Clear Sky Science · de
Der Einfluss der Werkzeugwegplanung auf die mechanische Festigkeit additiv gefertigter Glasbauteile
Glas auf neue Weise formen
Von Wolkenkratzerfassaden bis zu Smartphone-Displays begegnet uns Glas überall, doch die Mehrzahl wird noch mit Jahrzehnte alten Verfahren hergestellt, die flache Platten und einfache Formen bevorzugen. Dieser Beitrag untersucht, wie 3D-Druck Glas von diesen Beschränkungen befreien könnte und komplexe Formen sowie maßgeschneiderte Bauteile ermöglicht — vorausgesetzt, das gedruckte Glas ist stark und zuverlässig. Die Autorinnen und Autoren stellen eine auf den ersten Blick einfache Frage: Verändert der Weg, den die Düsenspitze eines 3D-Druckers beim Auftragen von geschmolzenem Glas nimmt, die Bruchanfälligkeit dieses Glases?
Warum gedrucktes Glas schwer zu beherrschen ist
Glas zu drucken ist deutlich anspruchsvoller als das Drucken von Kunststoff. Glas muss auf sehr hohe Temperaturen erhitzt werden und kühlt auf komplexe Weise ab, wobei innere Spannungen entstehen können, die zu Rissen führen. In einem Verfahren, das dem gängigen Kunststoff-3D-Druck ähnelt, werden dünne Glasstäbe in eine heiße Düse eingespeist und als weiche Filamente abgelegt, wodurch ein Objekt Schicht für Schicht aufgebaut wird. Das eröffnet spannende Möglichkeiten für Kunst, Architektur, Optik und sogar die Fertigung vor Ort an Orten, an denen Versand schwierig ist, etwa in Raumstationen oder Unterwasserstationen. Bevor Designerinnen und Designer gedrucktem Glas jedoch in realen Gebäuden oder Geräten vertrauen können, müssen Ingenieure verstehen, wie stark es tatsächlich ist und welche Faktoren diese Festigkeit bestimmen.
Untersuchung, wie Schichtrichtung die Festigkeit beeinflusst
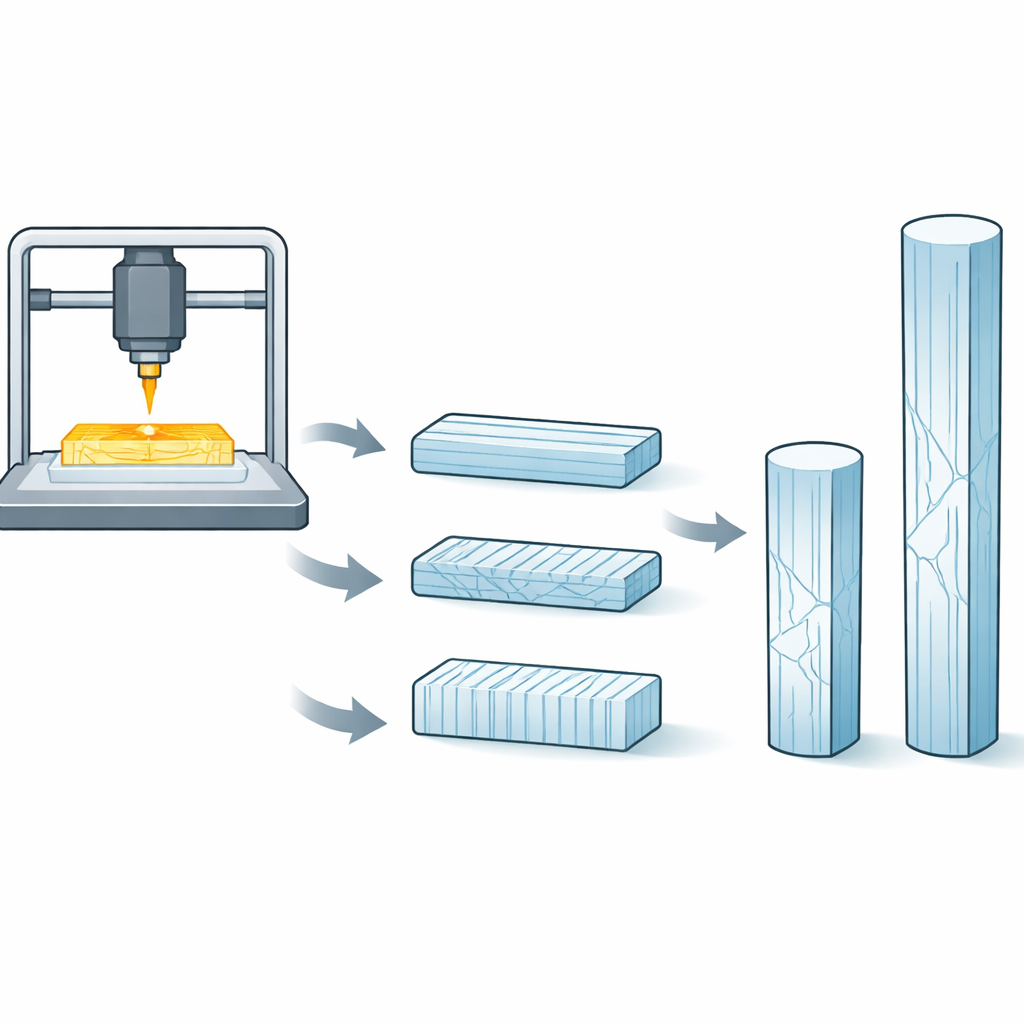
