Clear Sky Science · nl
Het effect van gereedschapsbaanontwerp op de mechanische sterkte van additief vervaardigde glascomponenten
Glas op nieuwe manieren vormen
Van wolkenkrabbergevels tot smartphoneschermen: glas is alomtegenwoordig, maar het wordt nog vaak geproduceerd met decennialange methoden die platte platen en eenvoudige vormen bevoordelen. Dit artikel onderzoekt hoe 3D‑printen glas van die beperkingen kan bevrijden en ingewikkelde vormen en maatwerkonderdelen mogelijk kan maken — maar alleen als het geprinte glas sterk en betrouwbaar is. De auteurs stellen een bedrieglijk simpele vraag: verandert het pad dat de nozzle van een 3D‑printer aflegt bij het neerleggen van gesmolten glas hoe gemakkelijk dat glas breekt?
Waarom geprint glas moeilijk onder de knie te krijgen is
Glas printen is veel veeleisender dan plastic printen. Glas moet tot zeer hoge temperaturen worden verwarmd en koelt op complexe manieren, waarbij interne spanningen ontstaan die scheuren kunnen veroorzaken. In een proces dat lijkt op veelgebruikte plastic 3D‑printtechnieken worden dunne glasstaven in een hete nozzle gevoerd en als zachte filamenten neergelegd, waarbij objecten laag voor laag worden opgebouwd. Dat opent spannende mogelijkheden voor kunst, architectuur, optica en zelfs productie ter plaatse op plekken waar transport problematisch is, zoals ruimtelijke habitats of onderwaterstations. Maar voordat ontwerpers geprint glas in echte gebouwen of apparaten durven gebruiken, moeten ingenieurs begrijpen hoe sterk het daadwerkelijk is en welke factoren die sterkte bepalen.
Testen hoe laagrichting de sterkte beïnvloedt
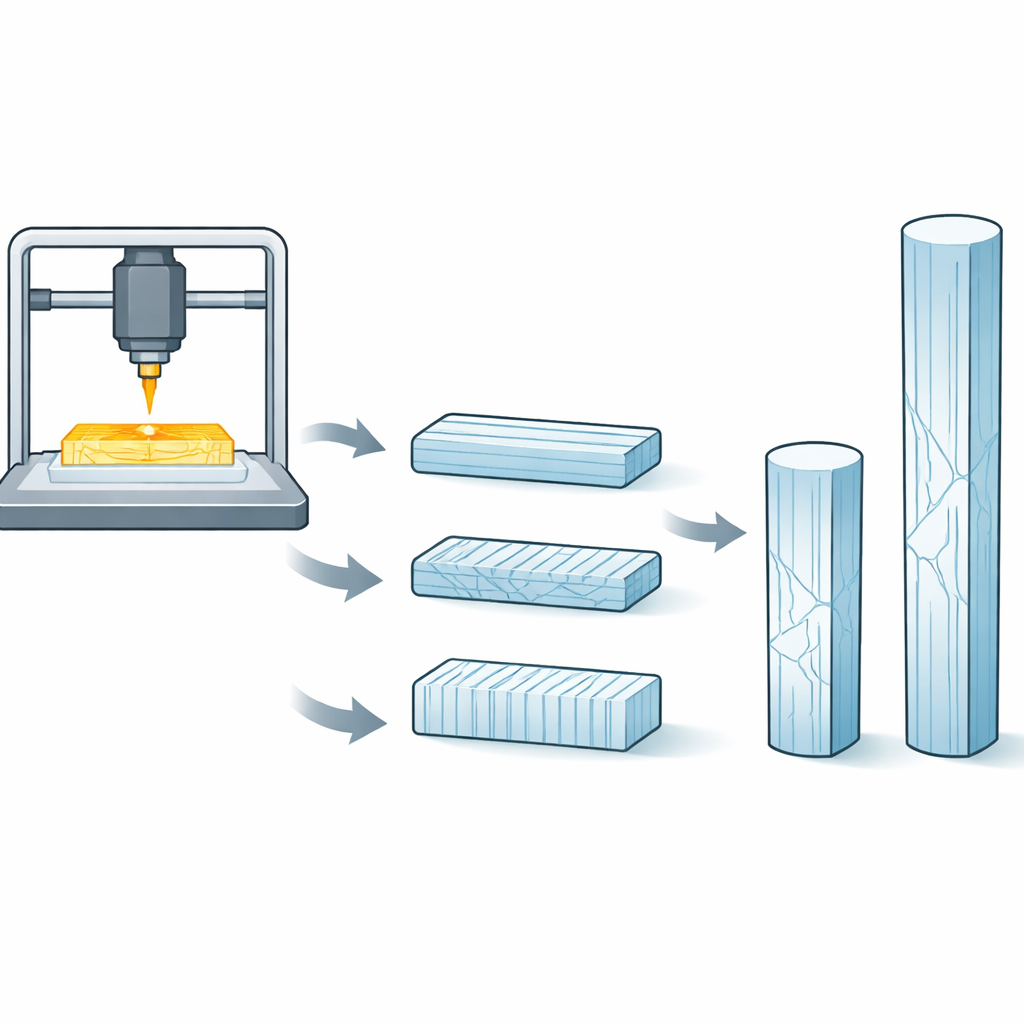
