Clear Sky Science · it
Valutazione della velocità di taglio e della rugosità superficiale nella WEDM di un composito A356 con gradiente funzionale e 10 wt% Si3N4
Componenti motore più resistenti e tagli più uniformi
Automobili moderne, aeromobili e dispositivi medicali fanno affidamento su componenti metallici che devono essere duri all’esterno ma più leggeri e duttili all’interno. Questo studio esplora un tipo speciale di componente in alluminio costruito esattamente in questo modo e pone una domanda pratica: come possiamo tagliarlo rapidamente e con precisione usando un metodo di taglio a scintilla ampiamente impiegato in campo industriale?
Un metallo che cambia dalla pelle al nucleo
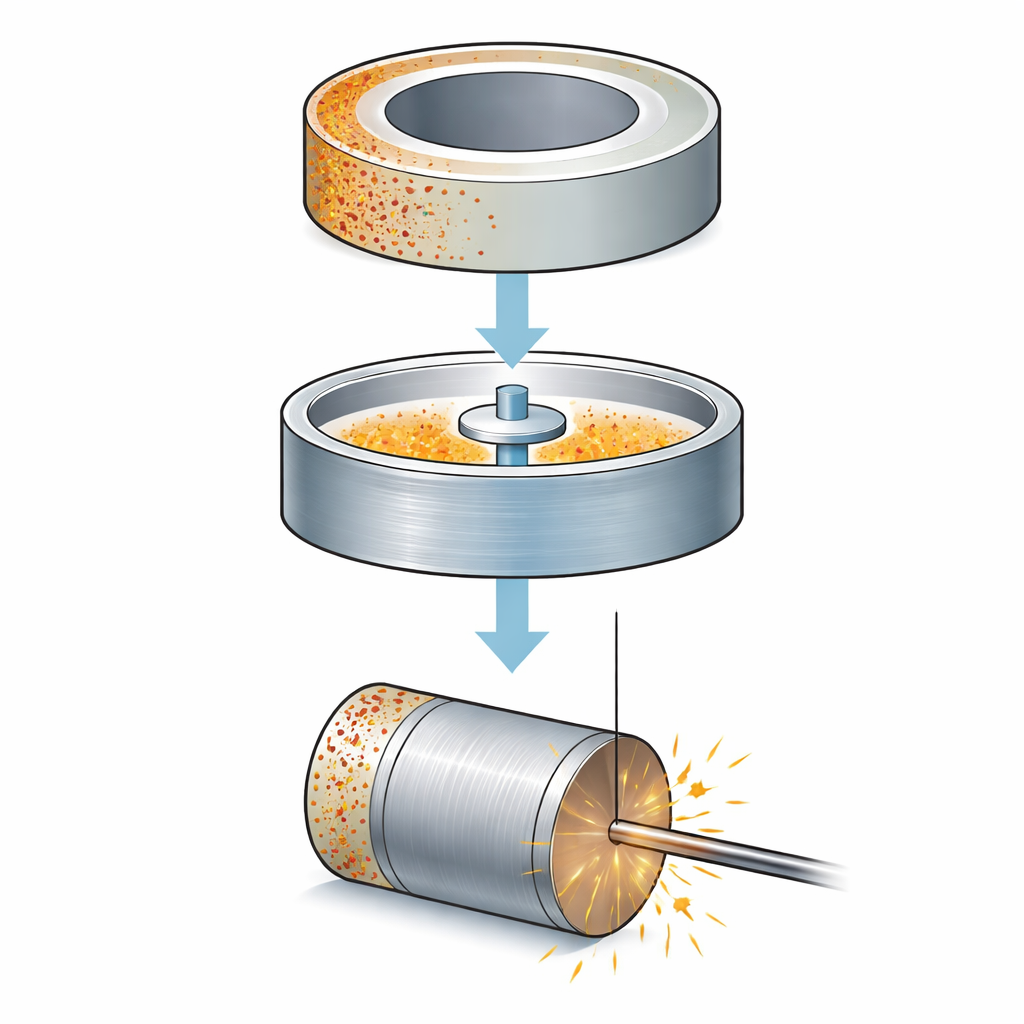
I ricercatori hanno lavorato con un composito di alluminio “a gradiente funzionale”, il che significa che la sua composizione varia gradualmente dalla superficie esterna verso il centro. Hanno preso una lega da colata comune, l’alluminio A356, e vi hanno disperso piccole particelle di nitruro di silicio, una ceramica molto dura. Utilizzando un processo di colata centrifuga verticale, hanno fatto ruotare la miscela fusa in uno stampo rotante. Le particelle ceramiche più pesanti sono state spinte verso l’esterno mentre i difetti più leggeri, pieni di gas, tendevano a migrare verso l’interno. Dopo il trattamento termico, il risultato è stato un cilindro cavo in cui la banda esterna era ricca di grani ceramici duri e molto rigida, la banda intermedia conteneva una quantità moderata di particelle e la banda interna era più morbida e più porosa. Microscopi, diffrazione dei raggi X e prove di durezza hanno confermato questo gradiente incorporato nella struttura e nella resistenza.
