Clear Sky Science · sv
Utvärdering av skärhastighet och ytjämnhet vid WEDM av funktionellt graderad A356‑10 vikt% Si3N4‑komposit
Starkare motordelar och jämnare skär
Moderna bilar, flygplan och medicintekniska apparater förlitar sig på metalldelar som måste vara hårda på utsidan men lättare och mer följsamma inuti. Den här studien undersöker en speciell typ av aluminiumdel uppbyggd precis så och ställer en praktisk fråga: hur kan vi skära den snabbt och rent med en gnistbaserad skärmetod som används mycket i industrin?
Metall som förändras från skinn till kärna
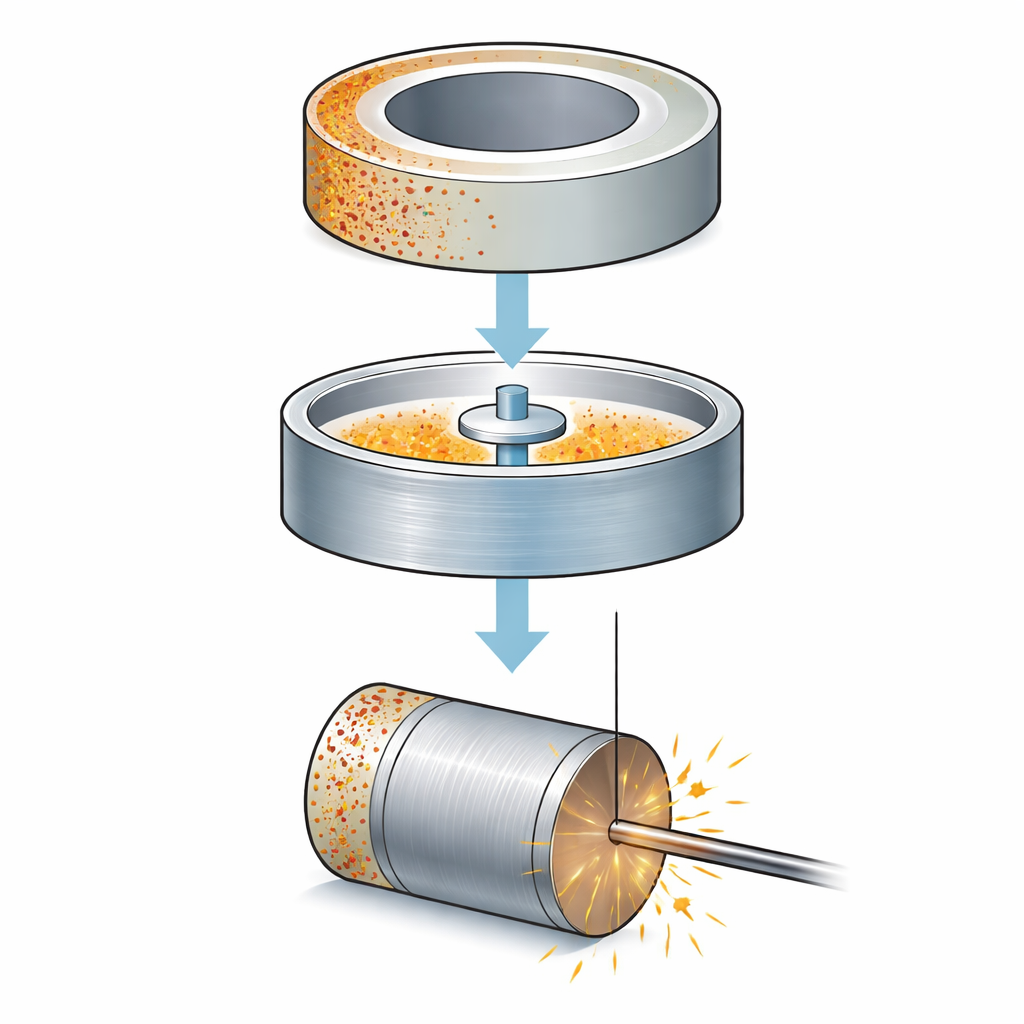
Forskarna arbetade med en ”funktionellt graderad” aluminiumkomposit, vilket innebär att dess sammansättning gradvis förändras från ytlagret mot centrum. De utgick från en vanlig gjutlegering, A356‑aluminium, och tillsatte mikroskopiska partiklar av kiselnitrid, en mycket hård keramik. Genom en vertikal centrifugalgjutningsprocess snurrade de den smälta blandningen i en roterande form. De tyngre keramiska partiklarna pressades utåt medan lättare gasfyllda defekter tenderade att vandra inåt. Efter värmebehandling blev resultatet en ihålig cylinder där det yttre bandet var rikt på hårda keramiska korn och mycket styvt, mittzonen hade en måttlig mängd partiklar och det inre bandet var mjukare och mer poröst. Mikroskopi, röntgendiffraktion och hårdhetstester bekräftade denna inbyggda gradient i struktur och hållfasthet.
