Clear Sky Science · pl
Ocena prędkości cięcia i chropowatości powierzchni przy WEDM kompozytu A356 ze stopniowaniem funkcyjnym z 10% wag. Si3N4
Mocniejsze części silnika i gładsze cięcia
Nowoczesne samochody, samoloty i urządzenia medyczne opierają się na częściach metalowych, które muszą być twarde na zewnątrz, a jednocześnie lżejsze i bardziej elastyczne w środku. W tym badaniu przyjęto za przedmiot szczególny rodzaj elementu aluminiowego skonstruowanego w ten sposób i postawiono praktyczne pytanie: jak można go ciąć szybko i czysto za pomocą przemysłowo stosowanej metody cięcia na bazie iskier?
Metal zmieniający się od powłoki do rdzenia
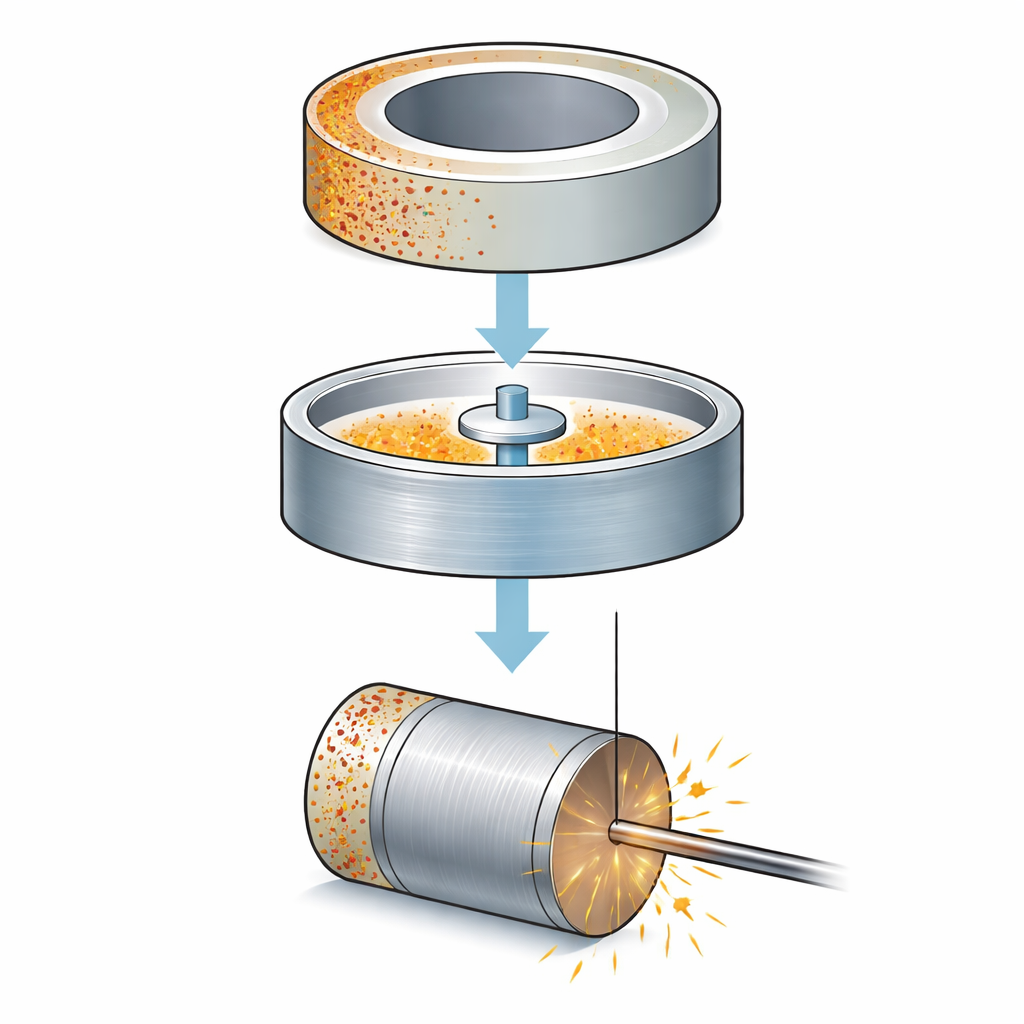
Naukowcy pracowali z kompozytem aluminiowym „funkcjonalnie stopniowanym”, co oznacza, że jego skład stopniowo zmienia się od powierzchni w kierunku środka. Wyjściowo użyli popularnego stopu do odlewów, aluminium A356, i dodali drobne cząstki azotku krzemu, bardzo twardej ceramiki. W procesie odlewania wirowego pionowego stopiony materiał wirowano w obracającej się formie. Cięższe cząstki ceramiczne przesuwały się na zewnątrz, podczas gdy lżejsze, wypełnione gazem wady miały tendencję do migracji do wewnątrz. Po obróbce cieplnej uzyskano walec z pustą przestrzenią wewnętrzną, którego zewnętrzny pas był bogaty w twarde ziarna ceramiczne i bardzo sztywny, środkowy miał umiarkowaną zawartość cząstek, a wewnętrzny był bardziej miękki i porowaty. Mikroskopia, dyfrakcja rentgenowska i testy twardości potwierdziły ten wbudowany gradient struktury i wytrzymałości.
