Clear Sky Science · es
El efecto del diseño de la trayectoria de la herramienta en la resistencia mecánica de componentes de vidrio fabricados por adición
Moldeando el vidrio de nuevas maneras
Desde las fachadas de rascacielos hasta las pantallas de los teléfonos inteligentes, el vidrio está en todas partes, aunque la mayor parte sigue produciéndose con métodos de décadas que favorecen láminas planas y formas simples. Este artículo explora cómo la impresión 3D podría liberar al vidrio de esos límites, permitiendo formas intrincadas y piezas a medida, pero solo si el vidrio impreso es fuerte y fiable. Los autores plantean una pregunta aparentemente sencilla: ¿cambia la facilidad con que se rompe el vidrio según la trayectoria que sigue la boquilla de la impresora 3D al depositar vidrio fundido?
Por qué es difícil imprimir vidrio correctamente
Imprimir vidrio es mucho más exigente que imprimir plástico. El vidrio debe calentarse a temperaturas muy altas y se enfría de formas complejas, desarrollando tensiones internas que pueden provocar grietas. En un proceso similar a la impresión 3D de plástico habitual, finos varillas de vidrio se alimentan a una boquilla caliente y se depositan como filamentos blandos, construyendo un objeto capa a capa. Eso abre posibilidades emocionantes para el arte, la