Clear Sky Science · nl
Evaluatie van snijsnelheid en oppervlakteruwheid bij WEDM van functioneel gegradieerd A356-10 wt% Si3N4-composiet
Sterkere motoronderdelen en gladdere sneden
Moderne auto’s, vliegtuigen en medische apparaten vertrouwen op metalen onderdelen die aan de buitenkant taai moeten zijn maar van binnen lichter en flexibeler. Deze studie onderzoekt een speciaal type aluminium onderdeel dat precies op die manier is opgebouwd en stelt een praktische vraag: hoe kunnen we het snel en netjes snijden met een vonkgebaseerde snijmethode die veel in de industrie wordt gebruikt?
Metaal dat verandert van huid naar kern
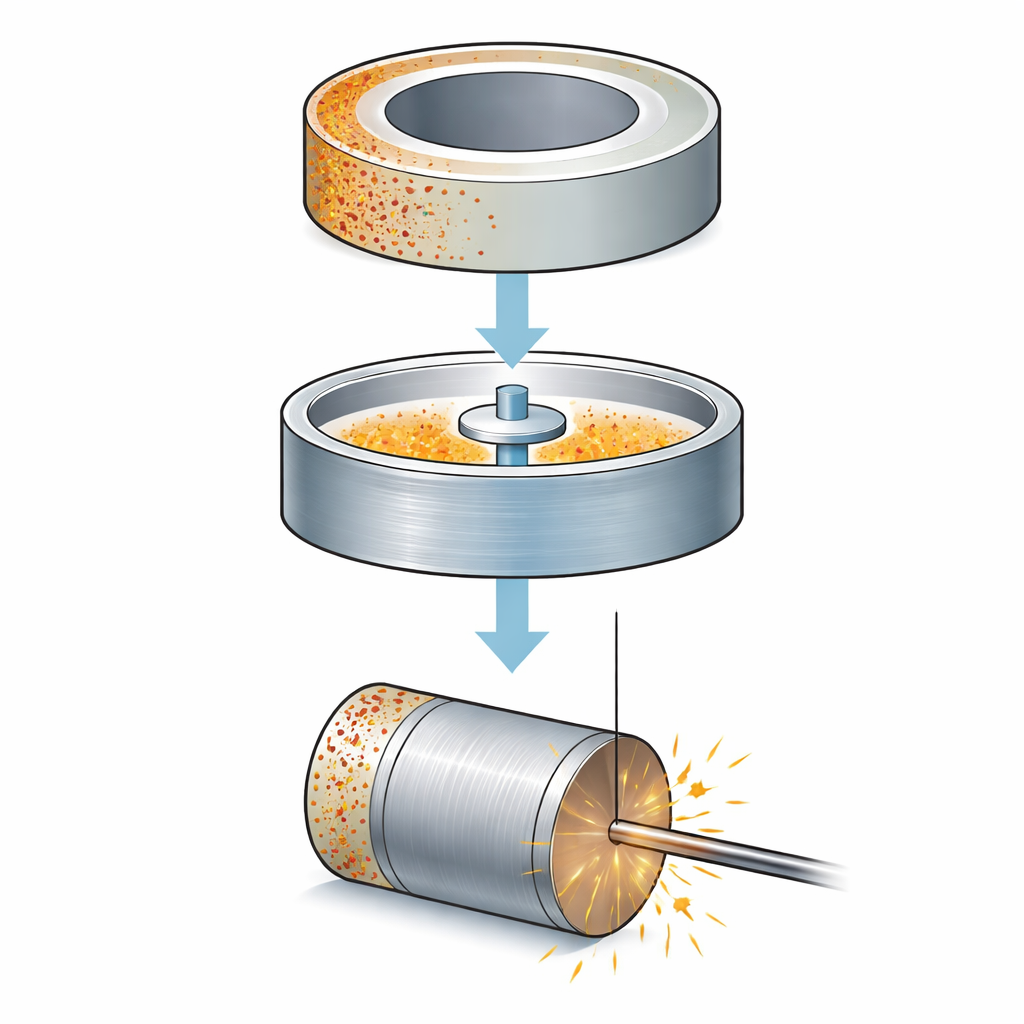
De onderzoekers werkten met een “functioneel gegradieerd” aluminiumcomposiet, wat betekent dat de samenstelling geleidelijk verandert van het buitenoppervlak naar het centrum. Ze begonnen met een veelgebruikte gietlegering, A356-aluminium, en mengden er kleine deeltjes silicumnitride in, een zeer hard keramisch materiaal. Met een verticale centrifugaalgietprocedure lieten ze het gesmolten mengsel in een roterende mal stromen. De zwaardere keramische deeltjes werden naar buiten geduwd terwijl lichtere, met gas gevulde defecten de neiging hadden naar binnen te migreren. Na warmtebehandeling resulteerde dit in een holle cilinder waarvan de buitenste band rijk was aan harde keramische korrels en zeer stijf, de middenband een matige hoeveelheid deeltjes bevatte, en de binnenste band zachter en poreuzer was. Microscopie, röntgendiffractie en hardheidstests bevestigden deze ingebouwde gradient in structuur en sterkte.
