Clear Sky Science · pt
Avaliação da velocidade de corte e rugosidade de superfície na WEDM de compósito A356 funcionalmente graduado com 10 wt% Si3N4
Peças de motor mais resistentes e cortes mais suaves
Carros, aviões e dispositivos médicos modernos dependem de peças metálicas que precisam ser duras por fora e, ao mesmo tempo, mais leves e mais flexíveis por dentro. Este estudo explora um tipo especial de componente de alumínio construído exatamente dessa maneira e faz uma pergunta prática: como cortá‑lo de forma rápida e limpa com um método de corte por faísca amplamente usado na indústria?
Metal que muda da superfície ao núcleo
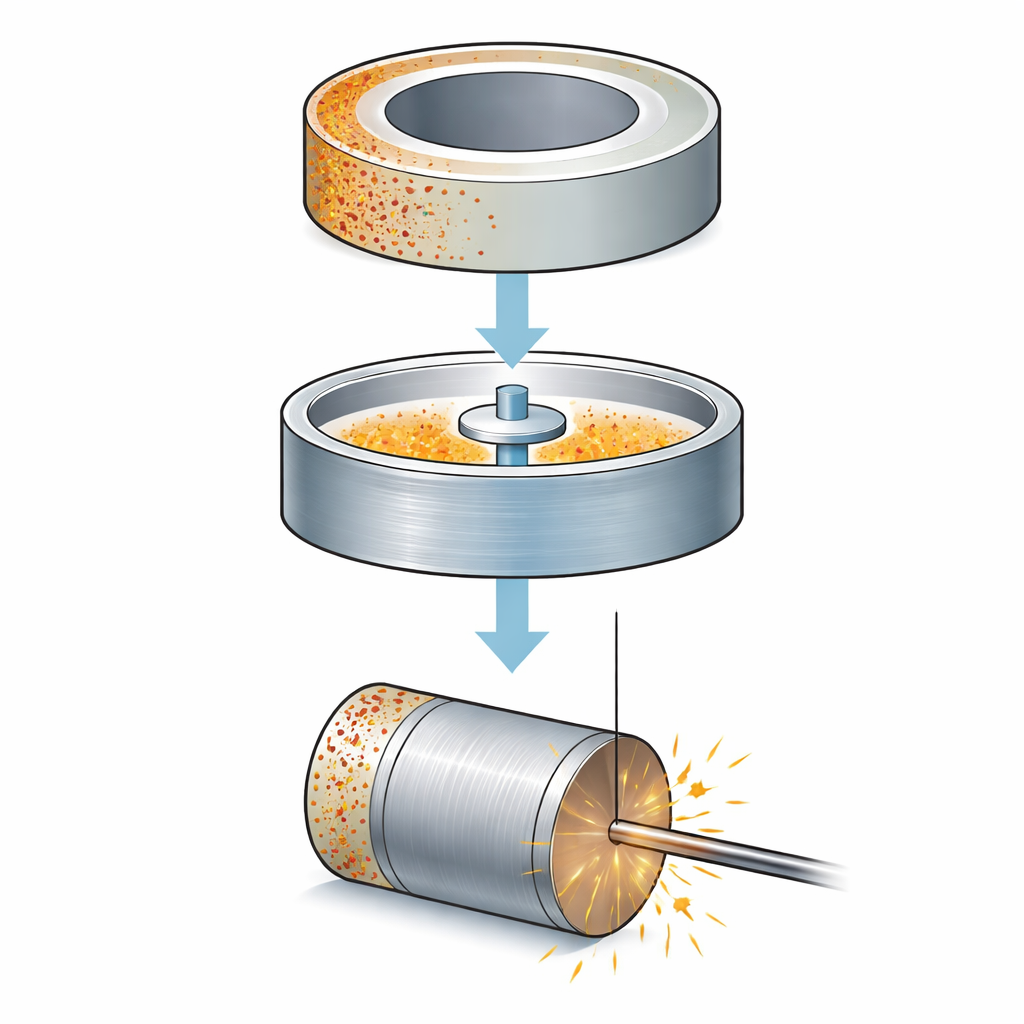
Os pesquisadores trabalharam com um compósito de alumínio “funcionalmente graduado”, isto é, cuja composição muda gradualmente da superfície externa em direção ao centro. Partiram de uma liga de fundição comum, o alumínio A356, e adicionaram pequenas partículas de nitreto de silício, uma cerâmica muito dura. Usando um processo de fundição centrífuga vertical, giraram a mistura fundida em um molde rotativo. As partículas cerâmicas, mais pesadas, foram empurradas para a periferia enquanto defeitos mais leves e com gás tenderam a migrar para o interior. Após tratamento térmico, o resultado foi um cilindro oco onde a faixa externa era rica em grãos cerâmicos duros e muito rígida, a faixa intermediária tinha uma quantidade moderada de partículas e a faixa interna era mais macia e porosa. Microscópios, difração de raios X e testes de dureza confirmaram esse gradiente incorporado na estrutura e na resistência.