Die Forschenden konzentrierten sich auf eine Fused-Deposition-ähnliche Technik, die geschmolzenes Natron-Kalk-Glas — ähnlich gewöhnlichem Fensterglas — aus einem kundenspezifischen Drucker extrudiert. Zuerst stellten sie gleichmäßige Glasstäbe mit einer automatisierten Ziehmaschine her; diese Stäbe dienten sowohl als Ausgangsmaterial als auch als Festigkeitsreferenz. Anschließend druckten sie standardisierte „Dog-Bone“-Prüfkörper, so geformt, dass sie beim Biegeversuch in einem schmalen Mittelbereich brechen würden. Entscheidend war, dass sie die Füllrichtung der Teile variierten: Die Schichten konnten entlang der Länge des Bauteils verlaufen (0 Grad), quer dazu (90 Grad) oder diagonal (45 Grad). Alle anderen Druckbedingungen — Temperaturen, Geschwindigkeiten und Schichthöhen — blieben gleich, sodass sich nur das interne Werkzeugwegmuster änderte.
Glas biegen, bis es bricht
Zur Messung der Festigkeit verwendete das Team einen Vierpunkt-Biegeversuch: Jede Probe lag auf zwei unteren Auflagern, während zwei obere Rollen nach unten drückten und so eine gleichmäßige Biegezonen in der Mitte erzeugten. Sie zeichneten die Kraft auf, bei der jede Probe versagte, und berechneten die entsprechende Spannung im Glas. Überraschenderweise waren Proben mit Schichten quer zur Biegeachse (90 Grad) im Mittel am stärksten, etwa 40 Prozent stärker als solche mit Schichten entlang der Biegeachse (0 Grad). Diagonale Proben lagen dazwischen, zeigten aber größere Streuung in den Ergebnissen. Die ursprünglich gezogenen Glasstäbe erwiesen sich als noch stärker als jedes gedruckte Teil — konsistent mit der Idee, dass größere, komplexere Formen eher kleine Fehler enthalten, die zum Versagen führen.
Wärme, Hohlräume und versteckte Schwachstellen
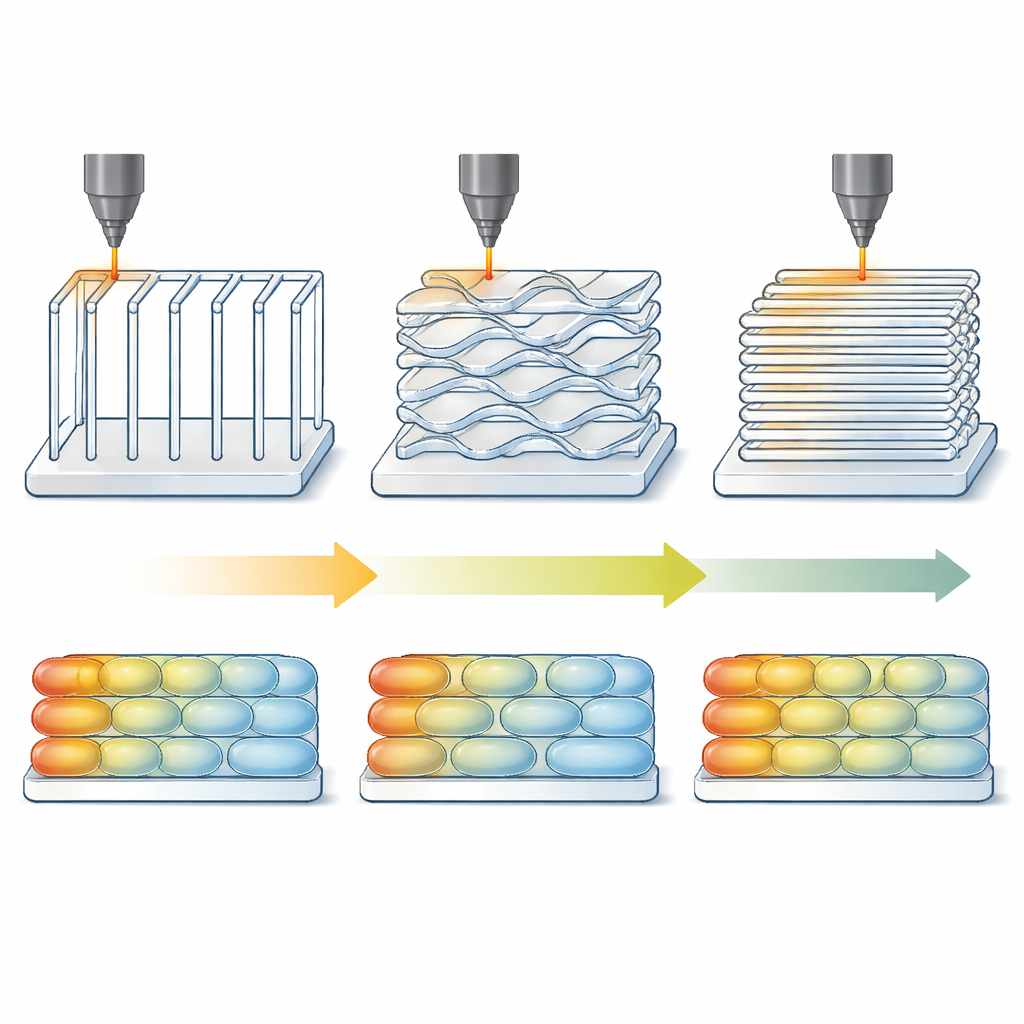
Warum schneiden quer geschichtete Teile besser ab als scheinbar „ausgerichtete“? Mikroskopische Bilder der Bruchflächen lieferten Hinweise. In den stärksten 90-Grad-Proben enthielten die gebrochenen Flächen vergleichsweise wenige winzige Hohlräume — kleine Taschen oder Lücken zwischen den Filamenten. In