Clear Sky Science · ja
工具軌跡設計が付加製造されたガラス部品の機械的強度に与える影響
ガラスを新たな形にする
摩天楼のファサードからスマートフォンの画面まで、ガラスは至る所に存在しますが、その多くは依然として平板や単純な形状を前提とした何十年も前の製法で作られています。本論文は、3Dプリントがガラスをそうした制約から解放し、複雑な形状やカスタム部品を可能にする方法を探ります。ただしそれは、プリントされたガラスが強く信頼できる場合に限られます。著者らは一見単純な問いを投げかけます:溶融したガラスをノズルが吐出して積層する際にノズルが描く経路(ツールパス)は、そのガラスの破壊しやすさに影響を与えるのか?
プリントガラスが難しい理由
ガラスのプリントはプラスチックに比べてはるかに要求が厳しい。ガラスは非常に高温に加熱する必要があり、冷却過程が複雑で内部応力を生み、割れを誘発することがあります。一般的なプラスチック3Dプリントに似たプロセスでは、細いガラスロッドを熱いノズルに供給して柔らかいフィラメントとして積層し、物体を層ごとに組み立てます。これにより芸術、建築、光学、さらには輸送が困難な場所での現地製造(宇宙居住区や水中ステーションなど)といった魅力的な可能性が開けます。しかし設計者が実際の建物や機器でプリントガラスを信頼するには、エンジニアがその実際の強度と、強度を左右する要因を理解する必要があります。
層の向きが強度に与える影響の試験
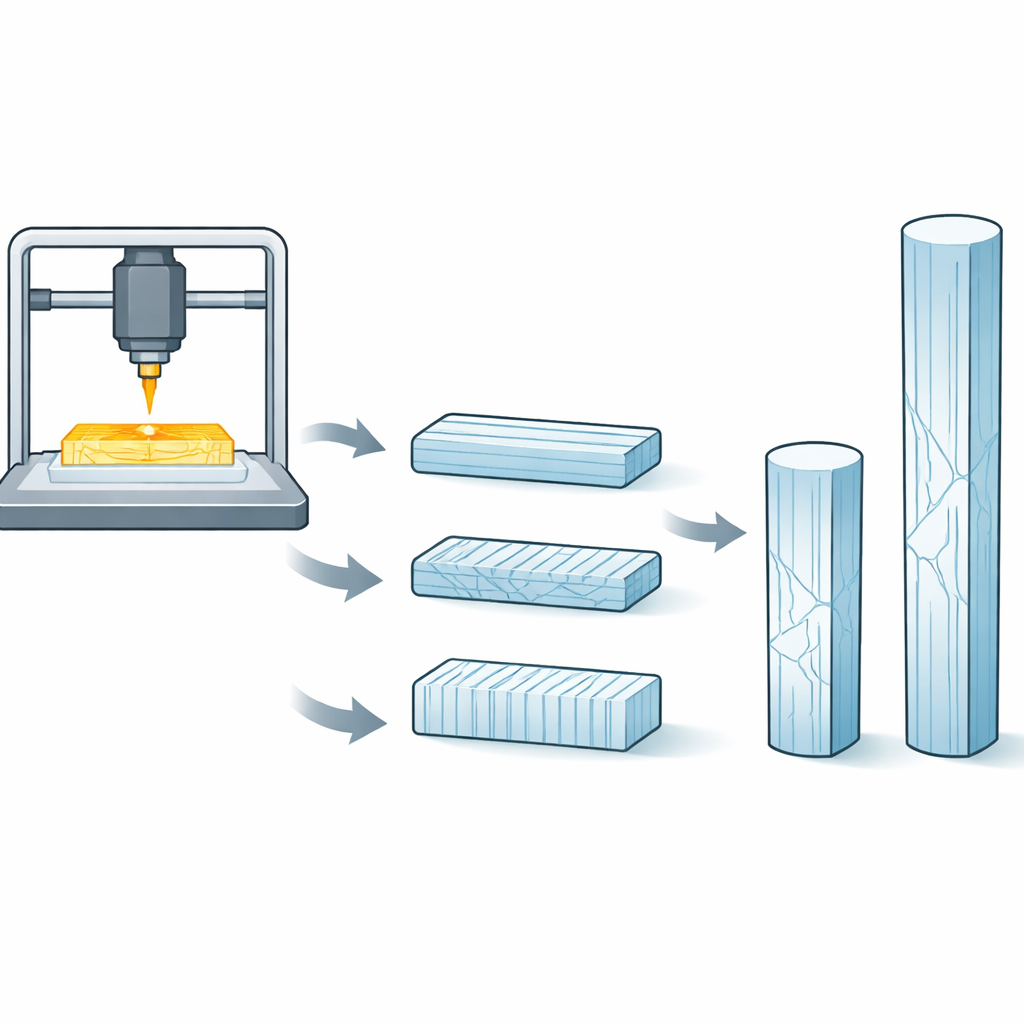
