Clear Sky Science · zh
功能梯度 A356-10 wt% Si3N4 复合材料电火花线切割切削速度与表面粗糙度评估
更坚固的发动机零件与更平滑的切割面
现代汽车、飞机和医疗器械依赖于表面坚硬而内部更轻、更具延展性的金属零件。本研究考察了一类按此思路构建的特殊铝部件,并提出一个实用问题:如何用工业上广泛使用的放电切割方法既快速又干净地切割它?
从表皮到芯部变化的金属
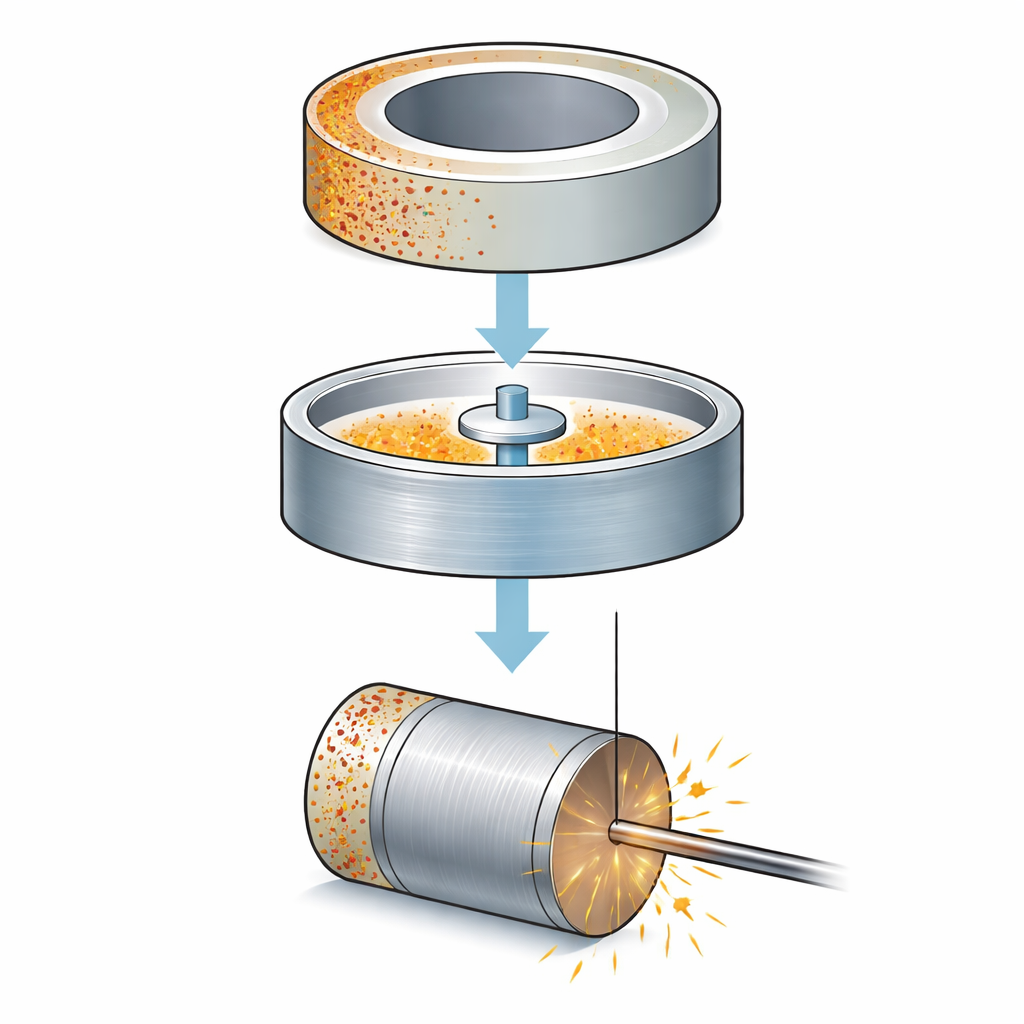
研究人员使用了一种“功能梯度”铝基复合材料,意味着其成分从外表面向中心逐渐变化。他们以常见的铸造合金 A356 为基体,掺入微小的氮化硅颗粒——一种非常硬的陶瓷。通过垂直离心铸造工艺,将熔融混合物置于旋转模具中。较重的陶瓷颗粒被甩向外侧,而较轻、含气的缺陷则趋于迁移到内侧。经热处理后,得到一个中空圆柱体:外带富含硬质陶瓷晶粒且非常刚性的带区;中带含颗粒量适中;内带则更软且多孔。显微镜、X 射线衍射和硬度测试确认了这一逐渐变化的结构与强度分布。
用火花而非刀刃切割
为加工这种梯度金属,研究团队采用了线切割电火花加工(WEDM)。与锯片不同,WEDM 使用细黄铜丝和水浴中的快速电火花来熔化并排出微量金属,无需物理接触。这种方法适用于硬而复杂的零件,但当材料性能在不同区域变化时(如在梯度复合材料中),其表现会不同。研究者从铸环的外、中、内区分别切取小圆柱试件,并系统地改变三个关键机床参数:每次放电的时间(脉冲通电时间)、拉丝的张力以及丝盘给丝的速度。他们设计了包含 27 种组合的结构化试验方案,并对每种组合重复测试以确保切削速度和表面粗糙度测量的可靠性。
什么决定速度与光洁度
结果分析表明,脉冲通电时间在切削速度中起决定性作用。较长的脉冲为每次放电提供更多能量,形成更深的熔池并加快材料去除,因此随着脉冲时间增加,切削速度显著上升。相比之下,线张力对切割表面光洁度的影响最大。当丝线既不过松也不过紧时,其运动稳定,放电间隙保持稳定,所得到的表面相对平整。但在较高张力下,反复放电的冲击会使较刚的丝振动增强,导致表面出现更深的坑洼与脊状纹理。给丝速度也起次要作用:速度过慢会导致局部过热并产生粗糙的再铸层;速度过快则无法为每次放电提供充分作用时间。
为何中间区表现最佳
复合材料内建的梯度与机床参数同样重要。在“过渡”区——铝与陶瓷颗粒比例较为平衡的区域——切割表面往往最光滑,在高分辨率电子显微镜下显示出较小的冲击坑。外带富含硬质颗粒,会扰乱热传导与放电通路,产生更大且不规则的坑洞和更多残渣。内带含较多软金属和孔隙,更容易熔化,但存在空洞与气泡等缺陷,这些在切割后以额外的粗糙度表现出来。三维表面扫描和元素分布映射证实了这些差异,将局部颗粒含量、硬度和孔隙率与每次放电留下的小型冲击痕的形状与深度联系起来。
用于更好加工“智慧金属”的建议
总体而言,对于这类梯度铝-陶瓷部件,研究表明要在 WEDM 中获得最佳性能,应将相对较长的放电时间用于提高切削速度,同时精细调整线张力和给丝速率以保护表面质量,尤其是在敏感的过渡区。研究还证明,从外到内的结构变化——硬质颗粒数量、孔隙率以及金属的刚度——会强烈影响切削速度与表面质量。这些见解为制造商加工先进梯度材料提供了实用规则,帮助他们制造出适用于发动机、航空器及其他高要求用途的耐用、精确成型的零件。
引用: Prathap Singh, S., Elil Raja, D., Ramesh Kumar, C. et al. Evaluation of cutting speed and surface roughness in WEDM of functionally graded A356-10 wt% Si3N4 composite. Sci Rep 16, 14193 (2026). https://doi.org/10.1038/s41598-026-44989-1
关键词: 线切割电火花, 铝基复合材料, 表面精饰, 切削速度, 功能梯度材料