Clear Sky Science · de
Bewertung von Schnittgeschwindigkeit und Oberflächenrauheit beim WEDM von funktionsgestuftem A356‑10 Gew.-% Si3N4‑Verbund
Robustere Motorteile und sauberere Schnitte
Moderne Autos, Flugzeuge und medizinische Geräte benötigen Metallteile, die außen hart und widerstandsfähig, innen aber leichter und nachgiebiger sind. Diese Studie untersucht eine spezielle Art von Aluminiumbauteil, das genau so aufgebaut ist, und stellt eine praktische Frage: Wie lässt sich dieses Material schnell und sauber mit einem in der Industrie weit verbreiteten, funkenbasierten Schneidverfahren bearbeiten?
Material, das sich von Schale zu Kern verändert
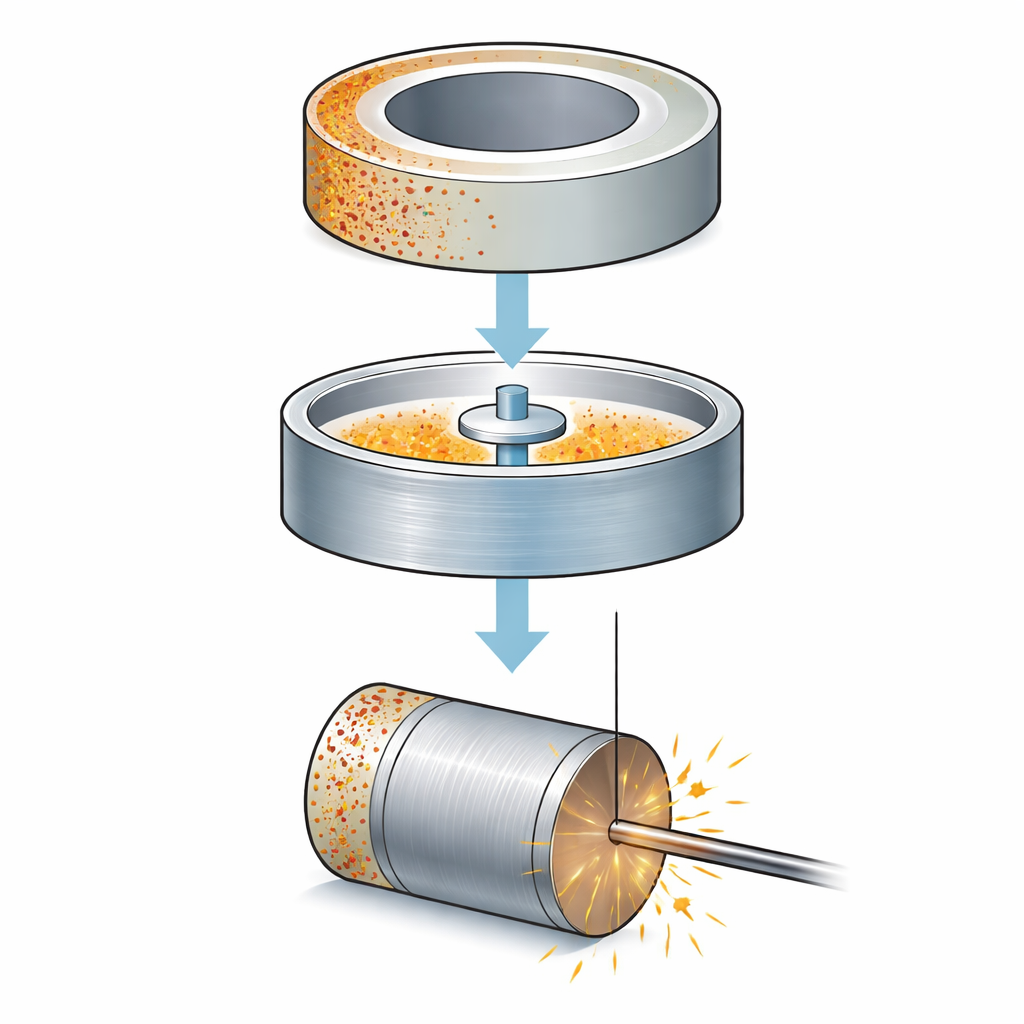
Die Forschenden arbeiteten mit einem „funktionsgestuften“ Aluminiumverbund, das heißt, seine Zusammensetzung ändert sich allmählich von der Außenfläche zum Zentrum. Sie begannen mit einer gängigen Gusslegierung, A356‑Aluminium, und mischten winzige Partikel aus Siliziumnitrid ein, einer sehr harten Keramik. Mit einem vertikalen Zentrifugalgussverfahren ließen sie die geschmolzene Mischung in einer rotierenden Form rotieren. Die dichteren Keramikpartikel wurden nach außen gedrängt, während leichtere, gasgefüllte Fehlstellen dazu neigten, nach innen zu wandern. Nach einer Wärmebehandlung entstand ein hohler Zylinder, dessen Außenband reich an harten Keramikteilchen und sehr steif war, das mittlere Band eine moderate Partikelmenge enthielt und das Innenband weicher und poröser war. Mikroskopie, Röntgenbeugung und Härtemessungen bestätigten diesen eingebauten Gradient in Struktur und Festigkeit.