研究者らは、溶融したソーダライムガラス(一般的な窓ガラスに似る)を押出す融合押出し様式の手法に焦点を当てました。まず自動引き抜き機で均一なガラスロッドを生成し、これを供給材および強度基準として用いました。次に、曲げ試験で狭い中央領域で破壊するよう設計された標準化された「ドッグボーン」試験片を印刷しました。重要なのは、各部品の充填方法を変えた点です:層は部品の長手方向(0度)、横断方向(90度)、または対角(45度)に走らせました。他の印刷条件—温度、速度、層厚—はすべて同一に保ち、内部のツールパターンだけを変えました。
破壊するまでガラスを曲げる
強度を測るために、チームは四点曲げ試験を用いました:各試験片は下側の二つの支持上に載せられ、上側の二つのローラーが押し下げて中央に均等な曲げ領域を作ります。各片が破断したときの力を記録し、ガラス内の対応する応力を計算しました。意外なことに、層が曲げ方向を横切る(90度)試験片が平均で最も強く、曲げ方向に沿う(0度)ものより約40%強かったのです。対角の45度はその中間に位置しましたが、結果のばらつきが大きくなりました。元のガラスロッドを試験したところ、これらはどの印刷片よりもさらに強いことがわかりました—より大きく複雑な形状は小さな欠陥を含みやすく、それが破壊を誘発する、という考えと一致します。
熱、空隙、そして隠れた弱点
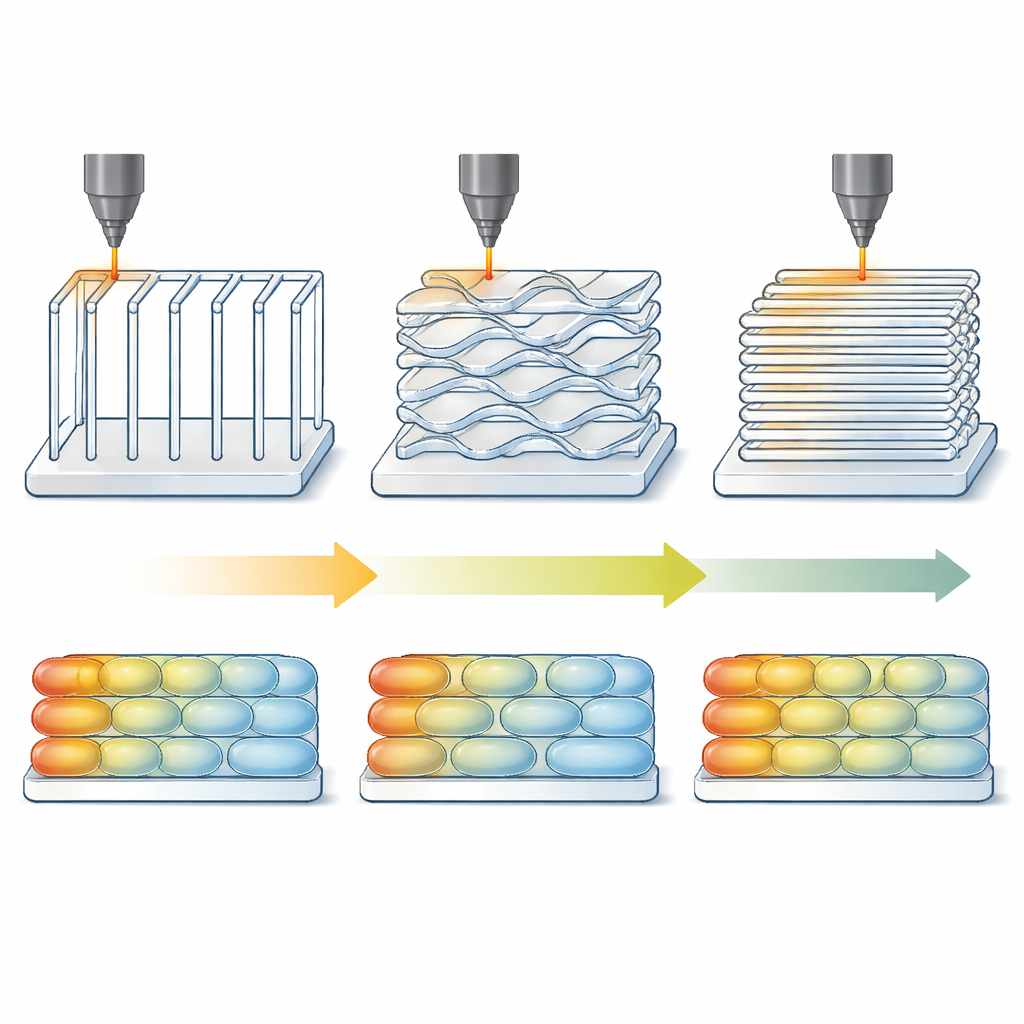
なぜ横断層(90度)の部品が、一見より「整列」しているように見える部品よりも優れていたのでしょうか?破面の顕微鏡画像が手がかりを示しました。最も強い90度試料の破断面には比較的少数の微小な空隙—フィラメント間の小さなポケットや隙間—しか見られませんでした。より弱い0度および45度試料では、空隙が多く、より大きくなっていました。著者らはこの差をプリンターの移動経路に結び付けます。