Snijden met vonken in plaats van bladen
Om dit gegradieerde metaal te bewerken gebruikte het team draad‑elektro‑vonkverspaning (WEDM). In plaats van een zaag gebruikt WEDM een dunne messing draad en snelle elektrische vonken in een waterbad om kleine delen metaal te smelten en te verwijderen zonder fysiek contact. Deze methode is goed geschikt voor harde, complexe onderdelen, maar gedraagt zich anders wanneer de materiaaleigenschappen van zone tot zone veranderen, zoals bij een gegradieerd composiet. De onderzoekers sneden kleine cilindrische pinnetjes uit de buiten-, midden- en binnenregio’s van de gegoten ring en varieerden systematisch drie belangrijke machine-instellingen: hoe lang elke vonk duurde (pulse‑on-tijd), hoe strak de draad gespannen was (draaddruk), en hoe snel de draadváltrom de draad voerde (draadsnelheid). Ze gebruikten een gestructureerd testplan met 27 combinaties en herhaalden elke combinatie om betrouwbare metingen van snijsnelheid en oppervlakteruwheid te krijgen.
Wat snelheid en gladheid bepaalt
Analyse van de resultaten toonde aan dat de vonkduur veruit de belangrijkste factor voor de snijsnelheid was. Langere pulsen leverden meer energie per vonk, creëerden diepere smeltbaden en sneden sneller materiaal weg, waardoor de snijsnelheid sterk toenam met de pulse‑on-tijd. Daarentegen had draaddruk de grootste invloed op hoe glad het snijoppervlak werd. Wanneer de draad niet te los en niet te strak gespannen was, bewoog deze stabiel, bleef de vonkafstand constant en was het resulterende oppervlak relatief egaal. Bij hogere spanningen veroorzaakte de impact van opeenvolgende vonken echter meer trillingen in de stijve draad, wat leidde tot een onregelmatige textuur met diepere kuiltjes en richels. De draadsnelheid speelde ook een secundaire rol: te langzaam veroorzaakte overmatige lokale verhitting en een ruwe herstellaag; te snel liet niet genoeg tijd over voor elke vonk om effectief te werken.
Waarom de middenzone het beste presteert
De ingebouwde gradient van het composiet bleek net zo belangrijk als de machine-instellingen. Oppervlakken die in de “overgangszone” werden gesneden — waar een gebalanceerde mix van aluminium en keramiek aanwezig is — waren doorgaans het gladst en vertoonden kleinere kraters onder hoogresolutie-elektronenmicroscopie. De buitenste zone, vol met harde keramische deeltjes, verstoorde de warmtegeleiding en vonkbanen, wat grotere, onregelmatige kraters en meer residu veroorzaakte. De binnenste zone, rijker aan zachter metaal en poriën, smolt makkelijker maar leed aan defecten zoals holtes en bellen, die hun afdruk achterlieten als extra ruwheid na het snijden. 3D-oppervlakte-scans en elementmapping bevestigden deze verschillen en koppelden lokale deeltjesinhoud, hardheid en poreusheid aan de vorm en diepte van de kleine inslagsporen die elke vonk achterlaat.
Richtlijnen voor beter snijden van slimme metalen
Al met al laat de studie zien dat voor dit type gegradieerd aluminium‑keramisch onderdeel het beste resultaat met WEDM wordt bereikt door een relatief lange vonktijd te combineren voor snelle snede met zorgvuldig afgestemde draaddruk en draadsnelheid om de oppervlaktekwaliteit te beschermen, vooral in de gevoelige overgangszone. De studie toont ook aan dat veranderingen in structuur van buiten naar binnen — hoeveel harde deeltjes, hoeveel poreusheid en hoe stijf het metaal is — sterk van invloed zijn op zowel snelheid als afwerking. Deze inzichten bieden fabrikanten praktische regels voor het bewerken van geavanceerde gegradieerde materialen en helpen hen duurzame, precies gevormde componenten te maken voor motoren, vliegtuigen en andere veeleisende toepassingen.
Bronvermelding: Prathap Singh, S., Elil Raja, D., Ramesh Kumar, C. et al. Evaluation of cutting speed and surface roughness in WEDM of functionally graded A356-10 wt% Si3N4 composite. Sci Rep 16, 14193 (2026). https://doi.org/10.1038/s41598-026-44989-1
Trefwoorden: wire EDM, aluminiumcomposiet, oppervlakteafwerking, snijsnelheid, functioneel gegradieerde materialen