Clear Sky Science · ru
Оценка скорости резания и шероховатости поверхности при проволочно‑ЭДМ функционально градиентного композита A356 с 10 мас.% Si3N4
Более прочные детали двигателя и более гладкие резы
Современные автомобили, самолёты и медицинские приборы используют металлические детали, которые должны быть прочными снаружи, но легче и более гибкими внутри. В этом исследовании рассматривается особый тип алюминиевой детали, выполненной именно по такой схеме, и поставлен практический вопрос: как разрезать её быстро и чисто с помощью широко применяемого в промышленности искрового метода резки?
Металл, меняющийся от поверхности к сердцевине
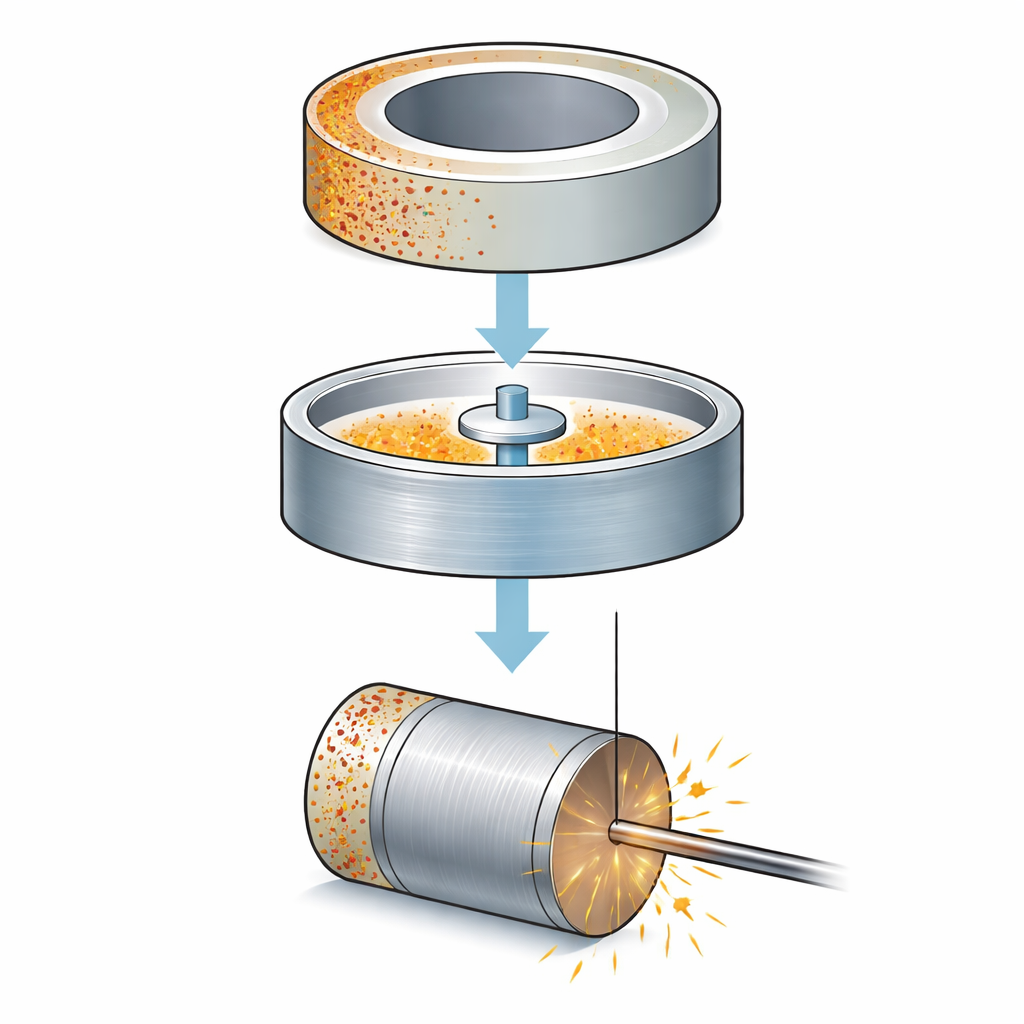
Исследователи работали с «функционально градиентным» алюминиевым композитом, то есть с материалом, состав которого постепенно изменяется от внешней поверхности к центру. Они взяли распространённый литейный сплав A356 и добавили в него крошечные частицы нитрида кремния, очень твердой керамики. С помощью вертикального центробежного литья расплавленную смесь вращали в форме. Более тяжёлые керамические частицы отталкивались к периферии, а лёгкие пористые включения стремились мигрировать к центру. После термообработки получился полый цилиндр: наружная зона была обогащена твёрдыми керамическими зернами и обладала высокой жёсткостью, средняя зона содержала умеренное количество частиц, а внутренняя зона была мягче и более пористой. Микроскопия, рентгеновская дифракция и испытания на твёрдость подтвердили наличие этого встроенного градиента структуры и прочности.