Schneiden mit Funken statt mit Klingen
Zum Formen dieses gestuften Metalls nutzte das Team das Drahterodieren (WEDM). Statt einer Säge verwendet WEDM einen dünnen Messingdraht und schnelle elektrische Funken in einem Wasserbad, um kleine Metallvolumina zu schmelzen und auszustoßen, ohne physischen Kontakt. Dieses Verfahren eignet sich gut für harte, komplexe Bauteile, verhält sich jedoch anders, wenn sich die Materialeigenschaften von Zone zu Zone ändern, wie bei einem gestuften Verbund. Die Forschenden schnitten kleine zylindrische Stifte aus der Außen-, Mittel‑ und Innenregion des Gussrings und variierten systematisch drei wichtige Maschineneinstellungen: die Dauer jedes Funkens (Pulse‑On‑Time), wie straff der Draht gezogen wurde (Drahtspannung) und die Vorschubgeschwindigkeit der Drahttrommel. Sie verwendeten einen strukturierten Versuchsplan mit 27 Kombinationen und wiederholten jede Messung, um zuverlässige Werte für Schnittgeschwindigkeit und Oberflächenrauheit zu erhalten.
Was Geschwindigkeit und Glätte steuert
Die Auswertung der Ergebnisse zeigte, dass die Funkendauer mit Abstand der wichtigste Faktor für die Schnittgeschwindigkeit war. Längere Pulse lieferten pro Funken mehr Energie, erzeugten tiefere Schmelzbecken und entfernten Material schneller, sodass die Schnittgeschwindigkeit mit zunehmender Pulse‑On‑Time deutlich anstieg. Im Gegensatz dazu hatte die Drahtspannung den stärksten Einfluss auf die Glätte der Schnittfläche. War der Draht weder zu locker noch zu straff, bewegte er sich gleichmäßig, der Funkenspalt blieb stabil und die resultierende Oberfläche war relativ eben. Bei höheren Spannungen jedoch ließ die wiederholte Belastung den steifen Draht stärker vibrieren, was zu unregelmäßiger Textur mit tieferen Gruben und Rippen führte. Die Vorschubgeschwindigkeit des Drahts spielte eine sekundäre Rolle: Zu langsam führte zu übermäßiger lokaler Erwärmung und einer rauen Rekastschicht; zu schnell ließ nicht genügend Zeit, damit jeder Funken effektiv wirken konnte.
Warum die Mittelzone am besten abschneidet
Der eingebaute Gradienten des Verbunds erwies sich als ebenso wichtig wie die Maschineneinstellungen. Flächen, die in der „Übergangszone“ geschnitten wurden – dort, wo ein ausgewogenes Verhältnis von Aluminium und Keramik vorliegt – waren tendenziell am glattesten und zeigten unter hochauflösenden Elektronenmikroskopen kleinere Krater. Die Außenzone, gefüllt mit harten Keramikpartikeln, störte den Wärmestrom und die Funkenspuren, produzierte größere, unregelmäßige Krater und mehr Rückstände. Die Innenzone, die reicher an weicherem Metall und Porosität war, ließ sich zwar leichter schmelzen, litt aber unter Fehlstellen wie Hohlräumen und Blasen, die sich als zusätzliche Rauheit nach dem Schneiden bemerkbar machten. Dreidimensionale Oberflächenscans und Elementverteilungen bestätigten diese Unterschiede und verknüpften lokalen Partikelgehalt, Härte und Porosität mit Form und Tiefe der winzigen Einschlagsspuren, die jeder Funke hinterlässt.
Leitlinien für besseres Schneiden intelligenter Metalle
Insgesamt zeigt die Studie, dass man bei diesem Typ funktionsgestufter Aluminium‑Keramik‑Bauteile die beste Leistung beim WEDM erzielt, wenn man eine relativ lange Funkenzeit für schnelles Schneiden mit sorgfältig abgestimmter Drahtspannung und Vorschubrate kombiniert, um die Oberflächenqualität zu schützen — besonders in der empfindlichen Übergangszone. Sie zeigt außerdem, dass die von außen nach innen verlaufenden Veränderungen in Struktur — wie viele harte Partikel, wie viel Porosität und wie steif das Metall ist — sowohl Geschwindigkeit als auch Oberfläche stark beeinflussen. Diese Erkenntnisse liefern Herstellern praktische Regeln für die Bearbeitung fortschrittlicher gestufter Materialien und helfen ihnen, langlebige, präzise geformte Bauteile für Motoren, Flugzeuge und andere anspruchsvolle Anwendungen herzustellen.
Zitation: Prathap Singh, S., Elil Raja, D., Ramesh Kumar, C. et al. Evaluation of cutting speed and surface roughness in WEDM of functionally graded A356-10 wt% Si3N4 composite. Sci Rep 16, 14193 (2026). https://doi.org/10.1038/s41598-026-44989-1
Schlüsselwörter: Drahterodieren, Aluminiumverbund, Oberflächenbeschaffenheit, Schnittgeschwindigkeit, funktionsgestufte Werkstoffe