Clear Sky Science · ar
تأثير تصميم مسار الأداة على القوة الميكانيكية لمكونات الزجاج المصنعة بالطباعة التراكمية
تشكيل الزجاج بطرق جديدة
من واجهات ناطحات السحاب إلى شاشات الهواتف الذكية، الزجاج موجود في كل مكان، ومع ذلك لا يزال معظم إنتاجه يتم بطرق قديمة تفضّل الألواح المسطحة والأشكال البسيطة. تستكشف هذه الورقة كيف يمكن للطباعة ثلاثية الأبعاد أن تحرّر الزجاج من تلك القيود، مما يسمح بأشكال معقدة وقطع مخصصة—ولكن فقط إذا كان الزجاج المطبوع قويًا وموثوقًا. يطرح المؤلفون سؤالًا يبدو بسيطًا: هل يغيّر المسار الذي تسلكه فوهة الطابعة عند ترسيب الزجاج المصهور مدى سهولة تكسره؟
لماذا يصعب إنتاج الزجاج المطبوع بشكل صحيح
طباعة الزجاج أكثر تطلبًا بكثير من طباعة البلاستيك. يجب تسخين الزجاج إلى درجات حرارة عالية جدًا ويبرد بطرق معقدة، ما يطوّر إجهادات داخلية قد تؤدي إلى تشققات. في عملية تشبه طباعة البلاستيك الشائعة، تُدفع قضبان رفيعة من الزجاج داخل فوهة ساخنة وتُوضع كخيوط لينة، لتبنى المجسم طبقة تلو الأخرى. هذا يفتح إمكانيات مثيرة للفن والهندسة المعمارية