Clear Sky Science · tr
Fonksiyonel olarak derecelendirilmiş A356-%%10 wt%% Si3N4 kompozitinin WEDM ile kesim hızının ve yüzey pürüzlülüğünün değerlendirilmesi
Daha dayanıklı motor parçaları ve daha düzgün kesimler
Günümüz otomobilleri, uçakları ve tıbbi cihazları, dış yüzeyi sert ama iç yapısı daha hafif ve esnek olması gereken metal parçalara dayanır. Bu çalışma tam olarak bu şekilde inşa edilmiş özel bir alüminyum parçayı inceliyor ve endüstride yaygın olarak kullanılan kıvılcımlı bir kesme yöntemiyle nasıl hızlı ve temiz kesilebileceği sorusuna pratik bir yanıt arıyor.
Dıştan çekirdeğe doğru değişen metal
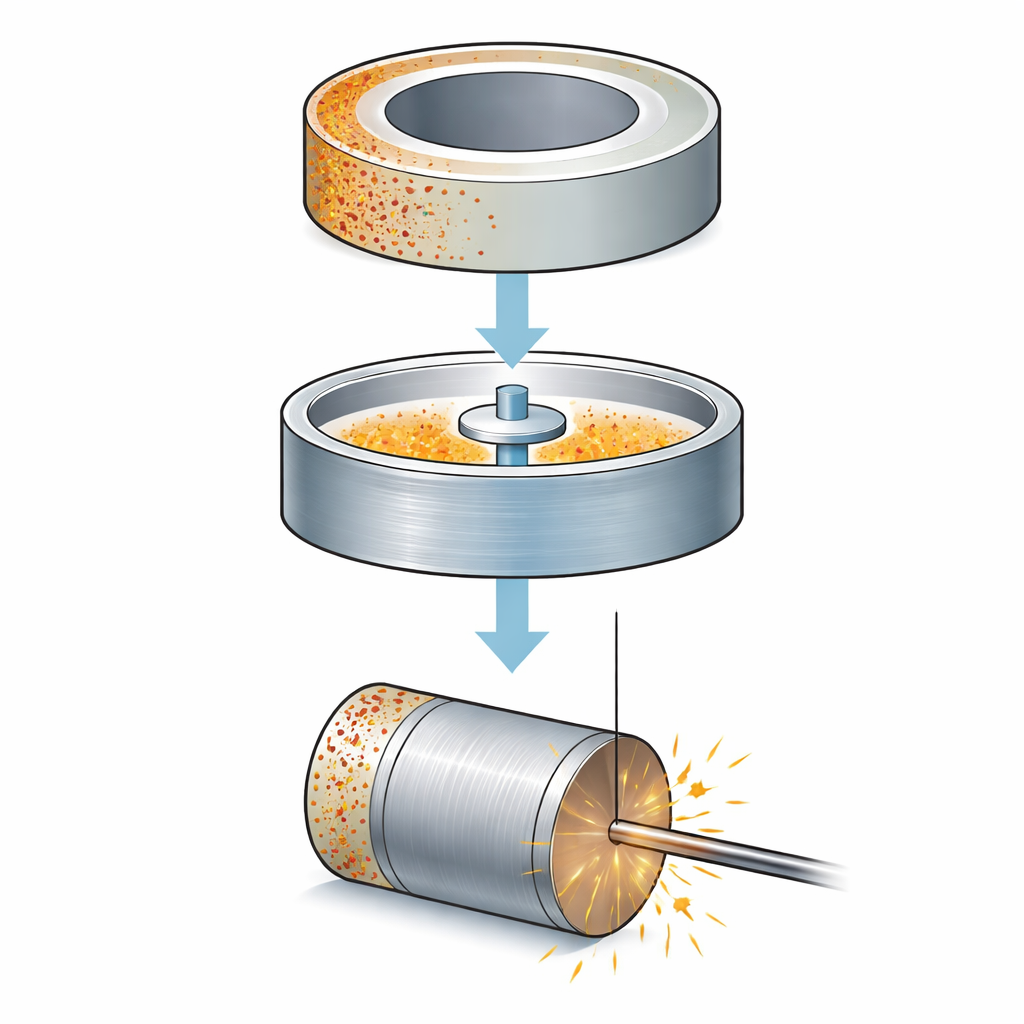
Araştırmacılar, bileşimi dış yüzeyden merkeze doğru kademeli olarak değişen "fonksiyonel derecelendirilmiş" bir alüminyum kompozit üzerinde çalıştı. Çalışmada yaygın bir döküm alaşımı olan A356 alüminyum kullanıldı ve çok sert bir seramik olan silikon nitrürün küçük parçacıkları karışıma eklendi. Dikey santrifüj döküm prosesiyle, eriyik dönen bir kalıpta döndürüldü. Ağır seramik parçacıklar dışa doğru itilirken, daha hafif, gaz dolu kusurlar içe doğru göç etme eğilimi gösterdi. Isıl işlem sonrasında ortaya çıkan sonuç, dış bandı sert seramik taneler bakımından zengin ve çok rijit, orta bandı orta miktarda parçacık içeren ve iç bandı daha yumuşak ve gözenekli olan boş silindir biçimindeydi. Mikroskoplar, X-ışını kırınımı ve sertlik testleri, yapıda ve mukavemetteki bu yerleşik gradyanı doğruladı.
