Clear Sky Science · it
L'effetto della progettazione del percorso utensile sulla resistenza meccanica dei componenti in vetro prodotti per addizione
Plasmare il vetro in modi nuovi
Dai rivestimenti di grattacieli agli schermi degli smartphone, il vetro è ovunque, eppure la maggior parte è ancora prodotta con metodi vecchi di decenni che privilegiano lastre piatte e forme semplici. Questo articolo esplora come la stampa 3D potrebbe liberare il vetro da quei limiti, permettendo forme intricate e pezzi su misura—ma solo se il vetro stampato è forte e affidabile. Gli autori si pongono una domanda apparentemente semplice: il percorso che l'ugello di una stampante 3D segue mentre deposita vetro fuso influisce su quanto facilmente quel vetro si romperà?
Perché è difficile stampare il vetro
Stampare il vetro è molto più impegnativo che stampare la plastica. Il vetro deve essere riscaldato a temperature molto alte e si raffredda in modi complessi, sviluppando tensioni interne che possono causare crepe. In un processo simile alla stampa 3D plastica comune, sottili filamenti di vetro vengono alimentati in un ugello caldo e depositati come filamenti morbidi, costruendo un oggetto strato dopo strato. Questo apre possibilità entusiasmanti per arte, architettura, ottica e perfino fabbricazione in loco in luoghi dove spedire è difficile, come habitat spaziali o stazioni subacquee. Ma prima che i progettisti possano affidarsi al vetro stampato in edifici o dispositivi reali, gli ingegneri devono capire quanto sia davvero resistente e cosa ne controlli la resistenza.
Testare come la direzione degli strati influisce sulla resistenza
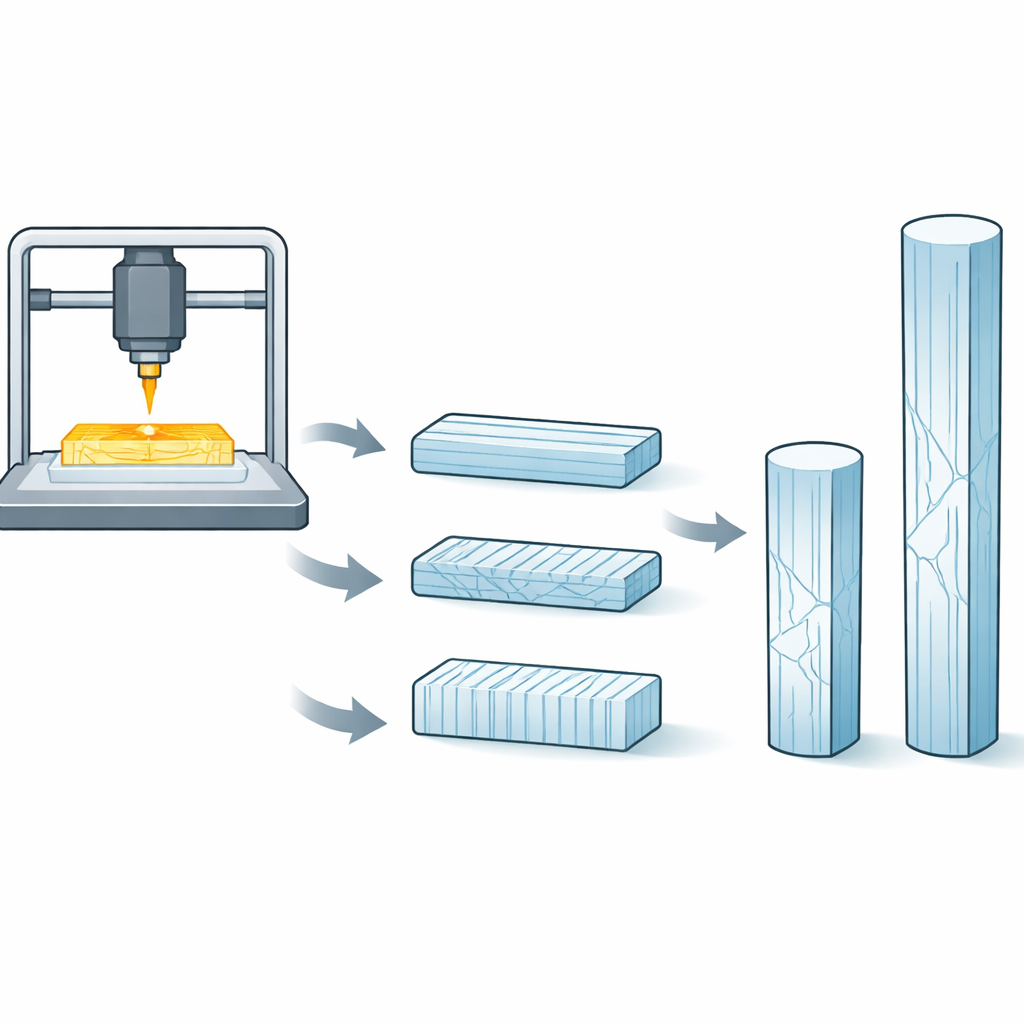
