Clear Sky Science · es
Evaluación de la velocidad de corte y la rugosidad superficial en WEDM de un compuesto A356 con gradiente funcional y 10 % en peso de Si3N4
Piezas de motor más resistentes y cortes más suaves
Los coches, aviones y dispositivos médicos modernos dependen de piezas metálicas que deben ser duras por fuera y, al mismo tiempo, más ligeras y flexibles en el interior. Este estudio examina un tipo especial de pieza de aluminio construida precisamente así y plantea una pregunta práctica: ¿cómo podemos cortarla de forma rápida y limpia con un método de corte por chispas ampliamente utilizado en la industria?
Metal que cambia de piel a núcleo
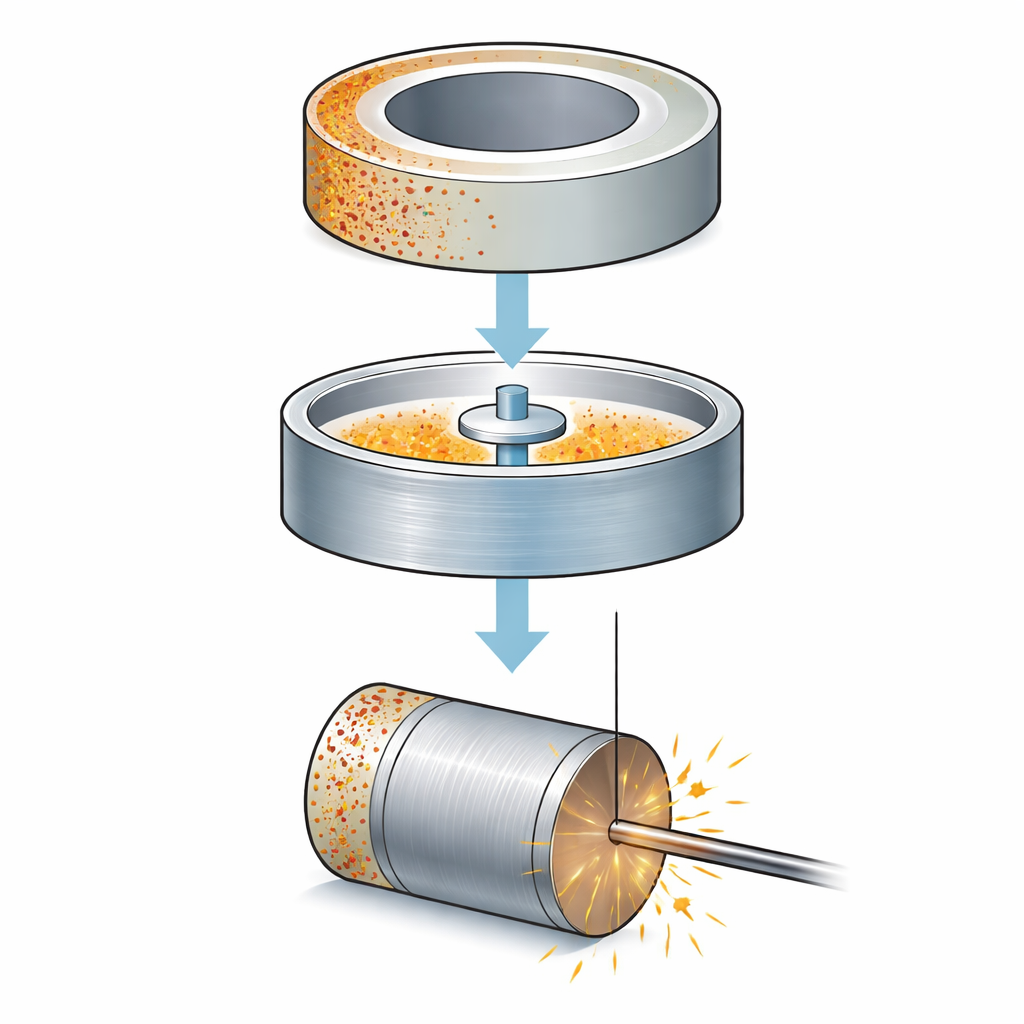
Los investigadores trabajaron con un compuesto de aluminio “con gradiente funcional”, lo que significa que su composición cambia gradualmente desde la superficie externa hacia el centro. Partieron de una aleación de fundición común, el aluminio A356, y mezclaron diminutas partículas de nitruro de silicio, una cerámica muy dura. Mediante un proceso de colada centrífuga vertical, hicieron girar la mezcla fundida en un molde rotatorio. Las partículas cerámicas más pesadas se desplazaron hacia el exterior, mientras que los defectos más ligeros con gas tendieron a migrar hacia el interior. Tras el tratamiento térmico, el resultado fue un cilindro hueco donde la banda exterior era rica en granos cerámicos duros y muy rígida, la banda intermedia contenía una cantidad moderada de partículas y la banda interna era más blanda y porosa. Microscopía, difracción de rayos X y ensayos de dureza confirmaron este gradiente incorporado en estructura y resistencia.