arquitectura, la óptica e incluso la fabricación in situ en lugares donde el transporte es difícil, como hábitats espaciales o estaciones submarinas. Pero antes de que los diseñadores puedan confiar en el vidrio impreso en edificios o dispositivos reales, los ingenieros deben entender cuán resistente es realmente y qué controla esa resistencia.
Probando cómo la dirección de las capas afecta la resistencia
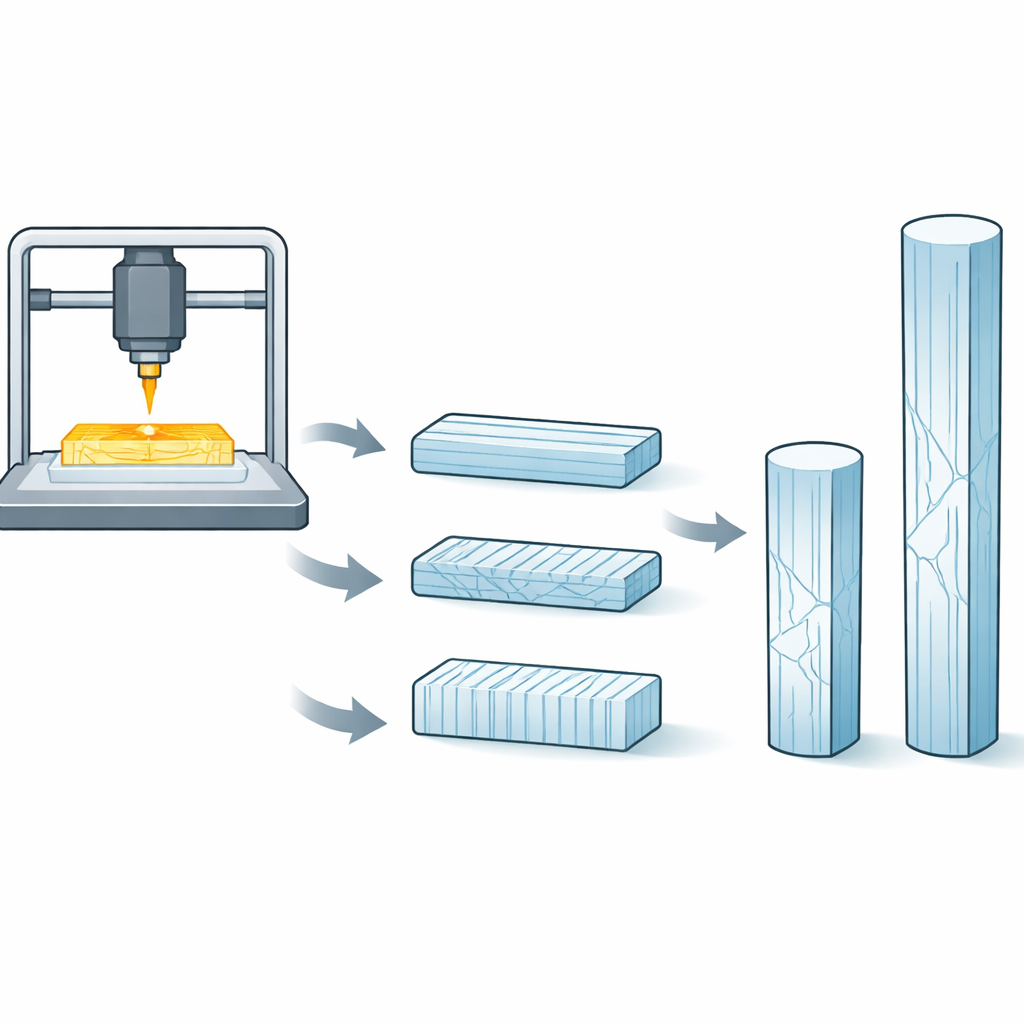
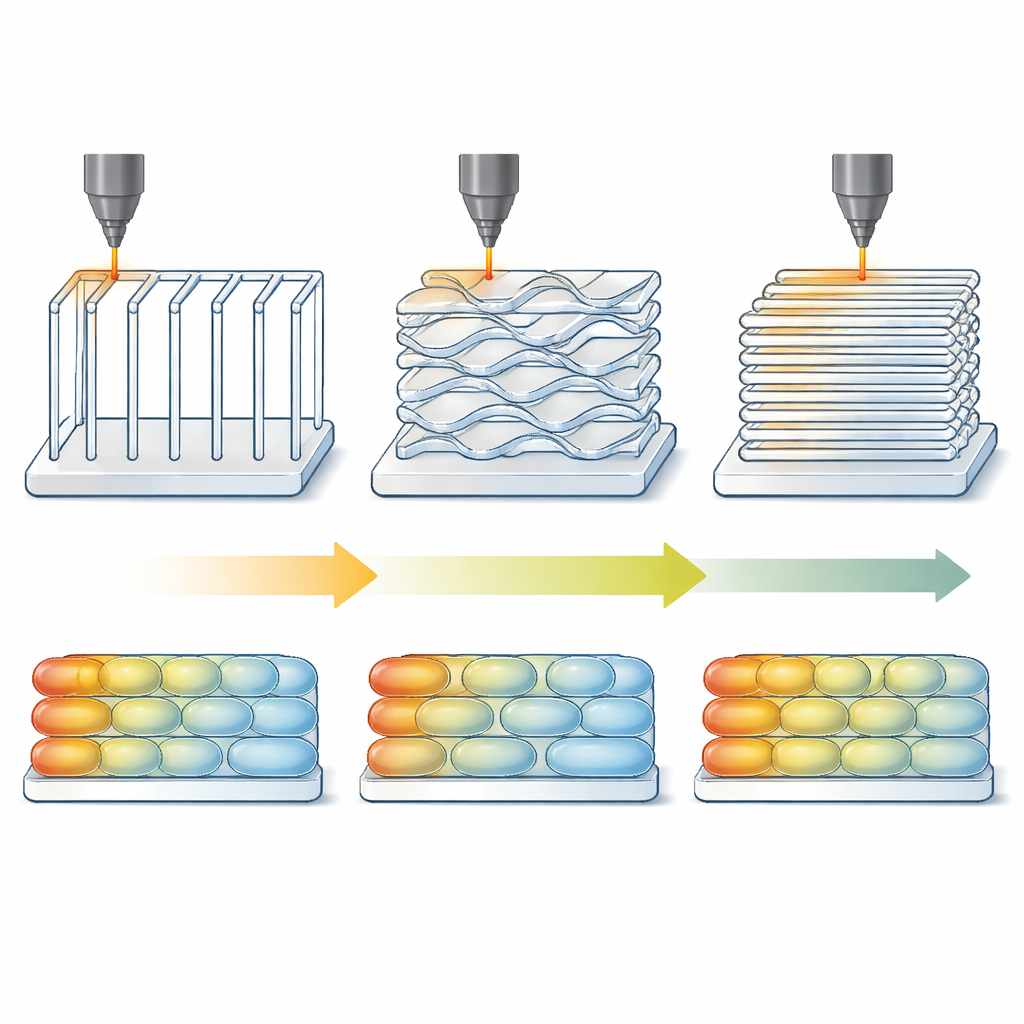
Los investigadores se centraron en una técnica de estilo deposición fundida que extruye vidrio de sodio‑calcio fundido —similar al vidrio de ventana común— desde una impresora personalizada. Primero, produjeron varillas de vidrio uniformes usando una máquina de estirado automatizada; estas varillas sirvieron tanto como materia prima como referencia de resistencia. Luego imprimieron piezas estándar tipo “dog‑bone” diseñadas para fracturarse en una región estrecha central durante la flexión. De forma crucial, variaron cómo se rellenaba cada pieza: las capas podían correr a lo largo de la pieza (0 grados), a través de ella (90 grados) o en diagonal (45 grados). Todas las demás condiciones de impresión —temperaturas, velocidades y tamaños de capa— se mantuvieron iguales para que solo cambiara el patrón de trayectoria interna.