I ricercatori si sono concentrati su una tecnica in stile deposizione fusa che estrude vetro soda‑calce fuso—simile al vetro da finestra ordinario—da una stampante personalizzata. Per prima cosa, hanno prodotto aste di vetro uniformi usando una macchina automatica di tiratura; queste aste sono servite sia come materiale di alimentazione sia come riferimento di resistenza. Poi hanno stampato provini standardizzati a “manico di cane”, sagomati in modo che si rompessero in una stretta zona centrale durante la flessione. Crucialmente, hanno variato il modo in cui ogni pezzo era riempito: gli strati potevano correre lungo la lunghezza del pezzo (0 gradi), attraverso di essa (90 gradi) o in diagonale (45 gradi). Tutte le altre condizioni di stampa—temperature, velocità e dimensione degli strati—sono state mantenute costanti in modo che cambiasse solo il modello interno del percorso utensile.
Flettere il vetro fino alla rottura
Per misurare la resistenza, il team ha utilizzato un test di flessione a quattro punti: ogni campione poggiava su due supporti inferiori mentre due rulli superiori spingevano verso il basso, creando una zona di flessione uniforme al centro. Hanno registrato la forza alla quale ogni pezzo si fratturava e calcolato la tensione corrispondente all'interno del vetro. Sorprendentemente, i campioni con strati disposti trasversalmente rispetto alla flessione (90 gradi) sono risultati in media i più resistenti, circa il 40 percento più forti di quelli con strati allineati alla flessione (0 gradi). I campioni diagonali si sono piazzati nel mezzo ma con maggiore dispersione dei risultati. Quando hanno testato le aste di vetro originali, queste si sono rivelate ancora più resistenti di qualsiasi pezzo stampato—coerente con l'idea che forme più grandi e complesse siano più propense a contenere piccoli difetti che ne innescano la rottura.
Calore, vuoti e punti deboli nascosti
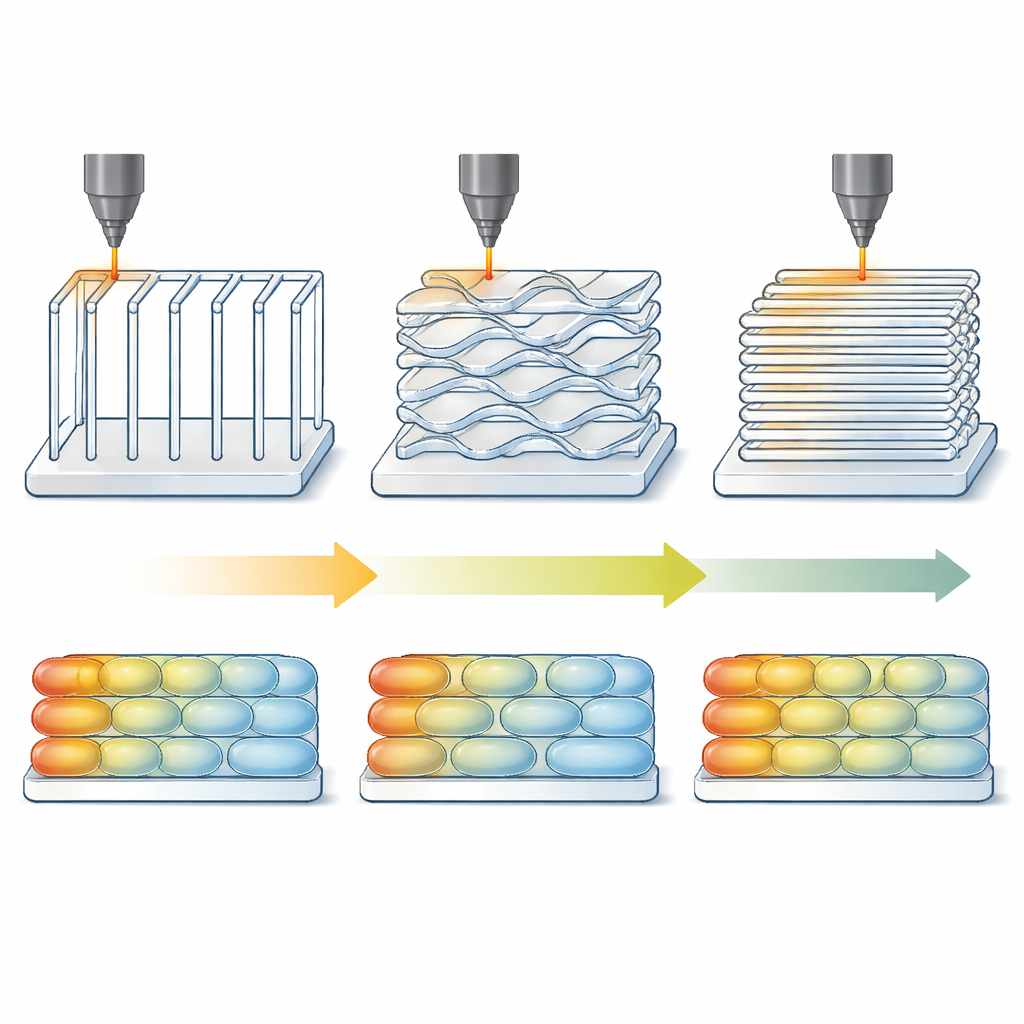
Perché i pezzi a strati trasversali avrebbero prestazioni migliori rispetto a quelli apparentemente più «allineati»? Immagini microscopiche delle superfici di frattura hanno fornito indizi. Nei campioni più resistenti a 90 gradi, le superfici rotte contenevano relativamente pochi piccoli vuoti—piccole