Cortar con chispas en lugar de cuchillas
Para dar forma a este metal con gradiente, el equipo utilizó electroerosión por hilo (WEDM). En lugar de una sierra, WEDM emplea un hilo delgado de latón y rápidas chispas eléctricas en un baño de agua para fundir y expulsar pequeñas porciones de metal sin contacto físico. Este enfoque es adecuado para piezas duras y complejas, pero se comporta de forma diferente cuando las propiedades del material cambian de zona en zona, como ocurre en un compuesto con gradiente. Los investigadores cortaron pequeños pasadores cilíndricos de las regiones exterior, intermedia e interior del anillo colado y, a continuación, variaron sistemáticamente tres ajustes clave de la máquina: cuánto duraba cada chispa (tiempo de pulso), qué tensión se aplicaba al hilo (tensión del hilo) y la velocidad de avance del tambor portahilo. Usaron un plan de ensayos estructurado con 27 combinaciones, repitiendo cada una para garantizar mediciones fiables de la velocidad de corte y la rugosidad superficial.
Qué controla la velocidad y la suavidad
El análisis de los resultados reveló que la duración del pulso fue, con diferencia, el principal factor que determinó la velocidad de corte. Los pulsos más largos entregaron más energía por chispa, creando piscinas de fusión más profundas y una eliminación de material más rápida, por lo que la velocidad de corte aumentó de forma pronunciada al incrementarse el tiempo de pulso. En contraste, la tensión del hilo fue la influencia más fuerte sobre la suavidad de la superficie cortada. Cuando el hilo no estaba ni demasiado flojo ni demasiado tenso, se movía de forma estable, la brecha de chispa se mantenía constante y la superficie resultante era relativamente uniforme. Sin embargo, a tensiones más altas, el impacto de las chispas repetidas hacía vibrar más el hilo rígido, produciendo una textura irregular con cráteres y crestas más profundas. La velocidad de alimentación del hilo también desempeñó un papel secundario: demasiado lenta permitía un calentamiento local excesivo y una capa de recocido áspera; demasiado rápida no dejaba tiempo suficiente para que cada chispa actuara eficazmente.
Por qué la zona intermedia se comporta mejor
El gradiente incorporado del compuesto resultó ser tan importante como los ajustes de la máquina. Las superficies cortadas en la zona de “transición”, donde existe una mezcla equilibrada de aluminio y cerámica, tendieron a ser las más suaves y mostraron cráteres menores bajo microscopios electrónicos de alta resolución. La zona exterior, repleta de partículas cerámicas duras, alteró el flujo de calor y las trayectorias de la chispa, produciendo cráteres más grandes e irregulares y más residuos. La zona interior, más rica en metal blando y poros, era más fácil de fundir pero presentaba defectos como huecos y burbujas, que dejaron su huella como rugosidad adicional tras el corte. Escaneos superficiales tridimensionales y mapeos de elementos confirmaron estas diferencias, vinculando el contenido local de partículas, la dureza y la porosidad con la forma y la profundidad de las pequeñas marcas de impacto dejadas por cada chispa.
Directrices para un mejor corte de metales inteligentes
En conjunto, el estudio muestra que, para este tipo de pieza aluminio–cerámica con gradiente, obtener el mejor rendimiento de la WEDM implica combinar un tiempo de chispa relativamente largo para un corte rápido con una tensión y una velocidad de alimentación del hilo cuidadosamente ajustadas para proteger la calidad superficial, especialmente en la delicada región de transición. También demuestra que los cambios en la estructura de fuera hacia dentro —cuántas partículas duras, cuánta porosidad y cuán rígido es el metal— afectan considerablemente tanto a la velocidad como al acabado. Estas ideas ofrecen a los fabricantes reglas prácticas para mecanizar materiales avanzados con gradiente, ayudándoles a crear componentes duraderos y con forma precisa para motores, aeronaves y otros usos exigentes.
Cita: Prathap Singh, S., Elil Raja, D., Ramesh Kumar, C. et al. Evaluation of cutting speed and surface roughness in WEDM of functionally graded A356-10 wt% Si3N4 composite. Sci Rep 16, 14193 (2026). https://doi.org/10.1038/s41598-026-44989-1
Palabras clave: electroerosión por hilo, compuesto de aluminio, acabado superficial, velocidad de corte, materiales con gradiente funcional