Clear Sky Science · fr
Évaluation de la vitesse de coupe et de la rugosité de surface en WEDM d’un composite A356 à gradient fonctionnel contenant 10 % en poids de Si3N4
Des pièces moteur plus résistantes et des coupes plus nettes
Les voitures, avions et dispositifs médicaux modernes reposent sur des pièces métalliques qui doivent être dures en surface tout en restant plus légères et plus ductiles à l’intérieur. Cette étude explore un type particulier de pièce en aluminium conçu exactement de cette façon et pose une question pratique : comment le couper rapidement et proprement à l’aide d’un procédé d’usinage par étincelage largement utilisé en industrie ?
Un métal qui change de la peau au noyau
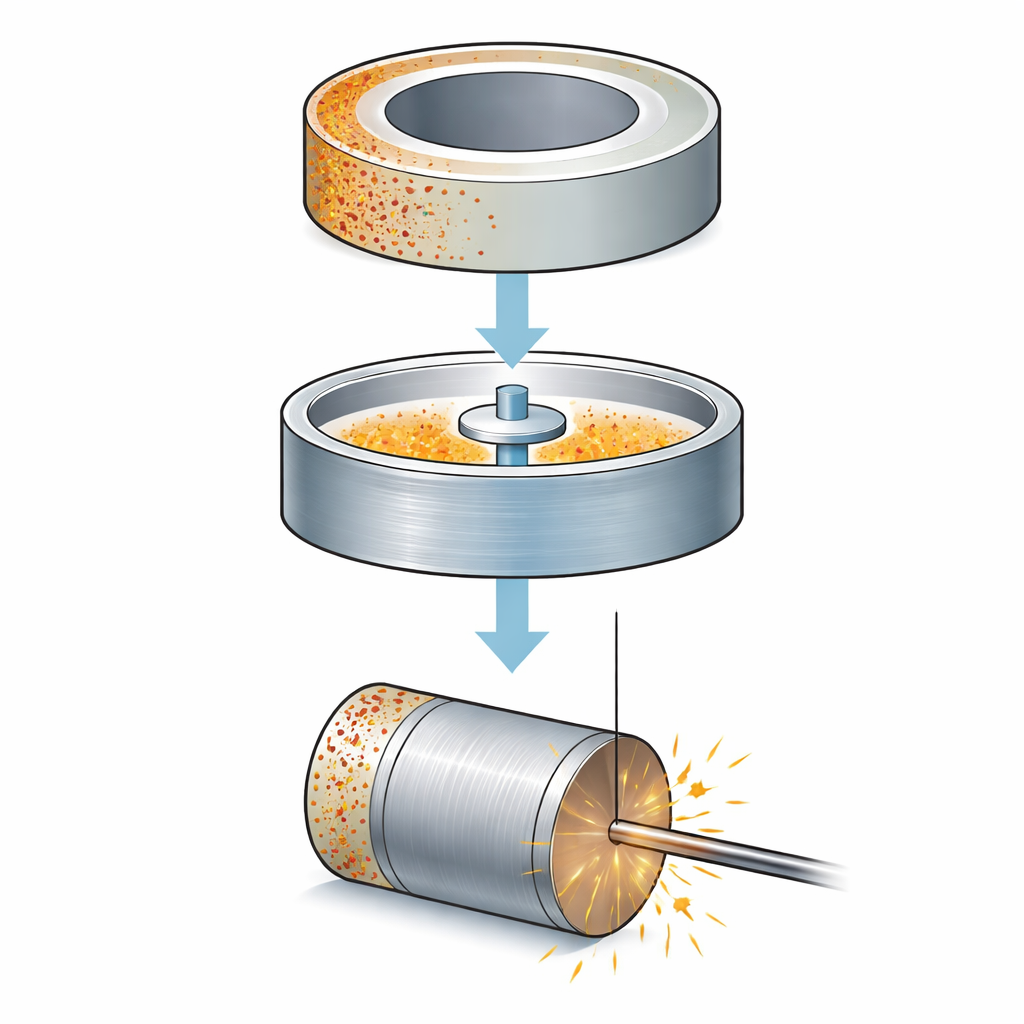
Les chercheurs ont travaillé sur un composite d’aluminium « à gradient fonctionnel », ce qui signifie que sa composition évolue progressivement de la surface vers le centre. Ils ont commencé avec un alliage de fonderie courant, l’aluminium A356, et ont incorporé de minuscules particules de nitrure de silicium, une céramique très dure. Par un procédé de centrifusion verticale, ils ont fait tourner le mélange en fusion dans un moule rotatif. Les particules céramiques, plus lourdes, ont été projetées vers l’extérieur tandis que les défauts gazeux plus légers avaient tendance à migrer vers l’intérieur. Après traitement thermique, le résultat était un cylindre creux dont la bande extérieure était riche en grains céramiques durs et très rigide, la bande intermédiaire présentait une quantité modérée de particules, et la zone intérieure était plus tendre et plus poreuse. Des observations au microscope, des diffractogrammes par rayons X et des essais de dureté ont confirmé ce gradient intégré de structure et de résistance.
