Clear Sky Science · pl
Wpływ projektu ścieżki narzędzia na wytrzymałość mechaniczną komponentów szklanych wytwarzanych addytywnie
Formowanie szkła w nowych odsłonach
Od fasad drapaczy chmur po ekrany smartfonów — szkło jest wszechobecne, choć większość produktów wciąż powstaje metodami sprzed dekad, uprzywilejowującymi płaskie arkusze i proste formy. Artykuł bada, jak druk 3D mógłby uwolnić szkło od tych ograniczeń, pozwalając na skomplikowane kształty i części szyte na miarę — pod warunkiem jednak, że drukowane szkło będzie wytrzymałe i niezawodne. Autorzy stawiają pozornie proste pytanie: czy ścieżka, jaką prowadzi dysza drukarki, nanosząc stopione szkło, wpływa na to, jak łatwo materiał pęka?
Dlaczego drukowanie szkła jest trudne
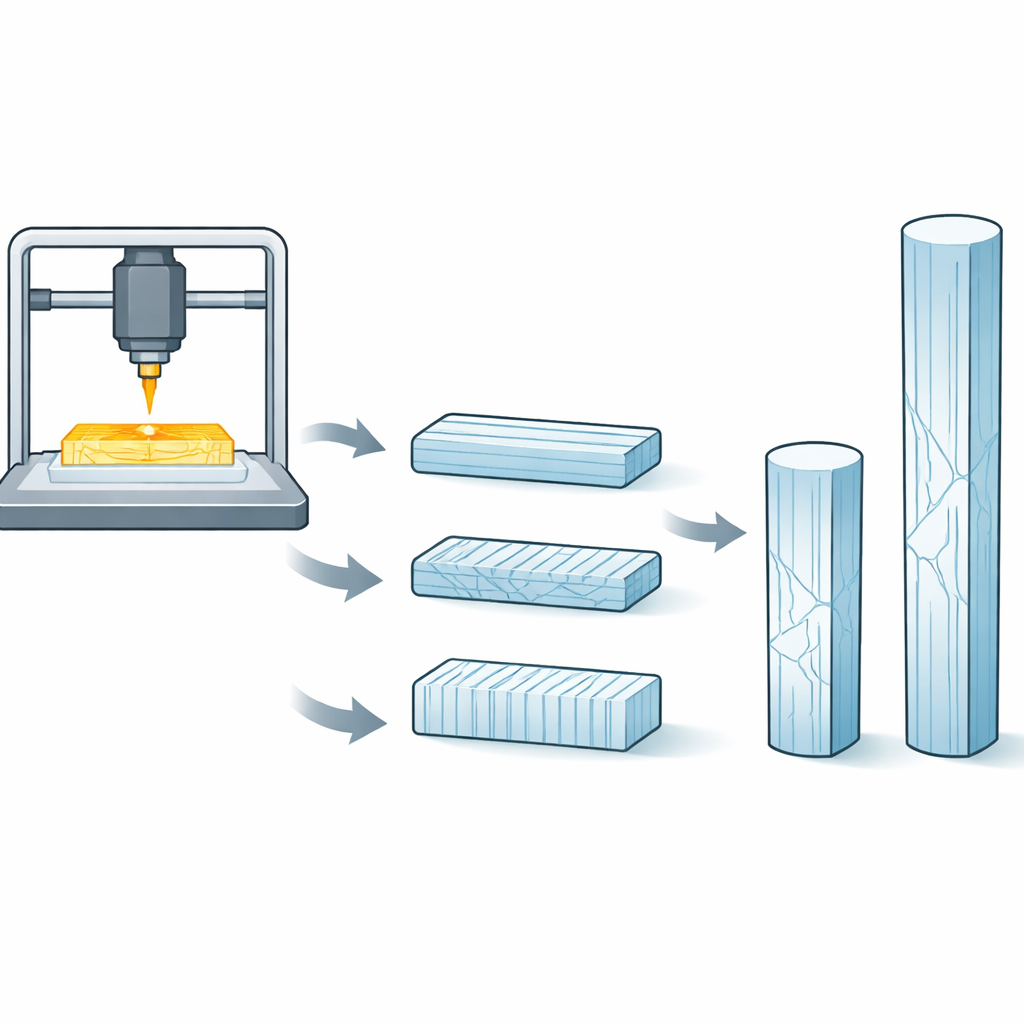
Drukowanie szkła jest znacznie bardziej wymagające niż drukowanie plastiku. Szkło trzeba podgrzać do bardzo wysokich temperatur, a następnie stygnie w złożony sposób, rozwijając naprężenia wewnętrzne, które mogą powodować pęknięcia. W procesie podobnym do popularnego druku plastikowego cienkie pręty szklane są podawane do gorącej dyszy i nakładane jako miękkie włókna, budując obiekt warstwa po warstwie. To otwiera ekscytujące możliwości dla sztuki, architektury, optyki, a nawet lokalnej produkcji w miejscach, gdzie transport jest utrudniony — na przykład w habitatów kosmicznych czy stacjach podwodnych. Zanim jednak projektanci zaczną ufać drukowanemu szkłu w rzeczywistych budynkach czy urządzeniach, inżynierowie muszą zrozumieć, jak naprawdę jest wytrzymałe i co tę wytrzymałość kontroluje.