De onderzoekers richtten zich op een fused‑deposition‑achtige techniek die gesmolten sodalimeglas — vergelijkbaar met gewoon vensterglas — uit een aangepaste printer extrudeert. Eerst produceerden ze uniforme glasstaven met een geautomatiseerde trekmachine; deze staven dienden zowel als grondstof als referentie voor de sterkte. Vervolgens printten ze gestandaardiseerde “dog‑bone” teststukken, zodanig gevormd dat ze tijdens buigen in een smal middendeel zouden barsten. Cruciaal was dat ze de vulling van elk deel varieerden: lagen konden langs de lengte van het onderdeel lopen (0 graden), er dwars op (90 graden) of diagonaal (45 graden). Alle andere printcondities — temperaturen, snelheden en laagdiktes — werden gelijk gehouden zodat alleen het interne gereedschapsbaanpatroon veranderde.
Het glas buigen tot het breekt
Om de sterkte te meten gebruikte het team een vierpuntsbuigproef: elk proefstuk lag op twee onderste steunen terwijl twee bovenste rollers neerduwden, waardoor een gelijkmatig buiggebied in het midden ontstond. Ze registreerden de kracht waarbij elk onderdeel barstte en berekenden de bijbehorende spanning in het glas. Verrassend genoeg waren monsters met lagen die dwars op de buiging liepen (90 graden) gemiddeld het sterkst, ongeveer 40 procent sterker dan die met lagen langs de buiging (0 graden). Diagonale monsters scoorden ertussenin maar vertoonden meer spreiding in de resultaten. Toen ze de oorspronkelijke glasstaven testten, bleken die zelfs sterker dan welk geprint stuk dan ook — in lijn met het idee dat grotere, complexere vormen waarschijnlijker kleine defecten bevatten die falen initiëren.
Hitte, holtes en verborgen zwakke plekken
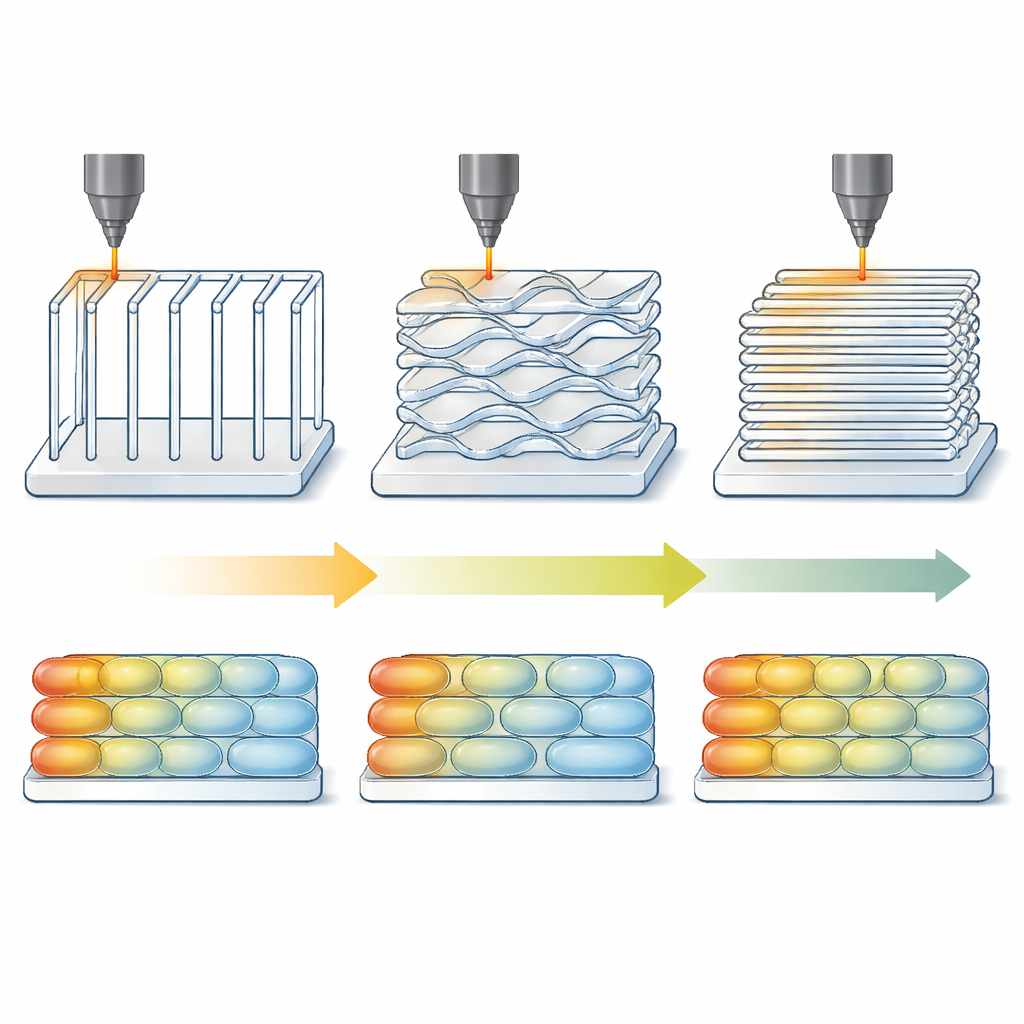
Waarom presteerden de dwarsgeoriënteerde delen beter dan de ogenschijnlijk meer “gealigneerde” exemplaren? Microscopische beelden van breukvlakken gaven aanwijzingen. In de sterkste 90‑gradengevallen bevatten de gebroken oppervlakken relatief weinig kleine holtes — kleine pocketjes of open ruimten tussen