Skära med gnistor istället för blad
För att forma denna graderade metall använde teamet trådbåggnistning (WEDM). Istället för en såg används en tunn mässingstråd och snabba elektriska gnistor i ett vattenbad för att smälta och avlägsna små mängder metall utan fysisk kontakt. Denna metod passar väl för hårda, komplexa delar men beter sig annorlunda när materialets egenskaper varierar från zon till zon, som i en graderad komposit. Forskarna skar små cylindriska stift från de yttre, mellersta och inre regionerna av gjutringen och varierade sedan systematiskt tre viktiga maskininställningar: hur länge varje gnista varade (pulse‑on‑tid), hur hårt tråden spändes (trådspänning) och hur snabbt tråddrumman matade ut tråden. De använde en strukturerad testplan med 27 kombinationer och upprepade varje för att säkerställa tillförlitliga mätningar av skärhastighet och ytjämnhet.
Vad som styr hastighet och släthet
Analys av resultaten visade att gnistens varaktighet var långt ifrån den viktigaste faktorn för skärhastigheten. Längre pulser levererade mer energi per gnista, skapade djupare smältpooler och snabbare materialavlägsning, så skärhastigheten steg kraftigt när pulse‑on‑tiden ökade. Däremot var trådspänningen den starkaste påverkan på hur slät skärytan blev. När tråden varken var för lös eller för hårt spänd rörde den sig stadigt, gnistgapet förblev stabilt och den resulterande ytan blev relativt jämn. Vid högre spänningar gjorde dock påverkan av upprepade gnistor att den styva tråden vibrerade mer, vilket ledde till en oregelbunden textur med djupare gropar och kamningar. Trådmatarets hastighet spelade också en sekundär roll: för långsam hastighet medförde överdriven lokal uppvärmning och ett grovt återstelningsskikt; för snabb lämnade inte tillräckligt med tid för varje gnista att verka effektivt.
Varför mittzonen beter sig bäst
Den inbyggda gradienten i kompositen visade sig vara lika viktig som maskininställningarna. Ytor skurna i ”övergångszonen” — där det finns en balanserad blandning av aluminium och keramik — tenderade att vara de slätaste och visade mindre kratrar under högupplöst elektronmikroskopi. Yttre zonen, packad med hårda keramiska partiklar, störde värmeflödet och gnistbanorna, vilket gav större, oregelbundna kratrar och mer skräp. Inre zonen, rikare på mjukare metall och porer, var lättare att smälta men led av defekter som håligheter och bubblor, vilka lämnade avtryck som extra grovhet efter skärningen. Tredimensionella ytskanningar och elementkartläggning bekräftade dessa skillnader och kopplade lokal partikelhalt, hårdhet och porositet till formen och djupet hos de små slaghålen som varje gnista lämnade efter sig.
Riktlinjer för bättre skärning av intelligenta metaller
Sammanfattningsvis visar studien att för denna typ av graderade aluminium‑keramikdel innebär bästa prestanda vid WEDM att man kombinerar en relativt lång gnisttid för snabb skärning med noggrant justerad trådspänning och matningshastighet för att skydda ytans kvalitet, särskilt i den känsliga övergångsregionen. Den visar också att strukturella förändringar från utsida till insida — hur många hårda partiklar, hur mycket porositet och hur styv metallen är — starkt påverkar både hastighet och yta. Dessa insikter ger tillverkare praktiska riktlinjer för bearbetning av avancerade graderade material och hjälper dem att skapa hållbara, precis formade komponenter för motorer, flyg och andra krävande tillämpningar.
Citering: Prathap Singh, S., Elil Raja, D., Ramesh Kumar, C. et al. Evaluation of cutting speed and surface roughness in WEDM of functionally graded A356-10 wt% Si3N4 composite. Sci Rep 16, 14193 (2026). https://doi.org/10.1038/s41598-026-44989-1
Nyckelord: tråd EDM, aluminiumkomposit, ytafinish, skärhastighet, funktionellt graderade material