Couper avec des étincelles plutôt qu’avec des lames
Pour usiner ce métal à gradient, l’équipe a utilisé l’électroérosion par fil (WEDM). Plutôt qu’une scie, la WEDM emploie un fil de laiton fin et des étincelles électriques rapides dans un bain d’eau pour fondre et évacuer de petites quantités de matière sans contact physique. Cette méthode convient aux pièces dures et complexes mais se comporte différemment lorsque les propriétés du matériau varient d’une zone à l’autre, comme dans un composite à gradient. Les chercheurs ont découpé de petits goupillons cylindriques dans les régions extérieure, intermédiaire et intérieure de la bague moulée, puis ont fait varier systématiquement trois réglages machine clés : la durée de chaque étincelle (temps de pulse), la tension du fil, et la vitesse d’avance du fil depuis la bobine. Ils ont utilisé un plan d’essais structuré comprenant 27 combinaisons, répétant chaque configuration afin d’obtenir des mesures fiables de la vitesse de coupe et de la rugosité de surface.
Ce qui contrôle la vitesse et la rugosité
L’analyse des résultats a révélé que la durée des étincelles était de loin le principal facteur influençant la vitesse de coupe. Des impulsions plus longues délivraient plus d’énergie par étincelle, créant des piscines de fusion plus profondes et un enlèvement de matière plus rapide, si bien que la vitesse de coupe augmentait fortement avec le temps de pulse. En revanche, la tension du fil a exercé la plus grande influence sur la qualité de la surface. Quand le fil n’était ni trop lâche ni trop tendu, il se déplaçait de façon stable, l’écart d’étincelage restait constant et la surface obtenue était relativement régulière. À des tensions plus élevées, toutefois, l’impact répétitif des étincelles faisait vibrer davantage le fil rigide, entraînant une texture irrégulière avec des cratères et des crêtes plus profonds. La vitesse d’alimentation du fil jouait aussi un rôle secondaire : trop lente elle favorisait une surchauffe locale et une couche de recuit grossière ; trop rapide, elle ne laissait pas suffisamment de temps à chaque étincelle pour agir efficacement.
Pourquoi la zone intermédiaire se comporte le mieux
Le gradient incorporé du composite s’est avéré aussi important que les réglages machine. Les surfaces usinées dans la zone « de transition » — où l’aluminium et la céramique sont équilibrés — avaient tendance à être les plus lisses et présentaient des cratères plus petits sous microscope électronique à haute résolution. La zone extérieure, chargée en particules céramiques dures, perturbait l’écoulement de la chaleur et le trajet des étincelles, produisant des cratères plus grands et irréguliers ainsi que davantage de débris. La zone intérieure, plus riche en métal tendre et en pores, était plus facile à fondre mais souffrait de défauts comme des vides et des bulles, qui laissaient leur empreinte sous forme d’une rugosité accrue après l’usinage. Des relevés de surface tridimensionnels et des cartographies élémentaires ont confirmé ces différences, reliant la teneur locale en particules, la dureté et la porosité à la forme et à la profondeur des petites marques d’impact laissées par chaque étincelle.
Recommandations pour un meilleur usinage des métaux « intelligents »
Au global, l’étude montre que, pour ce type de pièce aluminium–céramique à gradient, obtenir les meilleures performances en WEDM revient à associer un temps de pulse relativement long pour une coupe rapide avec une tension de fil et une vitesse d’alimentation parfaitement ajustées afin de préserver la qualité de surface, notamment dans la région de transition délicate. Elle démontre aussi que les variations de structure de l’extérieur vers l’intérieur — nombre de particules dures, degré de porosité et rigidité du métal — influencent fortement à la fois la vitesse et la finition. Ces enseignements fournissent aux fabricants des règles pratiques pour l’usinage de matériaux avancés à gradient, les aidant à produire des composants durables et usinés avec précision pour les moteurs, l’aéronautique et d’autres applications exigeantes.
Citation: Prathap Singh, S., Elil Raja, D., Ramesh Kumar, C. et al. Evaluation of cutting speed and surface roughness in WEDM of functionally graded A356-10 wt% Si3N4 composite. Sci Rep 16, 14193 (2026). https://doi.org/10.1038/s41598-026-44989-1
Mots-clés: électroérosion filaire, composite d’aluminium, fini de surface, vitesse de coupe, matériaux à gradient de propriétés