Clear Sky Science · ru
Влияние схемы траектории инструмента на механическую прочность аддитивно изготовленных стеклянных деталей
Формирование стекла по‑новому
От фасадов небоскрёбов до экранов смартфонов — стекло повсюду, но большая часть его по‑прежнему производится с использованием многолетних методов, которые ориентированы на плоские листы и простые формы. В этой статье исследуется, как 3D‑печать может освободить стекло от этих ограничений, позволяя создавать сложные формы и индивидуальные детали — но только если напечатанное стекло будет прочным и надёжным. Авторы задают обманчиво простой вопрос: влияет ли путь, по которому сопло 3D‑принтера прокладывает расплавленное стекло, на то, насколько легко это стекло разобьётся?
Почему печать стекла сложнее, чем кажется
Печать стекла требует куда больших усилий, чем печать пластиком. Стекло нужно разогревать до очень высоких температур, и при охлаждении оно формирует сложные внутренние напряжения, которые могут вызывать трещины. В процессе, похожем на распространённую пластмассовую 3D‑печать, тонкие стеклянные прутки подаются в горячее сопло и укладываются в виде мягких филаментов, собирая объект послойно. Это открывает захватывающие возможности в искусстве, архитектуре, оптике и даже для изготовления на месте там, где доставка затруднена — например, в космических поселениях или подводных станциях. Но прежде чем проектировщики смогут доверять напечатанному стеклу в реальных зданиях или устройствах, инженерам нужно понять, насколько оно действительно прочное и что определяет эту прочность.
Испытания: как направление слоёв влияет на прочность
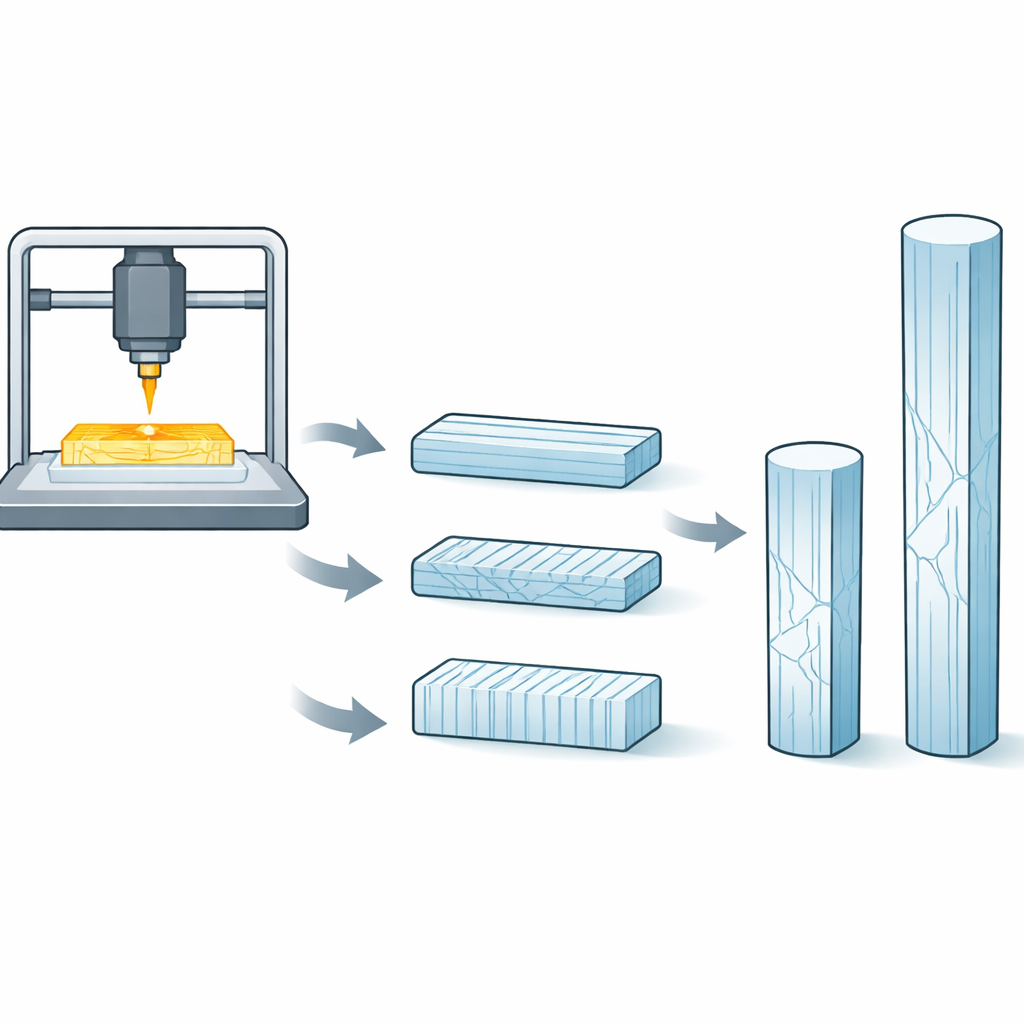
Исследователи сосредоточились на методике в стиле вытеснительного наплавления, которая экструдирует расплавленное натриево‑кальциевое стекло — похожее на обычное оконное стекло — из специального принтера. Сначала они получили однородные стеклянные прутки с помощью автоматизированной тянущей установки; эти прутки использовались как исходный материал и как эталон прочности. Затем они напечатали стандартные образцы «бонс‑дог» (dog‑bone), сформированные так, чтобы ломаться в узкой средней области при изгибе. Важной переменной было то, как заполнялась каждая деталь: слои могли идти вдоль длины детали (0 градусов), поперёк неё (90 градусов) или по диагонали (45 градусов). Все остальные параметры печати — температуры, скорости и высоты слоёв — удерживались постоянными, чтобы изменялся только внутренний узор траектории инструмента.
Изгибая стекло до отказа
