Clear Sky Science · pt
O efeito do desenho do caminho da ferramenta na resistência mecânica de componentes de vidro fabricados por manufatura aditiva
Modelando o vidro de novas maneiras
De fachadas de arranha‑céus a telas de smartphones, o vidro está em toda parte, mas grande parte ainda é produzida com métodos antigos que privilegiam chapas planas e formas simples. Este artigo explora como a impressão 3D pode libertar o vidro dessas limitações, permitindo formas intrincadas e peças personalizadas — porém somente se o vidro impresso for forte e confiável. Os autores fazem uma pergunta aparentemente simples: o trajeto seguido pelo bico da impressora 3D ao depositar vidro fundido altera a facilidade com que esse vidro se quebra?
Por que é difícil imprimir vidro corretamente
Imprimir vidro é bem mais exigente do que imprimir plástico. O vidro precisa ser aquecido a temperaturas muito altas e esfria de modos complexos, desenvolvendo tensões internas que podem causar fissuras. Em um processo semelhante à impressão 3D de plástico comum, hastes finas de vidro são alimentadas em um bico quente e depositadas como filamentos macios, construindo um objeto camada por camada. Isso abre possibilidades empolgantes para arte, arquitetura, óptica e até fabricação in loco em locais onde o transporte é difícil, como habitats espaciais ou estações subaquáticas. Mas antes que projetistas possam confiar no vidro impresso em edifícios ou dispositivos reais, engenheiros precisam entender quão resistente ele realmente é e o que controla essa resistência.
Testando como a direção das camadas afeta a resistência
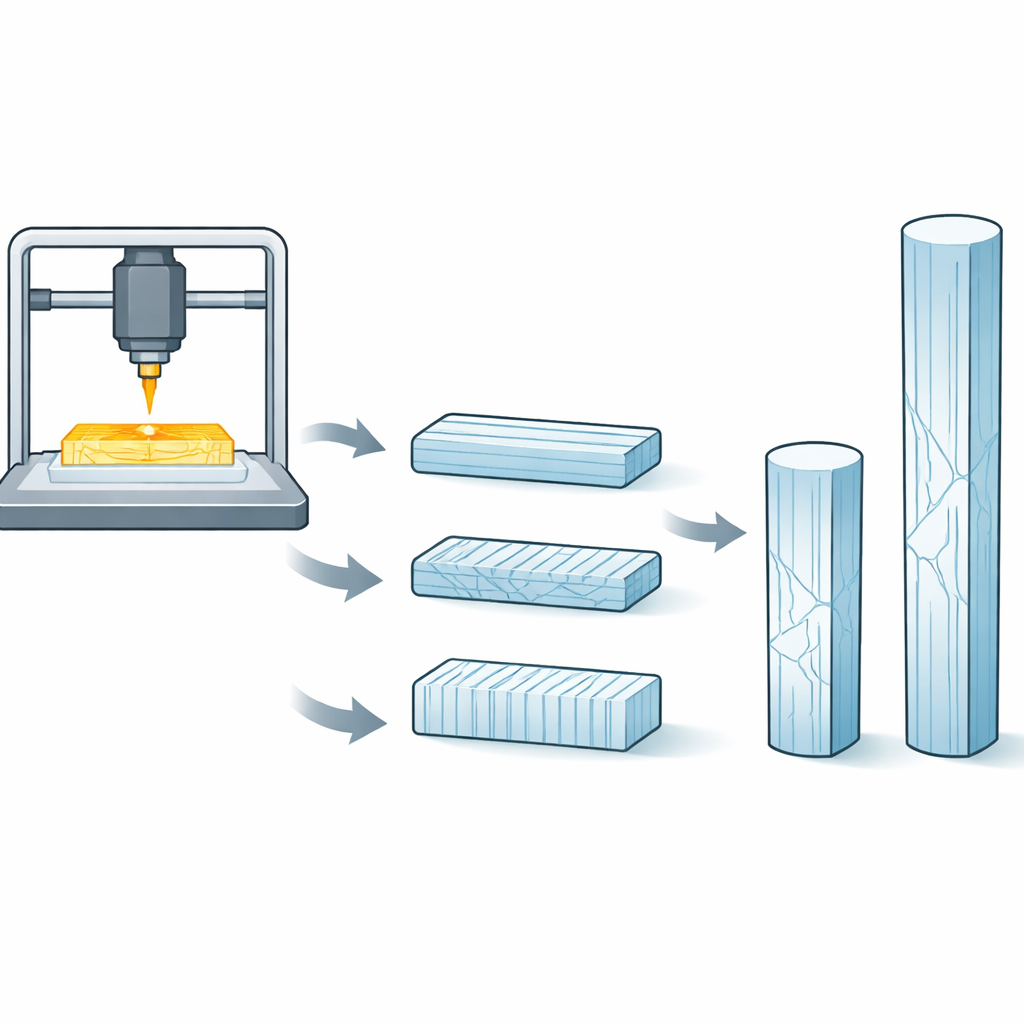
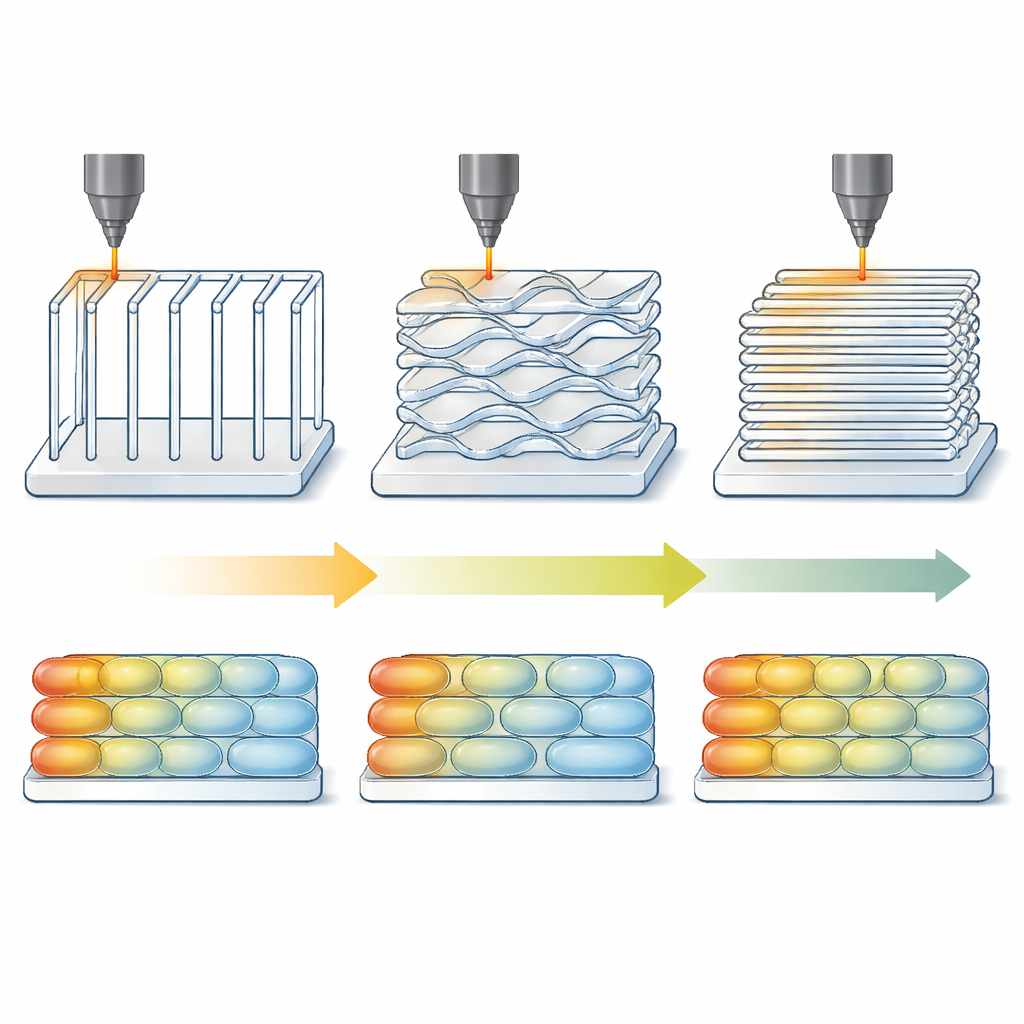
Os pesquisadores focaram em uma técnica no estilo de deposição fundida que extrude vidro de cal sodada fundido — semelhante ao vidro de janela comum — a partir de uma impressora personalizada. Primeiro, produziram hastes de vidro uniformes usando uma máquina de puxar automatizada; essas hastes serviram tanto como matéria‑prima quanto como referência de resistência. Em seguida, imprimiram corpos de prova padronizados em formato “dog‑bone”, desenhados para quebrar em uma região estreita no meio durante a flexão. Crucialmente, variaram como cada peça era preenchida: as camadas podiam correr ao longo do comprimento da peça (0 graus), transversalmente (90 graus) ou diagonalmente (45 graus). Todas as demais condições de impressão — temperaturas, velocidades e espessuras de camada — foram mantidas iguais para que apenas o padrão interno do caminho da ferramenta mudasse.