Bıçak yerine kıvılcımlarla kesme
Bu kademeli metalin şekillendirilmesi için ekip tel elektrik boşaltma işleme (WEDM) kullandı. Testere yerine, WEDM su banyosunda ince bir pirinç tel ve hızlı elektrik kıvılcımları kullanarak metalin küçük kısımlarını temas etmeden eritip uzaklaştırır. Bu yaklaşım sert, karmaşık parçalar için uygundur ancak malzemenin özellikleri bölgeden bölgeye değiştiğinde, derecelendirilmiş bir kompozitte olduğu gibi farklı davranır. Araştırmacılar döküm halkanın dış, orta ve iç bölgelerinden küçük silindirik pimler kestiler ve sonra üç önemli makine ayarını sistematik olarak değiştirdiler: her kıvılcımın ne kadar sürdüğü (pulse-on süresi), telin ne kadar sıkı çekildiği (tel gerilimi) ve tel tamburunun teli besleme hızı. Kesim hızı ve yüzey pürüzlülüğünün güvenilir ölçümlerini sağlamak için 27 kombinasyondan oluşan yapılandırılmış bir test planı kullandılar ve her kombinasyonu tekrarladılar.
Hızı ve pürüzsüzlüğü ne kontrol ediyor
Sonuçların analizi, kesim hızının tartışmasız en büyük sürücüsünün kıvılcım süresi olduğunu ortaya koydu. Daha uzun darbeler kıvılcım başına daha fazla enerji vererek daha derin erime havuzları ve daha hızlı malzeme uzaklaştırma oluşturdu; bu nedenle pulse-on süresi arttıkça kesim hızı belirgin şekilde yükseldi. Buna karşılık, tel gerilimi kesilen yüzeyin ne kadar pürüzsüz olacağı üzerinde en güçlü etkiye sahipti. Tel ne çok gevşek ne de çok sıkı olduğunda tel daha stabil hareket etti, kıvılcım boşluğu kararlı kaldı ve ortaya çıkan yüzey nispeten düzgündü. Ancak daha yüksek gerilimlerde tekrarlayan kıvılcımların etkisi telin daha fazla titreşmesine neden olarak daha düzensiz bir doku, daha derin çukurlar ve sırtlar oluşturdu. Tel besleme hızı da ikincil bir rol oynadı: çok yavaş olması aşırı yerel ısınmaya ve kaba bir yeniden döküm tabakasına izin verdi; çok hızlı olması ise her kıvılcımın etkili olabilmesi için yeterli zamanı bırakmadı.
Orta bölgenin neden en iyi davrandığı
Kompozitin yerleşik gradyanı, makine ayarları kadar önemli çıktı. Alüminyum ve seramiğin dengeli bir karışımına sahip olan "geçiş" bölgesinde kesilen yüzeyler genellikle en pürüzsüz olanlardı ve yüksek çözünürlüklü elektron mikroskoplarında daha küçük kraterler gösterdi. Sert seramik parçacıklarla dolu dış bölge ısı akışını ve kıvılcım yollarını bozarak daha büyük, düzensiz kraterler ve daha fazla artık üretti. Daha yumuşak metal ve gözenek bakımından zengin iç bölge eritilmesi daha kolay olmakla birlikte boşluklar ve kabarcıklar gibi kusurlardan etkilendi; bunlar kesim sonrası ekstra pürüzlülük olarak iz bıraktı. Üç boyutlu yüzey taramaları ve element haritalama bu farklılıkları doğrulayarak, yerel parçacık içeriği, sertlik ve gözenekliliği her kıvılcımın bıraktığı küçük darbe izlerinin şekli ve derinliğiyle ilişkilendirdi.
Akıllı metallerin daha iyi işlenmesi için kılavuzlar
Genel olarak çalışma, bu tür derecelendirilmiş alüminyum–seramik parçalarda WEDM'den en iyi performansı almak için hızlı kesim amacıyla nispeten uzun kıvılcım süresinin, özellikle hassas geçiş bölgesinde yüzey kalitesini korumak üzere dikkatle ayarlanmış tel gerilimi ve besleme hızıyla eşleştirilmesi gerektiğini gösteriyor. Ayrıca dıştan içe yapısal değişimlerin — kaç tane sert parçacık olduğu, gözenekliliğin miktarı ve metalin rijitliği — hem hız hem de finisaj üzerinde güçlü etkileri olduğunu gösteriyor. Bu bulgular, üreticilere gelişmiş derecelendirilmiş malzemeleri işlemek için pratik kurallar sunarak, motorlar, uçaklar ve diğer zorlu uygulamalar için dayanıklı, hassas şekilli bileşenler üretmelerine yardımcı olur.
Atıf: Prathap Singh, S., Elil Raja, D., Ramesh Kumar, C. et al. Evaluation of cutting speed and surface roughness in WEDM of functionally graded A356-10 wt% Si3N4 composite. Sci Rep 16, 14193 (2026). https://doi.org/10.1038/s41598-026-44989-1
Anahtar kelimeler: tel EDM, alüminyum kompozit, yüzey finisajı, kesim hızı, fonksiyonel derecelendirilmiş malzemeler