ノズルが多数の短い線を近接してなぞると、まだ温かい最近堆積されたフィラメントに何度も戻るため、よく融着します。長く一気に描く経路は、ノズルが戻るまで早く冷えてしまうため、層間結合が弱く空隙が生じやすくなります。つまり、ツールパス設計は局所的な熱保持を制御し、それがガラス層の接合状態を左右するのです。
今後のガラス設計への示唆
この研究は、3Dプリントされたガラスの強度が材料そのものだけで固定されるわけではなく、プリンターの動かし方によって調整可能であることを示しています。ガラスを高温に保ち密接に接触させ続ける慎重に選ばれた連続的なツールパスは、信頼性を大幅に向上させ、プリント部品を従来ガラスの性能に近づけます。著者らは、より進んだ印刷戦略、空隙制御の改善、再加熱やプレストレスなどの後処理によってさらに強度を高められる可能性を示唆しています。これらの知見は、プリントガラスを単なる珍品でなく、大型窓パネルの補強材から精巧なランプや光学部品に至るまで、信頼できる建築・デザイン材料として利用するための基盤を築きます。
引用: Chhadeh, P.A., Nowak, E., Vlahopoulos, D. et al. The effect of toolpath design on the mechanical strength of additively manufactured glass components. npj Adv. Manuf. 3, 16 (2026). https://doi.org/10.1038/s44334-026-00072-1
キーワード: 3Dプリントガラス, 付加製造, 工具軌跡設計, ガラス強度, 溶融押出し