Clear Sky Science · en
Evaluation of cutting speed and surface roughness in WEDM of functionally graded A356-10 wt% Si3N4 composite
Stronger engine parts and smoother cuts
Modern cars, planes, and medical devices rely on metal parts that must be tough on the outside yet lighter and more flexible inside. This study explores a special type of aluminum part built exactly this way and asks a practical question: how can we cut it quickly and cleanly with a spark‑based cutting method used widely in industry?
Metal that changes from skin to core
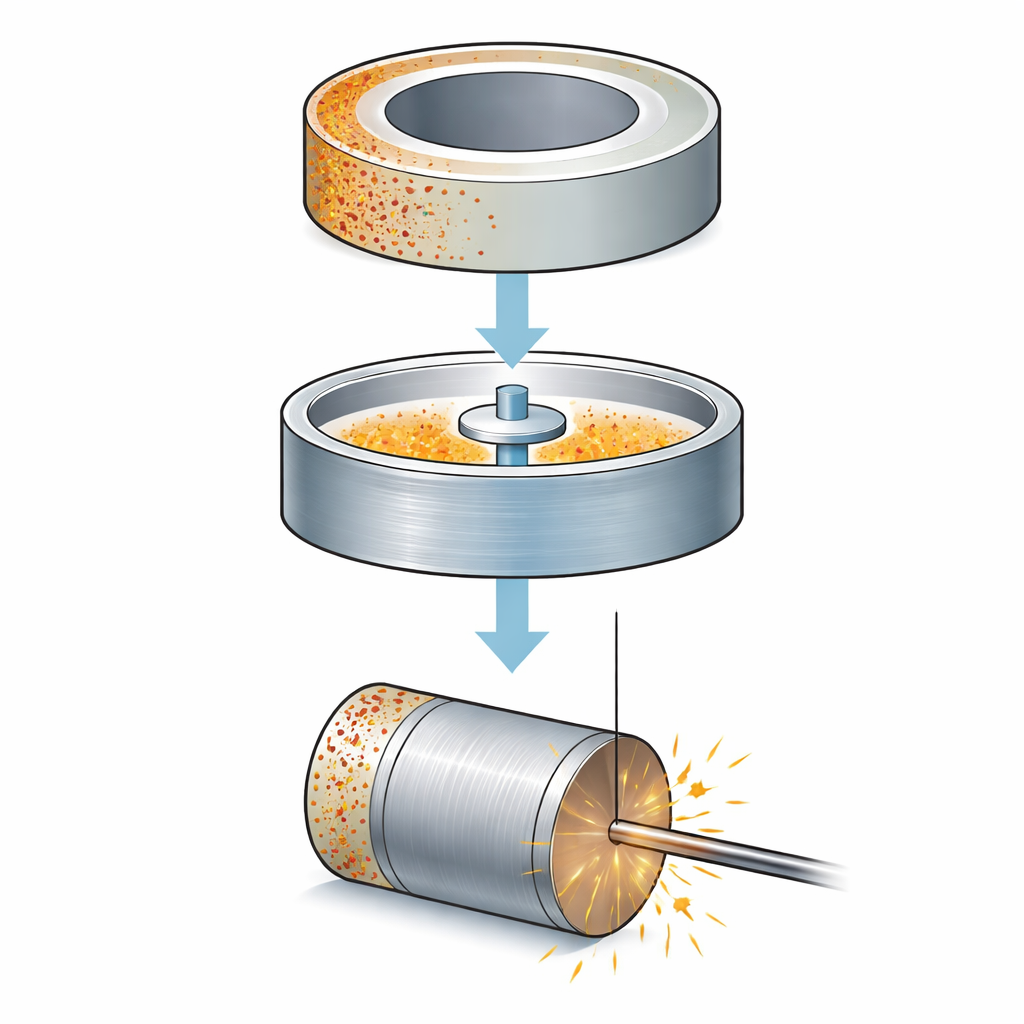
The researchers worked with a “functionally graded” aluminum composite, meaning its makeup changes gradually from the outer surface toward the center. They started with a common casting alloy, A356 aluminum, and mixed in tiny particles of silicon nitride, a very hard ceramic. Using a vertical centrifugal casting process, they spun the molten mixture in a rotating mold. The heavier ceramic particles were pushed outward while lighter, gas‑filled defects tended to migrate inward. After heat treatment, the result was a hollow cylinder where the outer band was rich in hard ceramic grains and very stiff, the middle band had a moderate amount of particles, and the inner band was softer and more porous. Microscopes, X‑ray diffraction, and hardness tests confirmed this built‑in gradient in structure and strength.
Cutting with sparks instead of blades
To shape this graded metal, the team used wire electrical discharge machining (WEDM). Instead of a saw, WEDM uses a thin brass wire and rapid electrical sparks in a water bath to melt and eject tiny portions of metal without physical contact. This approach is well suited to hard, complex parts but behaves differently when the material’s properties change from zone to zone, as in a graded composite. The researchers cut small cylindrical pins from the outer, middle, and inner regions of the cast ring, then systematically varied three key machine settings: how long each spark lasted (pulse‑on time), how tightly the wire was pulled (wire tension), and how fast the wire drum fed the wire. They used a structured test plan with 27 combinations, repeating each to ensure reliable measurements of cutting speed and surface roughness.
What controls speed and smoothness
Analysis of the results revealed that spark duration was by far the main driver of cutting speed. Longer pulses delivered more energy per spark, creating deeper melt pools and faster removal of material, so cutting speed rose sharply as pulse‑on time increased. In contrast, wire tension was the strongest influence on how smooth the cut surface became. When the wire was neither too loose nor too tight, it moved steadily, the spark gap stayed stable, and the resulting surface was relatively even. At higher tensions, however, the impact of repeated sparks made the stiff wire vibrate more, leading to an irregular texture with deeper pits and ridges. The speed of the wire feed also played a secondary role: too slow allowed excessive local heating and a rough recast layer; too fast did not leave enough time for each spark to act effectively.
Why the middle zone behaves best
The built‑in gradient of the composite turned out to matter just as much as the machine settings. Surfaces cut in the “transition” zone—where there is a balanced mix of aluminum and ceramic—tended to be the smoothest and showed smaller craters under high‑resolution electron microscopes. The outer zone, packed with hard ceramic particles, disrupted heat flow and spark paths, producing larger, irregular craters and more debris. The inner zone, richer in softer metal and pores, was easier to melt but suffered from defects like voids and bubbles, which left their imprint as extra roughness after cutting. Three‑dimensional surface scans and element mapping confirmed these differences, linking local particle content, hardness, and porosity to the shape and depth of the tiny impact marks left by each spark.
Guidelines for better cutting of smart metals
Overall, the study shows that for this kind of graded aluminum–ceramic part, getting the best performance from WEDM means pairing a relatively long spark time for fast cutting with carefully tuned wire tension and feed rate to protect surface quality, especially in the delicate transition region. It also demonstrates that changes in structure from the outside in—how many hard particles, how much porosity, and how stiff the metal is—strongly affect both speed and finish. These insights give manufacturers practical rules for machining advanced graded materials, helping them create durable, precisely shaped components for engines, aircraft, and other demanding uses.
Citation: Prathap Singh, S., Elil Raja, D., Ramesh Kumar, C. et al. Evaluation of cutting speed and surface roughness in WEDM of functionally graded A356-10 wt% Si3N4 composite. Sci Rep 16, 14193 (2026). https://doi.org/10.1038/s41598-026-44989-1
Keywords: wire EDM, aluminum composite, surface finish, cutting speed, functionally graded materials