Для измерения прочности команда использовала испытание на четырёхточечный изгиб: образец опирался на две нижние опоры, в то время как два верхних ролика давили сверху, создавая равномерную зону изгиба посередине. Они фиксировали силу, при которой происходил разрушение, и рассчитывали соответствующее напряжение внутри стекла. Удивительно, но образцы со слоями, ориентированными поперёк изгиба (90 градусов), в среднем оказались самыми прочными — примерно на 40 процентов прочнее, чем образцы со слоями вдоль изгиба (0 градусов). Диагональные образцы заняли промежуточное положение, но с большей разбросанностью результатов. При испытании исходных стеклянных прутков они оказались ещё прочнее любой напечатанной детали — что согласуется с идеей о том, что большие и более сложные формы с большей вероятностью содержат мелкие дефекты, запускающие разрушение.
Тепло, пустоты и скрытые слабые места
Почему же детали со слоями поперёк оказывались лучше, чем, казалось бы, более «выровненные» варианты? Микроскопические изображения поверхностей изломов дали подсказки. В самых прочных образцах с ориентацией 90 градусов на сломанных поверхностях обнаруживалось относительно мало мелких пустот — небольших полостей или зазоров между филаментами. В более слабых образцах с ориентацией 0 и 45 градусов пустот было больше и они были крупнее. Авторы связывают эту разницу с путём движения сопла. Когда сопло прокладывает множество коротких линий близко друг к другу, оно часто возвращается к недавно отложенным филаментам, которые ещё тёплые, что помогает им плотно сплавиться. Длинные, плавные проходы оставляют ранее уложенные сегменты остывать до возвращения сопла, поэтому соединения между слоями хуже и вероятность появления пустот выше. По сути, дизайн траектории инструмента управляет локальным удержанием тепла, что, в свою очередь, определяет, насколько хорошо слои стекла сращиваются друг с другом.
Что это значит для будущих конструкций из стекла
Исследование показывает, что прочность 3D‑напечатанного стекла не задана материалом в одиночку; её можно настраивать через то, как инструктирован принтер двигаться. Тщательно подобранные непрерывные траектории, которые удерживают стекло горячим и в тесном контакте, могут заметно повысить надёжность и приблизить характеристики напечатанных деталей к свойствам традиционного стекла. Авторы предлагают, что более продвинутые стратегии печати, улучшенный контроль пористости и постобработка, такая как повторный нагрев или предварительное упрочнение, могут ещё больше повысить прочность. Их выводы создают основу для использования печатного стекла не только как курьёза, но и как надёжного конструкционного и дизайнерского материала — от ребер жёсткости для больших оконных панелей до сложных ламп и оптических компонентов.
Цитирование: Chhadeh, P.A., Nowak, E., Vlahopoulos, D. et al. The effect of toolpath design on the mechanical strength of additively manufactured glass components. npj Adv. Manuf. 3, 16 (2026). https://doi.org/10.1038/s44334-026-00072-1
Ключевые слова: 3D-печатное стекло, аддитивное производство, дизайн траектории инструмента, прочность стекла, вытеснительное наплавление