Corte com faíscas em vez de lâminas
Para usinar esse metal graduado, a equipe utilizou usinagem por erosão elétrica com fio (WEDM). Em vez de uma serra, a WEDM emprega um fio fino de latão e faíscas elétricas rápidas em um banho de água para fundir e ejetar pequenas porções de metal sem contato físico. Essa abordagem é adequada para peças duras e complexas, mas se comporta de forma diferente quando as propriedades do material mudam de zona para zona, como em um compósito graduado. Os pesquisadores cortaram pequenos pinos cilíndricos das regiões externa, média e interna do anel fundido e, em seguida, variaram sistematicamente três configurações-chave da máquina: quanto tempo cada faísca durava (tempo de pulso), quão tensionado o fio era (tensão do fio) e quão rápido o tambor alimentava o fio. Utilizaram um plano de ensaio estruturado com 27 combinações, repetindo cada uma para garantir medições confiáveis de velocidade de corte e rugosidade de superfície.
O que controla velocidade e suavidade
A análise dos resultados revelou que a duração do pulso foi, disparadamente, o principal fator que determina a velocidade de corte. Pulsos mais longos entregaram mais energia por faísca, criando poços de fusão mais profundos e remoção de material mais rápida, de modo que a velocidade de corte aumentou acentuadamente com o aumento do tempo de pulso. Em contraste, a tensão do fio foi a influência mais forte sobre a suavidade da superfície cortada. Quando o fio não estava nem muito frouxo nem muito apertado, movia‑se com estabilidade, a folga de faísca permanecia estável e a superfície resultante era relativamente uniforme. Em tensões mais altas, contudo, o impacto das faíscas repetidas fazia o fio rígido vibrar mais, levando a uma textura irregular com crateras e saliências mais profundas. A velocidade de alimentação do fio também desempenhou um papel secundário: muito lenta permitia aquecimento local excessivo e uma camada recast áspera; muito rápida não deixava tempo suficiente para cada faísca atuar efetivamente.
Por que a zona intermediária se comporta melhor
O gradiente incorporado do compósito mostrou‑se tão importante quanto as configurações da máquina. Superfícies cortadas na zona de “transição” — onde há uma mistura equilibrada de alumínio e cerâmica — tenderam a ser as mais suaves e exibiram crateras menores sob microscópios eletrônicos de alta resolução. A zona externa, carregada de partículas cerâmicas duras, interrompia o fluxo de calor e os caminhos das faíscas, produzindo crateras maiores e irregulares e mais detritos. A zona interna, mais rica em metal mais macio e poros, era mais fácil de fundir, mas sofria com defeitos como vazios e bolhas, que deixavam sua marca como rugosidade adicional após o corte. Varreduras tridimensionais da superfície e mapeamento de elementos confirmaram essas diferenças, ligando o conteúdo local de partículas, dureza e porosidade à forma e profundidade das pequenas marcas de impacto deixadas por cada faísca.
Diretrizes para um melhor corte de metais inteligentes
No geral, o estudo mostra que, para este tipo de peça alumínio–cerâmica graduada, obter o melhor desempenho com WEDM significa emparelhar um tempo de faísca relativamente longo para corte rápido com tensão do fio e taxa de alimentação cuidadosamente ajustadas para preservar a qualidade da superfície, especialmente na delicada região de transição. Também demonstra que mudanças na estrutura de fora para dentro — quantas partículas duras, quanta porosidade e quão rígido é o metal — afetam fortemente tanto a velocidade quanto o acabamento. Esses insights fornecem regras práticas para os fabricantes na usinagem de materiais graduados avançados, ajudando‑os a criar componentes duráveis e com formato preciso para motores, aeronaves e outras aplicações exigentes.
Citação: Prathap Singh, S., Elil Raja, D., Ramesh Kumar, C. et al. Evaluation of cutting speed and surface roughness in WEDM of functionally graded A356-10 wt% Si3N4 composite. Sci Rep 16, 14193 (2026). https://doi.org/10.1038/s41598-026-44989-1
Palavras-chave: corte por EDM com fio, compósito de alumínio, acabamento de superfície, velocidade de corte, materiais funcionalmente gradientes