Flexionando el vidrio hasta que se rompe
Para medir la resistencia, el equipo utilizó una prueba de flexión en cuatro puntos: cada espécimen descansaba sobre dos apoyos inferiores mientras dos rodillos superiores aplicaban presión hacia abajo, creando una zona de flexión uniforme en el centro. Registraron la fuerza a la que cada pieza se fracturó y calcularon el esfuerzo correspondiente dentro del vidrio. Sorprendentemente, las muestras con capas perpendiculares a la flexión (90 grados) fueron, en promedio, las más resistentes, aproximadamente un 40 por ciento más fuertes que las con capas alineadas con la flexión (0 grados). Las muestras diagonales quedaron en un término medio pero con mayor dispersión en los resultados. Al probar las varillas de vidrio originales, estas resultaron ser incluso más resistentes que cualquier pieza impresa, coherente con la idea de que las formas más grandes y complejas son más propensas a contener pequeños defectos que desencadenan la falla.
Calor, vacíos y puntos débiles ocultos
¿Por qué las piezas con capas cruzadas rendirían mejor que las aparentemente más “alineadas”? Imágenes microscópicas de las superficies de fractura ofrecieron pistas. En las muestras más resistentes a 90 grados, las superficies fracturadas contenían relativamente pocos vacíos diminutos —pequeños huecos o espacios entre filamentos. En las muestras más débiles a 0 y 45 grados, los vacíos eran más numerosos y mayores. Los autores relacionan esta diferencia con la trayectoria de la impresora. Cuando la boquilla recorre muchas líneas cortas y cercanas, vuelve repetidamente a filamentos recién depositados que aún están calientes, lo que ayuda a que se fusionen firmemente. Las trayectorias largas y barridas dejan que los segmentos anteriores se enfríen antes de que la boquilla regrese, por lo que las uniones entre capas son peores y los vacíos más probables. En efecto, el diseño de la trayectoria controla la retención local de calor, que a su vez determina qué tan bien se entrelazan las capas de vidrio.
Qué significa esto para los diseños de vidrio futuros
El estudio muestra que la resistencia del vidrio impreso en 3D no está fijada solo por el material; puede ajustarse por la forma en que se instruye a la impresora para moverse. Las trayectorias continuas y cuidadosamente seleccionadas que mantienen el vidrio caliente y en contacto cercano pueden aumentar notablemente la fiabilidad, acercando las piezas impresas al rendimiento del vidrio convencional. Los autores sugieren que estrategias de impresión más avanzadas, un mejor control de los poros y pasos de posprocesado como el recalentamiento o el pre‑tensado podrían elevar aún más las resistencias. Sus hallazgos sientan las bases para usar el vidrio impreso no solo como una curiosidad, sino como un material de diseño y construcción fiable —desde rigidizadores en grandes paneles de ventana hasta lámparas intrincadas y componentes ópticos.
Cita: Chhadeh, P.A., Nowak, E., Vlahopoulos, D. et al. The effect of toolpath design on the mechanical strength of additively manufactured glass components. npj Adv. Manuf. 3, 16 (2026). https://doi.org/10.1038/s44334-026-00072-1
Palabras clave: vidrio impreso en 3D, fabricación aditiva, diseño de trayectoria, resistencia del vidrio, extrusión fusible