Clear Sky Science · fr
L’effet de la trajectoire d’outil sur la résistance mécanique des composants en verre fabriqués par ajout de matière
Façonner le verre autrement
Des façades de gratte‑ciel aux écrans de smartphone, le verre est omniprésent, et pourtant la majorité est encore produite selon des méthodes anciennes favorisant les feuilles plates et les formes simples. Cet article examine comment l’impression 3D pourrait libérer le verre de ces limites, permettant des géométries complexes et des pièces sur mesure — mais seulement si le verre imprimé est solide et fiable. Les auteurs posent une question apparemment simple : le trajet suivi par la buse d’une imprimante 3D lorsqu’elle dépose du verre en fusion modifie‑t‑il la propension de ce verre à se rompre ?
Pourquoi l’impression du verre est difficile
Imprimer du verre est beaucoup plus exigeant que d’imprimer du plastique. Le verre doit être chauffé à des températures très élevées et se refroidit de façon complexe, développant des contraintes internes qui peuvent provoquer des fissures. Dans un procédé similaire à l’impression 3D plastique courante, de fins fils de verre sont alimentés dans une buse chaude et déposés sous forme de filaments souples, construisant l’objet couche par couche. Cela ouvre des perspectives enthousiasmantes pour l’art, l’architecture, l’optique et même la fabrication sur site dans des lieux