والبصريات وحتى التصنيع في الموقع في أماكن يصعب شحن المواد إليها، مثل مواطن الفضاء أو المحطات تحت الماء. ولكن قبل أن يثق المصممون بالزجاج المطبوع في المباني أو الأجهزة الحقيقية، يجب على المهندسين فهم مدى قوته حقًا وما الذي يتحكم بتلك القوة.
اختبار كيف تؤثر اتجاهات الطبقات على القوة
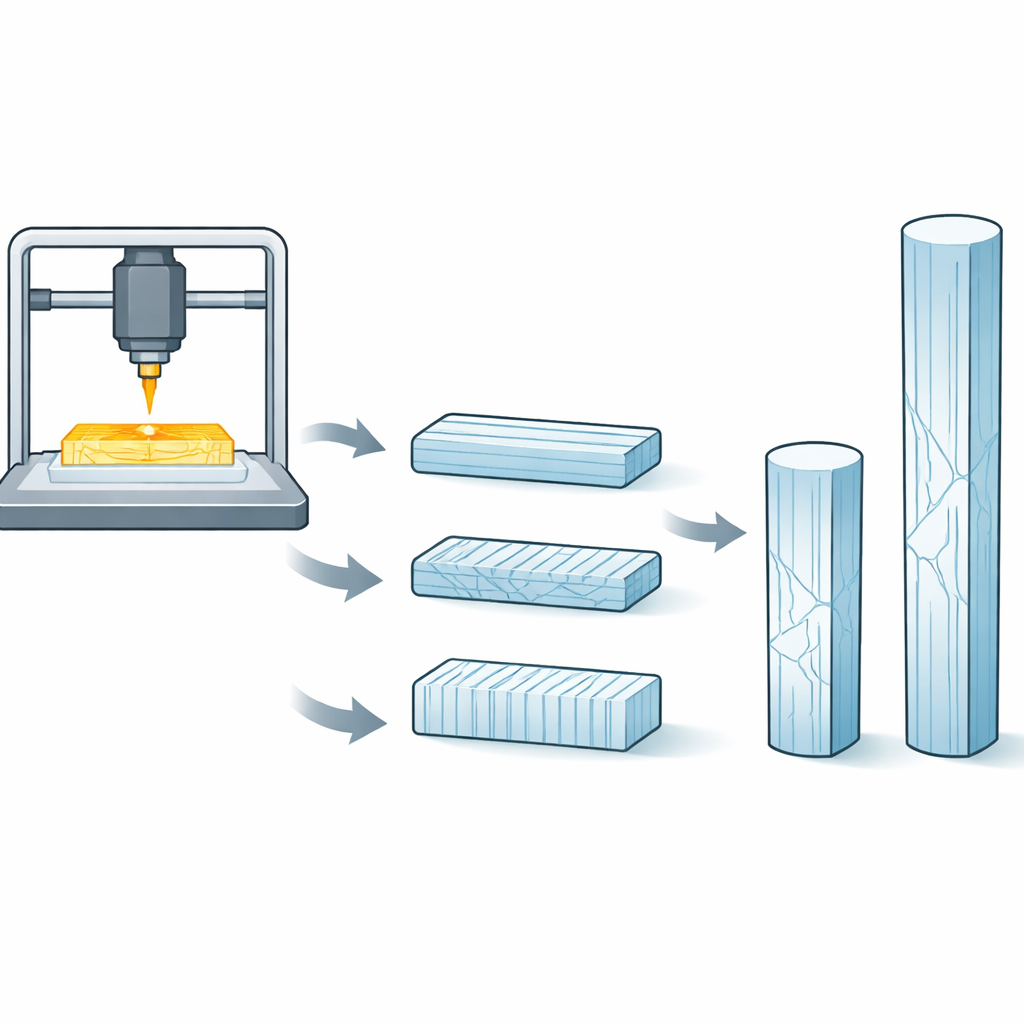
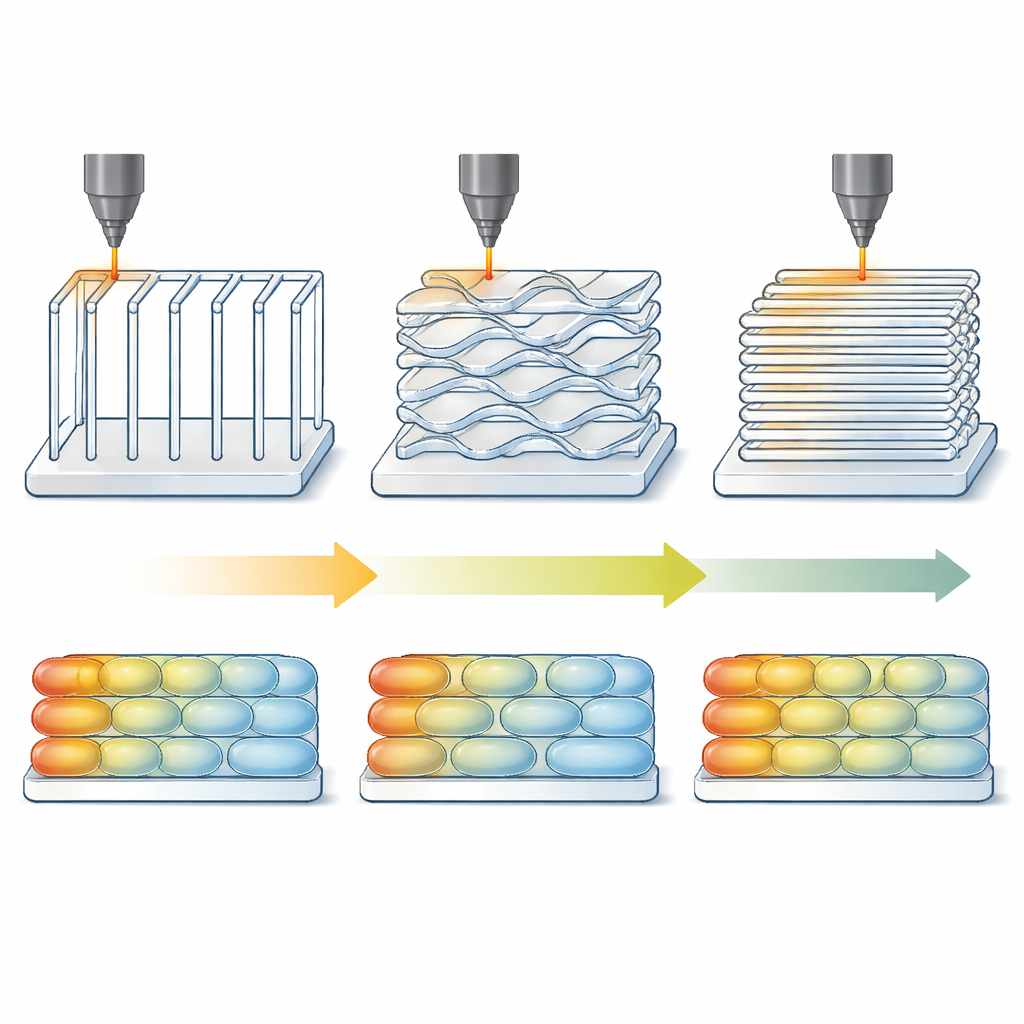
ركز الباحثون على تقنية شبيهة بأسلوب الترسيب المنصهر التي تخرج زجاجًا مصهورًا من نوع صودا-لايم—مماثل للزجاج العادي للنوافذ—من طابعة مخصصة. أولًا، أنتجوا قضبان زجاجية موحدة باستخدام آلة سحب آلية؛ خدمت هذه القضبان كمواد تغذية وكخط أساس لقوة المادة. ثم طبعوا عينات قياسية على شكل "عظم الكلب" مصممة للتشقق في منطقة ضيقة في الوسط عند الانحناء. والأهم أنهم variوا كيفية ملء كل قطعة: يمكن أن تمتد الطبقات على طول القطعة (0 درجة)، أو عبرها (90 درجة)، أو بشكل قطري (45 درجة). بُقيت جميع شروط الطباعة الأخرى—درجات الحرارة، والسرعات، وأحجام الطبقات—ثابتة بحيث يتغير فقط نمط مسار الأداة الداخلي.