Badanie wpływu kierunku warstw na wytrzymałość
Naukowcy skupili się na technice typu fused‑deposition, która wytłacza stopione szkło sodowo‑wapniowe — podobne do zwykłego szkła okiennego — z niestandardowej drukarki. Najpierw wytworzyli jednorodne pręty szklane za pomocą zautomatyzowanej maszyny do ich ciągnienia; pręty te służyły zarówno jako materiał wsadowy, jak i punkt odniesienia dla wytrzymałości. Następnie wydrukowali ustandaryzowane próbki w kształcie „psi‑kozła” (dog‑bone), zaprojektowane tak, by pękały w wąskim środkowym rejonie podczas zginania. Kluczowe było to, że zmieniali sposób wypełnienia części: warstwy mogły biec wzdłuż długości próbki (0 stopni), przez nią (90 stopni) lub po przekątnej (45 stopni). Wszystkie inne warunki druku — temperatury, prędkości i rozmiary warstw — utrzymano takie same, aby jedynie wewnętrzny wzór ścieżki narzędzia uległ zmianie.
Zginanie szkła aż do pęknięcia
Aby zmierzyć wytrzymałość, zespół zastosował test zginania czteropunktowego: każda próbka opierała się na dwóch dolnych podporach, podczas gdy dwie górne rolki naciskały od góry, tworząc równomierną strefę zginania na środku. Rejestrowali siłę, przy której każda próbka ulegała złamaniu, i obliczali odpowiadające naprężenie wewnątrz szkła. Ku zaskoczeniu, próbki z warstwami biegnącymi poprzecznie względem zginania (90 stopni) były średnio najsilniejsze — około 40 procent mocniejsze niż te z warstwami ułożonymi wzdłuż zginania (0 stopni). Próbki diagonalne zajęły pozycję pośrodku, jednak wykazywały większe rozrzuty wyników. Testowane pręty referencyjne okazały się jeszcze mocniejsze niż jakakolwiek wydrukowana część — zgodne z obserwacją, że większe, bardziej złożone kształty mają większe prawdopodobieństwo zawierać drobne defekty wywołujące awarię.
Ciepło, pory i ukryte słabe miejsca
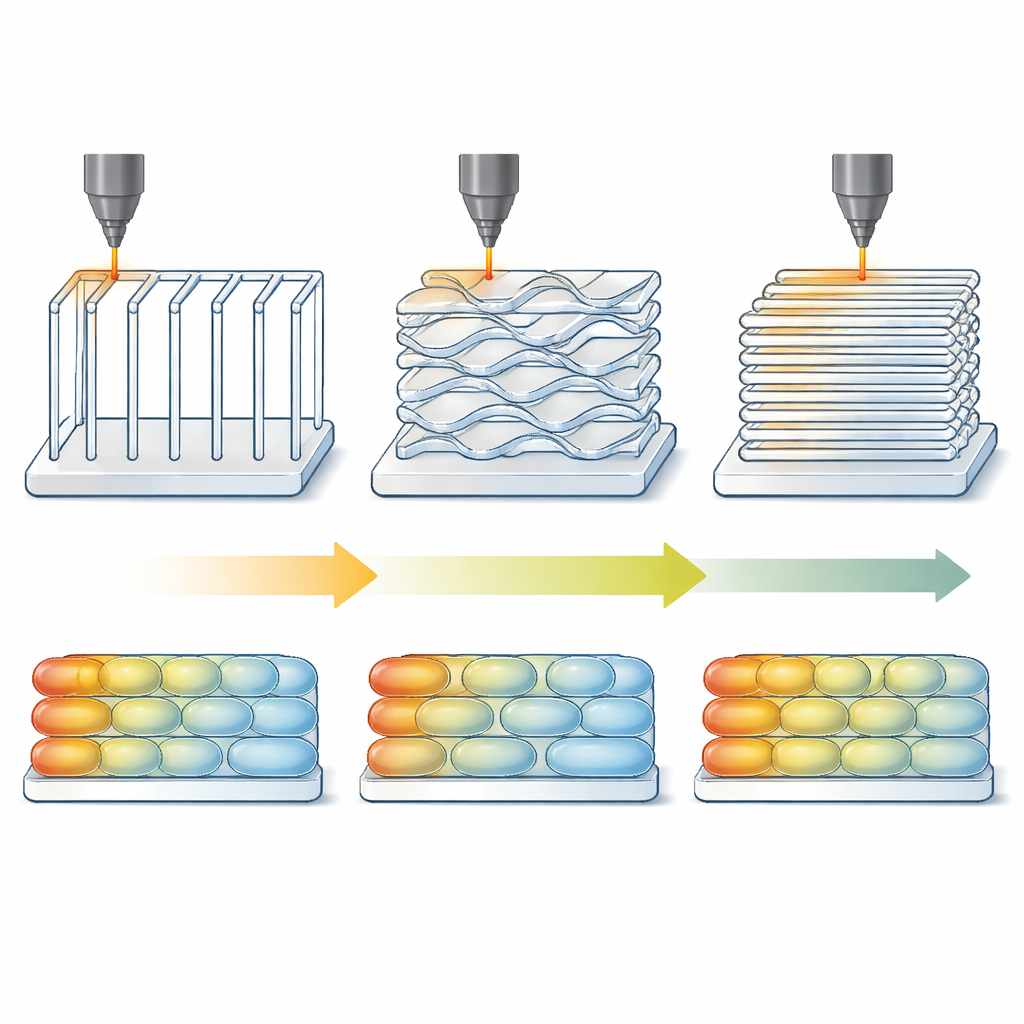