Резка искрами вместо лезвий
Чтобы формовать этот градиентный металл, команда использовала проволочно‑электрическое разрядное удаление металла (WEDM). Вместо пилы WEDM использует тонкую латунную проволоку и быстрые электрические искры в водной ванне, чтобы расплавлять и выбрасывать микроучастки металла без физического контакта. Этот подход хорошо подходит для твёрдых и сложных деталей, но ведёт себя иначе, когда свойства материала меняются от зоны к зоне, как в градиентном композите. Исследователи вырезали небольшие цилиндрические штифты из наружной, средней и внутренней зон кольца и систематически варьировали три ключевые настройки станка: продолжительность каждого импульса (pulse‑on time), натяжение проволоки и скорость подачи проволоки с барабана. Они использовали структурированный план эксперимента с 27 комбинациями, повторяя каждую для получения надёжных измерений скорости резания и шероховатости поверхности.
Что управляет скоростью и гладкостью
Анализ результатов показал, что продолжительность искрового импульса была бесспорным главным фактором, определяющим скорость резания. Более длинные импульсы передавали больше энергии за искру, создавая более глубокие зоны плавления и быстрее удаляя материал, поэтому скорость резания резко возрастала с увеличением времени импульса. В то же время натяжение проволоки оказывало наибольшее влияние на гладкость поверхности. При умеренном натяжении проволока двигалась стабильно, зазор искры оставался постоянным, и получаемая поверхность была относительно ровной. Однако при более высоком натяжении многократные удары искр вызывали большую вибрацию жёсткой проволоки, что приводило к неровной текстуре с более глубокими ямами и гребнями. Скорость подачи проволоки играла второстепенную роль: слишком медленная подача допускала избыточный локальный нагрев и образование грубого переплавленного слоя; слишком быстрая — не оставляла достаточно времени каждому импульсу для эффективного действия.
Почему средняя зона ведёт себя лучше
Встроенный градиент композита оказался столь же важен, как и настройки станка. Поверхности, вырезанные в «переходной» зоне — где наблюдается сбалансированное соотношение алюминия и керамики — как правило, были наиболее гладкими и имели меньшие кратеры при просмотре в высоком разрешении электронного микроскопа. Наружная зона, насыщенная твёрдыми керамическими частицами, нарушала теплопроводность и траектории искр, создавая большие неправильной формы кратеры и большее количество остатков. Внутренняя зона, содержащая больше мягкого металла и пористости, плавилась легче, но страдала от дефектов, таких как полости и пузыри, которые оставляли следы в виде дополнительной шероховатости после резки. Трёхмерные сканирования поверхности и картирование элементов подтвердили эти различия, связывая локальное содержание частиц, твёрдость и пористость с формой и глубиной микровмятин, оставляемых каждой искрой.
Рекомендации для лучшей обработки «умных» металлов
В целом исследование показывает, что для такого рода градиентных алюминиево‑керамических деталей оптимальная обработка методом WEDM достигается при сочетании относительно длинного времени искрового импульса для высокой скорости резания с тщательно подобранным натяжением и скоростью подачи проволоки для сохранения качества поверхности, особенно в чувствительной переходной зоне. Также показано, что изменения структуры от внешней поверхности к центру — сколько твёрдых частиц, уровень пористости и жёсткость металла — сильно влияют как на скорость, так и на финиш. Эти выводы дают производителям практические рекомендации по механической обработке передовых градиентных материалов, помогая им создавать долговечные, точно сформованные компоненты для двигателей, авиации и других ответственных применений.
Цитирование: Prathap Singh, S., Elil Raja, D., Ramesh Kumar, C. et al. Evaluation of cutting speed and surface roughness in WEDM of functionally graded A356-10 wt% Si3N4 composite. Sci Rep 16, 14193 (2026). https://doi.org/10.1038/s41598-026-44989-1
Ключевые слова: проволочная ЭДМ, алюминиевый композит, отделка поверхности, скорость резания, функционально градиентные материалы