où le transport est difficile, comme des habitats spatiaux ou des stations sous‑marines. Mais avant que les concepteurs n’accordent leur confiance au verre imprimé pour des bâtiments ou des dispositifs réels, les ingénieurs doivent comprendre quelle est sa résistance effective et ce qui la contrôle.
Tester l’influence de la direction des couches sur la résistance
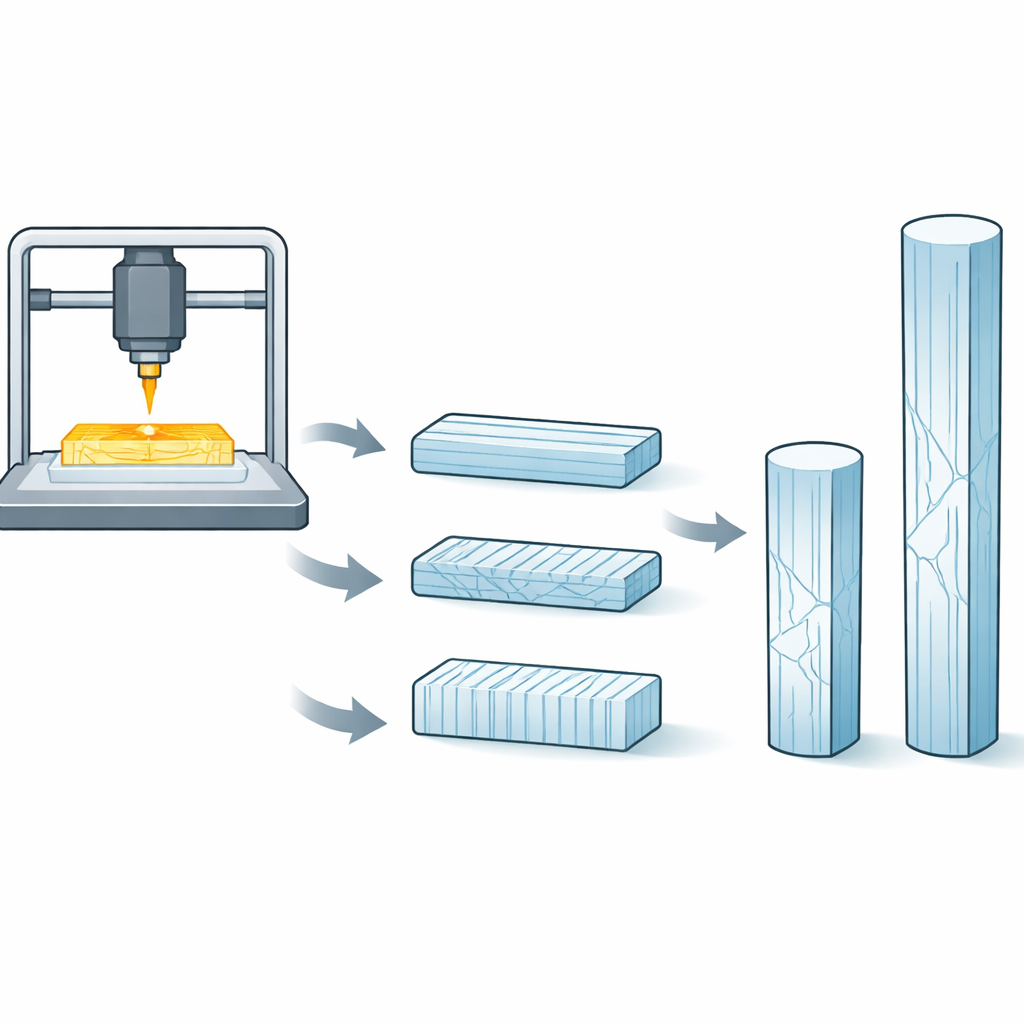
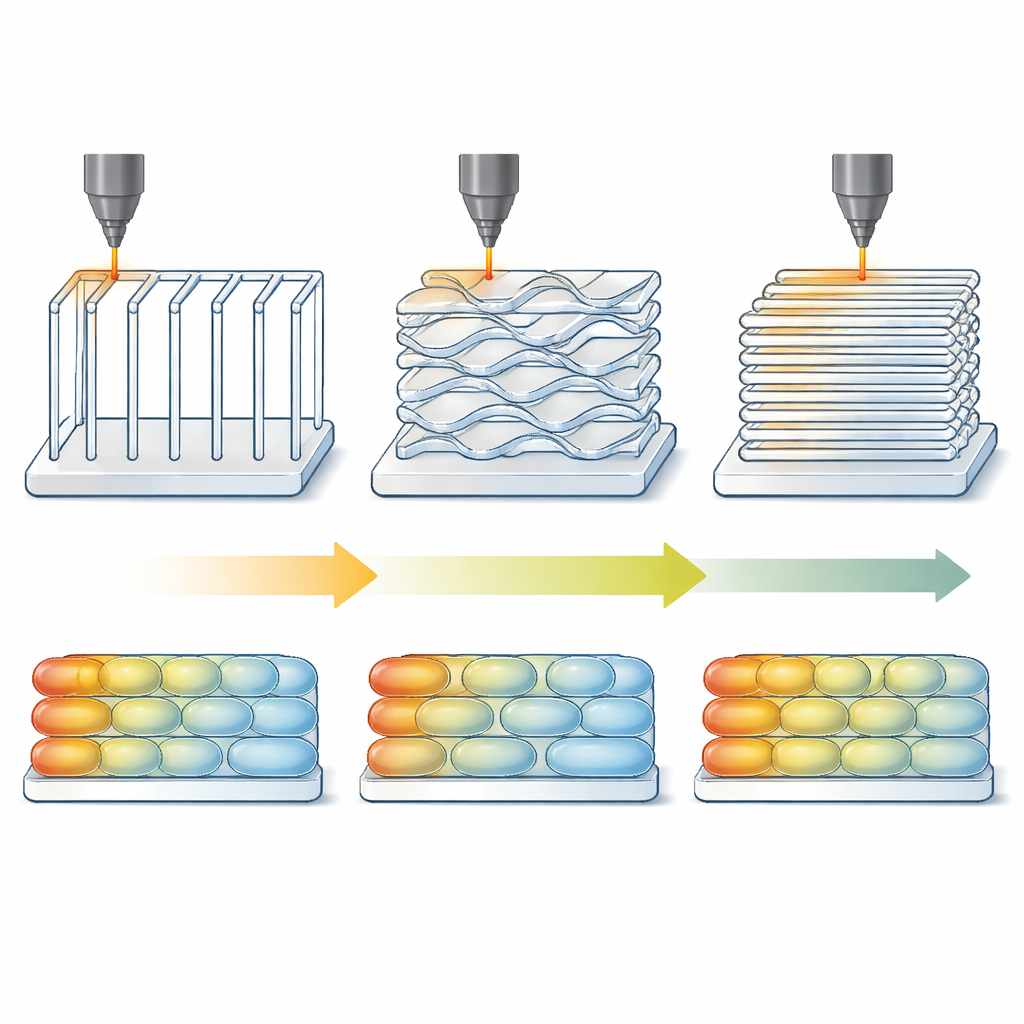
Les chercheurs se sont concentrés sur une technique de type dépôt fusionné qui extrude du verre sodocalcique en fusion — similaire au verre de fenêtre ordinaire — à partir d’une imprimante personnalisée. D’abord, ils ont produit des fils de verre uniformes en utilisant une machine d’étirage automatisée ; ces fils ont servi à la fois de matière d’alimentation et de référence de résistance. Ensuite, ils ont imprimé des éprouvettes normalisées en forme de « dog‑bone », conçues pour se fissurer dans une zone centrale étroite lors de la flexion. De manière cruciale, ils ont varié la façon dont chaque pièce était remplie : les couches pouvaient être alignées le long de la pièce (0 degrés), traverser la pièce (90 degrés) ou être disposées en diagonale (45 degrés). Toutes les autres conditions d’impression — températures, vitesses et épaisseurs de couche — ont été maintenues constantes afin que seul le motif interne de trajectoire change.