Dlaczego części z warstwami poprzecznymi przewyższały pozornie bardziej „wyrównane” rozwiązania? Mikroskopowe obrazy powierzchni łamania przyniosły wskazówki. W najsilniejszych próbkach 90 stopni złamane powierzchnie zawierały relatywnie niewiele drobnych pustek — małych kieszonek lub szczelin między włóknami. W słabszych próbkach 0 i 45 stopni pory były liczniejsze i większe. Autorzy wiążą tę różnicę ze ścieżką ruchu drukarki. Gdy dysza prowadzi wiele krótkich linii blisko siebie, wielokrotnie wraca do niedawno nałożonych włókien, które wciąż są ciepłe, co sprzyja ich silnemu złączeniu. Długie, rozległe przejazdy pozostawiają wcześniejsze segmenty do wystygnięcia zanim dysza do nich wróci, przez co połączenia między warstwami są słabsze i bardziej skłonne do powstawania pustek. W efekcie projekt ścieżki narzędzia kontroluje lokalne utrzymanie ciepła, co z kolei determinuje, jak szczelnie warstwy szkła się zespalają.
Co to oznacza dla przyszłych projektów ze szkła
Badanie pokazuje, że wytrzymałość drukowanego 3D szkła nie jest zdeterminowana wyłącznie przez materiał; można ją regulować poprzez sposób, w jaki drukarka jest prowadzona. Starannie dobrane, ciągłe ścieżki narzędzia, które utrzymują szkło w stanie gorącym i w bliskim kontakcie, mogą znacząco zwiększyć niezawodność, zbliżając wydrukowane części do osiągów szkła konwencjonalnego. Autorzy sugerują, że bardziej zaawansowane strategie druku, lepsza kontrola porów oraz kroki obróbki końcowej, takie jak ponowne podgrzewanie czy wstępne naprężanie, mogą jeszcze podnieść wytrzymałość. Ich ustalenia tworzą podstawy do wykorzystania drukowanego szkła nie tylko jako ciekawostki, lecz jako wiarygodnego materiału budowlanego i projektowego — od wzmocnień dużych paneli okiennych po misternie zdobione lampy i elementy optyczne.
Cytowanie: Chhadeh, P.A., Nowak, E., Vlahopoulos, D. et al. The effect of toolpath design on the mechanical strength of additively manufactured glass components. npj Adv. Manuf. 3, 16 (2026). https://doi.org/10.1038/s44334-026-00072-1
Słowa kluczowe: drukowane 3D szkło, produkcja addytywna, projekt ścieżki narzędzia, wytrzymałość szkła, fuzja wytłaczania