tasche o spazi tra i filamenti. Nei campioni più deboli a 0 e 45 gradi, i vuoti erano più numerosi e più grandi. Gli autori collegano questa differenza al percorso di viaggio dell'ugello. Quando l'ugello percorre molte linee corte vicine, ritorna ripetutamente a filamenti depositati di recente che sono ancora caldi, aiutando la fusione stretta. Percorsi lunghi e ampi lasciano raffreddare i segmenti precedenti prima che l'ugello ritorni, quindi i legami tra gli strati sono peggiori e i vuoti più probabili. In sostanza, la progettazione del percorso utensile controlla la ritenzione locale del calore, che a sua volta determina quanto bene gli strati di vetro si saldano tra loro.
Cosa significa questo per i futuri progetti in vetro
Lo studio mostra che la resistenza del vetro stampato in 3D non è fissata unicamente dal materiale; può essere ottimizzata da come la stampante viene comandata a muoversi. Percorsi utensile continui e scelti con cura che mantengono il vetro caldo e a stretto contatto possono aumentare significativamente l'affidabilità, avvicinando le prestazioni dei pezzi stampati a quelle del vetro convenzionale. Gli autori suggeriscono che strategie di stampa più avanzate, un migliore controllo dei pori e passaggi di post‑lavorazione come il riscaldamento successivo o il pre‑tensionamento potrebbero spingere ulteriormente la resistenza verso l'alto. I risultati tracciano le basi per usare il vetro stampato non solo come curiosità, ma come materiale da costruzione e design affidabile—da irrigidimenti su grandi pannelli vetrati a lampade intricate e componenti ottici.
Citazione: Chhadeh, P.A., Nowak, E., Vlahopoulos, D. et al. The effect of toolpath design on the mechanical strength of additively manufactured glass components. npj Adv. Manuf. 3, 16 (2026). https://doi.org/10.1038/s44334-026-00072-1
Parole chiave: vetro stampato in 3D, produzione additiva, progettazione del percorso utensile, resistenza del vetro, estrusione fusa