of additively manufactured glass components. npj Adv. Manuf. 3, 16 (2026). https://doi.org/10.1038/s44334-026-00072-1
关键词: 3D 打印玻璃, 增材制造, 挤出路径设计, 玻璃强度, 熔融沉积