den schwächeren 0- und 45-Grad-Proben waren Hohlräume zahlreicher und größer. Die Autorinnen und Autoren führen diesen Unterschied auf den Reiseweg der Düse zurück. Wenn die Düse viele kurze Linien dicht beieinander abfährt, kehrt sie wiederholt zu kürzlich abgelegten, noch warmen Filamenten zurück und fördert so eine enge Verschmelzung. Lange, weit gestreckte Bahnen lassen frühere Segmente abkühlen, bevor die Düse zurückkehrt, sodass die Verbindungen zwischen den Schichten schlechter sind und Hohlräume wahrscheinlicher werden. Effektiv steuert die Werkzeugwegplanung die lokale Wärmeerhaltung, die wiederum bestimmt, wie gut die Glasschichten zusammenwachsen.
Was das für künftige Glasentwürfe bedeutet
Die Studie zeigt, dass die Festigkeit von 3D-gedrucktem Glas nicht allein vom Material vorgegeben ist; sie lässt sich durch die Bewegungsanweisungen des Druckers beeinflussen. Sorgfältig gewählte, kontinuierliche Werkzeugwege, die das Glas warm halten und in engen Kontakt bringen, können die Zuverlässigkeit deutlich erhöhen und gedruckte Bauteile näher an die Leistungsfähigkeit herkömmlichen Glases bringen. Die Autorinnen und Autoren schlagen vor, dass fortgeschrittene Druckstrategien, verbesserte Kontrolle über Poren und Nachbearbeitungsschritte wie erneutes Erwärmen oder Vorspannen die Festigkeit weiter steigern könnten. Ihre Ergebnisse bilden eine Grundlage dafür, gedrucktes Glas nicht nur als Kuriosität, sondern als verlässliches Bau- und Gestaltungsmaterial zu nutzen — von Aussteifungen großer Fensterplatten bis zu filigranen Lampen und optischen Komponenten.
Zitation: Chhadeh, P.A., Nowak, E., Vlahopoulos, D. et al. The effect of toolpath design on the mechanical strength of additively manufactured glass components. npj Adv. Manuf. 3, 16 (2026). https://doi.org/10.1038/s44334-026-00072-1
Schlüsselwörter: 3D-gedrucktes Glas, additive Fertigung, Werkzeugwegplanung, Glasfestigkeit, Fused-Deposition