ثني الزجاج حتى ينكسر
لقياس القوة، استخدم الفريق اختبار انحناء بأربع نقاط: استند كل عينة على دعامتين سفليتين بينما دفعت أسطوانتان علويتان لأسفل، مكوّنتين منطقة انحناء متساوية في الوسط. سجلوا القوة التي تعطلت عندها كل قطعة وحسبوا الإجهاد المقابل داخل الزجاج. على نحو مفاجئ، كانت العينات ذات الطبقات الممتدة عبر الانحناء (90 درجة) الأقوى في المتوسط، بحوالي 40 بالمئة أقوى من تلك التي امتدت الطبقات فيها على طول الانحناء (0 درجة). جاءت العينات القطرية في الوسط لكنها أظهرت تشتتًا أكبر في النتائج. عندما اختبروا القضبان الزجاجية الأصلية، تبين أنها أقوى حتى من أي قطعة مطبوعة—وهذا يتوافق مع الفكرة القائلة إن الأشكال الأكبر والأكثر تعقيدًا من المرجح أن تحتوي على عيوب صغيرة تثير الفشل.
الحرارة، والفراغات، ونقاط الضعف الخفية
لماذا أتت القطع ذات الطبقات المتعامدة أفضل أداء من تلك التي تبدو أكثر "محاذاة"؟ قدمت صور مجهرية لأسطح الكسور أدلة. في أقوى عينات 90 درجة، احتوت الأسطح المكسورة على عدد قليل نسبيًا من الفراغات الصغيرة—جيوب أو فجوات بين الخيوط. في العينات الأضعف 0 و45 درجة، كانت الفراغات أكثر عددًا وأكبر حجمًا. يربط المؤلفون هذا الاختلاف بمسار تحرك الفوهة. عندما تتتبع الفوهة خطوطًا قصيرة متقاربة كثيرًا، فإنها تعود مرارًا إلى الخيوط المودعة حديثًا والتي لا تزال دافئة، مما يساعد على اندماجها بإحكام. المسارات الطويلة والمتجهاة تترك المقاطع الأولى لتبرد قبل عودة الفوهة، فتكون الروابط بين الطبقات أضعف وتزداد فرصة تكون الفراغات. في الواقع، يتحكم تصميم مسار الأداة في احتفاظ الحرارة محليًا، والذي بدوره يحدد مدى تلاحم طبقات الزجاج مع بعضها.
ما يعنيه هذا لتصاميم الزجاج المستقبلية
تُظهر الدراسة أن قوة الزجاج المطبوع ثلاثي الأبعاد ليست محددة بالمادة وحدها؛ بل يمكن تعديلها من خلال كيفية توجيه الطابعة للحركة. يمكن للمسارات المستمرة المختارة بعناية والتي تحافظ على الزجاج ساخنًا وفي تماس وثيق أن تزيد الموثوقية بشكل ملحوظ، مما يقرب أداء الأجزاء المطبوعة من أداء الزجاج التقليدي. يقترح المؤلفون أن استراتيجيات طباعة أكثر تطورًا، وتحكم أفضل في المسام، وخطوات معالجة لاحقة مثل إعادة التسخين أو الشد القبلي قد تدفع القوة إلى مستويات أعلى. تضع نتائجهم أساسًا لاستخدام الزجاج المطبوع ليس كمجرد فضول، بل كمادة موثوقة للبناء والتصميم—من دعامات للألواح الزجاجية الكبيرة إلى مصابيح معقدة ومكونات بصرية.
الاستشهاد: Chhadeh, P.A., Nowak, E., Vlahopoulos, D. et al. The effect of toolpath design on the mechanical strength of additively manufactured glass components. npj Adv. Manuf. 3, 16 (2026). https://doi.org/10.1038/s44334-026-00072-1
الكلمات المفتاحية: الزجاج المطبوع ثلاثي الأبعاد, التصنيع الإضافي, تصميم مسار الأداة, قوة الزجاج, الترسيب المنصهر