filamenten. In de zwakkere 0‑ en 45‑grademonsters waren holtes talrijker en groter. De auteurs koppelen dit verschil aan het reispad van de printer. Wanneer de nozzle vele korte lijnen dicht bij elkaar aflegt, keert zij herhaaldelijk terug naar recent gedeponeerde filamenten die nog warm zijn, wat helpt ze stevig te laten versmelten. Lange, vloeiende banen laten eerdere segmenten afkoelen voordat de nozzle terugkeert, waardoor de verbindingen tussen lagen zwakker zijn en holtes waarschijnlijker worden. In feite stuurt het gereedschapsbaanontwerp de lokale warmteretentie, wat bepaalt hoe goed de glaslagen in elkaar grijpen.
Wat dit betekent voor toekomstige glasontwerpen
De studie toont aan dat de sterkte van 3D‑geprint glas niet alleen door het materiaal wordt bepaald; ze kan worden aangepast door hoe de printer wordt aangestuurd. Zorgvuldig gekozen, continue gereedschapsbanen die het glas heet en in nauw contact houden kunnen de betrouwbaarheid aanzienlijk verhogen, waardoor geprinte onderdelen dichter bij het prestatievermogen van conventioneel glas komen. De auteurs suggereren dat geavanceerdere printstrategieën, verbeterde beheersing van porositeit en nabehandelingsstappen zoals opnieuw verhitten of voorbelasten de sterktes verder kunnen verhogen. Hun bevindingen vormen een basis om geprint glas niet louter als curiositeit te gebruiken, maar als een betrouwbaar bouw- en ontwerpmateriaal — van verstevigingen op grote ruitpanelen tot verfijnde lampen en optische componenten.
Bronvermelding: Chhadeh, P.A., Nowak, E., Vlahopoulos, D. et al. The effect of toolpath design on the mechanical strength of additively manufactured glass components. npj Adv. Manuf. 3, 16 (2026). https://doi.org/10.1038/s44334-026-00072-1
Trefwoorden: 3D-geprint glas, additieve productie, gereedschapsbaanontwerp, glassterkte, gesmolten depositie