Plier le verre jusqu’à la rupture
Pour mesurer la résistance, l’équipe a utilisé un essai de flexion en quatre points : chaque spécimen reposait sur deux appuis inférieurs tandis que deux rouleaux supérieurs appuyaient vers le bas, créant une zone de flexion uniforme au centre. Ils ont enregistré la force à laquelle chaque pièce se fracturait et calculé la contrainte correspondante dans le verre. De manière surprenante, les échantillons dont les couches traversaient la flexion (90 degrés) étaient en moyenne les plus résistants, environ 40 % plus forts que ceux dont les couches suivaient la longueur (0 degré). Les échantillons diagonaux étaient intermédiaires mais affichaient une plus grande dispersion des résultats. Lorsqu’ils ont testé les fils de verre originaux, ceux‑ci se sont révélés encore plus résistants que n’importe quelle pièce imprimée — cohérent avec l’idée que des formes plus grandes et plus complexes ont davantage de chances de contenir de petits défauts qui déclenchent la rupture.
Chaleur, vides et points faibles cachés
Pourquoi les pièces à couches croisées seraient‑elles meilleures que celles apparemment plus « alignées » ? Des images microscopiques des surfaces de fracture ont livré des indices. Dans les échantillons les plus résistants à 90 degrés, les surfaces rompues contenaient relativement peu de petits vides — de petites cavités ou interstices entre filaments. Dans les échantillons plus faibles à 0 et 45 degrés, les vides étaient plus nombreux et plus volumineux. Les auteurs attribuent cette différence au trajet de la buse. Lorsque la buse parcourt de nombreuses courtes lignes rapprochées, elle revient fréquemment sur des filaments récemment déposés qui sont encore chauds, favorisant une fusion serrée. Les trajectoires longues et balayées laissent des segments antérieurs refroidir avant que la buse ne revienne, si bien que les liaisons entre couches sont plus faibles et les vides plus probables. En pratique, la conception de la trajectoire contrôle la rétention locale de chaleur, qui gouverne à son tour la qualité de soudure entre les couches de verre.
Ce que cela signifie pour les futurs designs en verre
Cette étude montre que la résistance du verre imprimé en 3D n’est pas fixée par le matériau seul ; elle peut être ajustée par la manière dont on commande les mouvements de l’imprimante. Des trajectoires continues et soigneusement choisies qui maintiennent le verre chaud et en contact étroit peuvent augmenter sensiblement la fiabilité, rapprochant les pièces imprimées des performances du verre conventionnel. Les auteurs suggèrent que des stratégies d’impression plus avancées, un meilleur contrôle des pores et des étapes de post‑traitement telles que le réchauffage ou la pré‑contrainte pourraient encore élever les résistances. Leurs conclusions jettent les bases d’un usage du verre imprimé non plus comme curiosité, mais comme matériau de construction et de design fiable — depuis des raidisseurs pour de grandes surfaces vitrées jusqu’à des lampes élaborées et des composants optiques.
Citation: Chhadeh, P.A., Nowak, E., Vlahopoulos, D. et al. The effect of toolpath design on the mechanical strength of additively manufactured glass components. npj Adv. Manuf. 3, 16 (2026). https://doi.org/10.1038/s44334-026-00072-1
Mots-clés: verre imprimé en 3D, fabrication additive, conception de trajectoire d’outil, résistance du verre, dépôt fusionné