Tagliare con scintille invece che con lame
Per sagomare questo metallo graduato, il gruppo ha utilizzato la elettroerosione a filo (WEDM). Invece di una sega, la WEDM impiega un filo sottile di ottone e rapide scintille elettriche in un bagno d’acqua per fondere ed espellere minuscole porzioni di materiale senza contatto fisico. Questo approccio è ben adatto a pezzi duri e complessi ma si comporta in modo diverso quando le proprietà del materiale cambiano da zona a zona, come accade in un composito a gradiente. I ricercatori hanno tagliato piccoli perni cilindrici dalle regioni esterna, media e interna dell’anello colato, quindi hanno variato sistematicamente tre parametri chiave della macchina: la durata di ogni scintilla (tempo di impulso), quanto forte veniva tirato il filo (tensione del filo) e la velocità di avanzamento del tamburo del filo. Hanno usato un piano di prova strutturato con 27 combinazioni, ripetendo ciascuna per ottenere misurazioni affidabili della velocità di taglio e della rugosità superficiale.
Cosa controlla velocità e uniformità
L’analisi dei risultati ha rivelato che la durata della scintilla è stata di gran lunga il fattore principale della velocità di taglio. Impulsi più lunghi trasferivano più energia per scintilla, creando piscine di fusione più profonde e una rimozione più rapida del materiale, quindi la velocità di taglio aumentava sensibilmente con l’aumento del tempo di impulso. Al contrario, la tensione del filo è risultata l’influenza più forte sulla planarità della superficie tagliata. Quando il filo non era né troppo allentato né troppo teso, si muoveva in modo regolare, il gap di scintilla rimaneva stabile e la superficie risultante era relativamente uniforme. A tensioni più elevate, però, l’impatto delle scintille ripetute faceva vibrare maggiormente il filo rigido, portando a una trama irregolare con crateri e creste più profondi. Anche la velocità di avanzamento del filo ha giocato un ruolo secondario: troppo lenta permetteva riscaldamenti locali eccessivi e uno strato di ricottura ruvido; troppo veloce non lasciava il tempo necessario a ogni scintilla per agire efficacemente.
Perché la zona centrale si comporta meglio
Il gradiente incorporato del composito si è rivelato importante quanto i parametri della macchina. Le superfici tagliate nella zona di “transizione” — dove c’è un mix equilibrato di alluminio e ceramica — tendevano a essere le più lisce e mostravanocrateri più piccoli al microscopio elettronico ad alta risoluzione. La zona esterna, ricca di particelle ceramiche dure, interrompeva il flusso di calore e i percorsi delle scintille, producendo crateri più grandi e irregolari e più detriti. La zona interna, più ricca di metallo più morbido e porosità, era più facile da fondere ma soffriva di difetti come vuoti e bolle, che lasciavano la loro impronta come rugosità aggiuntiva dopo il taglio. Scansioni tridimensionali della superficie e mappe degli elementi hanno confermato queste differenze, collegando il contenuto locale di particelle, la durezza e la porosità alla forma e alla profondità dei piccoli segni d’impatto lasciati da ogni scintilla.
Linee guida per un taglio migliore dei metalli intelligenti
Globalmente, lo studio mostra che per questo tipo di pezzo in alluminio‑ceramica a gradiente, ottenere le migliori prestazioni dalla WEDM significa abbinare un tempo di scintilla relativamente lungo per un taglio rapido a una tensione del filo e a una velocità di avanzamento accuratamente regolate per preservare la qualità della superficie, soprattutto nella delicata regione di transizione. Dimostra inoltre che le variazioni strutturali dall’esterno verso l’interno — quante particelle dure, quanta porosità e quanto è rigido il metallo — influenzano fortemente sia la velocità sia la finitura. Questi risultati forniscono ai produttori regole pratiche per lavorare materiali avanzati a gradiente, aiutandoli a creare componenti durevoli e sagomati con precisione per motori, aeromobili e altri impieghi gravosi.
Citazione: Prathap Singh, S., Elil Raja, D., Ramesh Kumar, C. et al. Evaluation of cutting speed and surface roughness in WEDM of functionally graded A356-10 wt% Si3N4 composite. Sci Rep 16, 14193 (2026). https://doi.org/10.1038/s41598-026-44989-1
Parole chiave: elettroerosione a filo, composito di alluminio, finitura superficiale, velocità di taglio, materiali a gradiente funzionale