Flexionando o vidro até que se quebre
Para medir a resistência, a equipe usou um ensaio de flexão em quatro pontos: cada espécime repousava sobre dois apoios inferiores enquanto dois roletes superiores empurravam para baixo, criando uma zona de flexão uniforme no centro. Registraram a força na qual cada peça fraturou e calcularam a tensão correspondente dentro do vidro. Surpreendentemente, amostras com camadas correndo através da flexão (90 graus) foram, em média, as mais resistentes, cerca de 40% mais fortes do que aquelas com camadas correndo ao longo da flexão (0 graus). As amostras diagonais ficaram no meio, mas com maior dispersão nos resultados. Quando testaram as hastes de vidro originais, estas mostraram ser ainda mais resistentes do que qualquer peça impressa — consistente com a ideia de que formas maiores e mais complexas têm maior probabilidade de conter pequenas falhas que desencadeiam a ruptura.
Calor, vazios e pontos fracos ocultos
Por que as peças com camadas transversais superariam as aparentemente mais “alinhadas”? Imagens microscópicas das superfícies de fratura forneceram pistas. Nas amostras mais resistentes de 90 graus, as superfícies quebradas continham relativamente poucos vazios minúsculos — pequenas bolsas ou lacunas entre os filamentos. Em amostras mais fracas de 0 e 45 graus, os vazios eram mais numerosos e maiores. Os autores relacionam essa diferença ao trajeto da impressora. Quando o bico traça muitas linhas curtas próximas, ele retorna repetidamente a filamentos recentemente depositados que ainda estão quentes, ajudando‑os a fundir firmemente. Trajetórias longas e varridas deixam segmentos anteriores esfriarem antes que o bico retorne, de modo que as ligações entre camadas são piores e há maior probabilidade de vazios. Em efeito, o desenho do caminho da ferramenta controla a retenção local de calor, o que por sua vez determina quão bem as camadas de vidro se unem.
O que isso significa para futuros projetos em vidro
O estudo mostra que a resistência do vidro impresso em 3D não é determinada apenas pelo material; ela pode ser ajustada pela forma como a impressora é comandada a se mover. Caminhos de ferramenta contínuos e cuidadosamente escolhidos, que mantêm o vidro quente e em contato próximo, podem aumentar notavelmente a confiabilidade, aproximando o desempenho das peças impressas ao do vidro convencional. Os autores sugerem que estratégias de impressão mais avançadas, melhor controle de poros e etapas de pós‑processamento, como reaquecimento ou pré‑tensionamento, poderiam elevar ainda mais as resistências. Suas conclusões lançam as bases para usar vidro impresso não apenas como curiosidade, mas como um material de construção e design confiável — desde reforços em grandes painéis de janela até luminárias intrincadas e componentes ópticos.
Citação: Chhadeh, P.A., Nowak, E., Vlahopoulos, D. et al. The effect of toolpath design on the mechanical strength of additively manufactured glass components. npj Adv. Manuf. 3, 16 (2026). https://doi.org/10.1038/s44334-026-00072-1
Palavras-chave: vidro impresso em 3D, manufatura aditiva, desenho do caminho da ferramenta, resistência do vidro, deposição fundida