Cięcie iskrami zamiast ostrzami
Aby kształtować ten stopniowany metal, zespół zastosował drutowe cięcie erozyjne (WEDM). Zamiast piły WEDM używa cienkiego mosiężnego drutu i szybkich wyładowań elektrycznych w kąpieli wodnej, które topią i wyrzucają drobne porcje metalu bez fizycznego kontaktu. Podejście to jest dobrze dopasowane do twardych, złożonych części, ale zachowuje się inaczej, gdy właściwości materiału zmieniają się strefa po strefie, jak w kompozycjach stopniowanych. Badacze wycięli małe cylindryczne sworznie z zewnętrznych, środkowych i wewnętrznych regionów odlewowego pierścienia, a następnie systematycznie zmieniali trzy kluczowe ustawienia maszyny: czas trwania każdej iskry (czas włączenia impulsu), napięcie drutu i prędkość podawania drutu z bębna. Zastosowano usystematyzowany plan eksperymentu z 27 kombinacjami, powtarzając każdą z nich, aby zapewnić wiarygodne pomiary prędkości cięcia i chropowatości powierzchni.
Co kontroluje prędkość i gładkość
Analiza wyników wykazała, że czas trwania impulsu był zdecydowanie głównym czynnikiem wpływającym na prędkość cięcia. Dłuższe impulsy dostarczały więcej energii na wyładowanie, tworząc głębsze strefy stopu i szybsze usuwanie materiału, więc prędkość cięcia gwałtownie wzrastała wraz ze wzrostem czasu włączenia impulsu. Natomiast napięcie drutu miało najsilniejszy wpływ na gładkość powierzchni cięcia. Gdy drut nie był ani zbyt luźny, ani zbyt napięty, poruszał się stabilnie, szczelina iskrowa była stała, a otrzymana powierzchnia była względnie równa. Przy wyższych napięciach jednak efekt powtarzających się wyładowań powodował większe drgania sztywnego drutu, prowadząc do nieregularnej tekstury z głębszymi dołkami i grzbietami. Prędkość podawania drutu odgrywała rolę wtórną: zbyt wolna powodowała nadmierne lokalne nagrzewanie i chropowatą warstwę przetopioną; zbyt szybka nie dawała wystarczająco dużo czasu, by każde wyładowanie działało skutecznie.
Dlaczego strefa środkowa zachowuje się najlepiej
Wbudowany gradient kompozytu okazał się równie ważny jak ustawienia maszyny. Powierzchnie cięte w strefie „przejściowej” — gdzie występuje zrównoważona mieszanina aluminium i ceramiki — miały tendencję do bycia najgładszymi i wykazywały mniejsze kratery pod mikroskopią elektronową o wysokiej rozdzielczości. Strefa zewnętrzna, wypełniona twardymi cząstkami ceramicznymi, zakłócała przepływ ciepła i ścieżki iskier, wytwarzając większe, nieregularne kratery i więcej odłamków. Strefa wewnętrzna, bogatsza w miększy metal i pory, łatwiej się topiła, ale cierpiała z powodu defektów takich jak puste przestrzenie i bąble, które pozostawiały po sobie dodatkową chropowatość po cięciu. Trójwymiarowe skany powierzchni i mapowanie pierwiastków potwierdziły te różnice, łącząc lokalną zawartość cząstek, twardość i porowatość z kształtem i głębokością drobnych śladów uderzeniowych pozostawionych przez każdą iskierkę.
Wytyczne dla lepszego cięcia inteligentnych metali
Podsumowując, badanie pokazuje, że dla tego rodzaju stopniowanego elementu aluminiowo‑ceramicznego uzyskanie najlepszych wyników przy WEDM wymaga skojarzenia stosunkowo długiego czasu impulsu dla szybkiego cięcia z precyzyjnie dobranym napięciem drutu i prędkością podawania, by chronić jakość powierzchni, zwłaszcza w wrażliwej strefie przejściowej. Ponadto wykazuje, że zmiany struktury od zewnątrz do wnętrza — liczba twardych cząstek, stopień porowatości i sztywność metalu — silnie wpływają zarówno na prędkość, jak i wykończenie. Te wnioski dostarczają producentom praktycznych reguł obróbki zaawansowanych materiałów stopniowanych, pomagając wytwarzać trwałe, precyzyjnie ukształtowane elementy do silników, samolotów i innych wymagających zastosowań.
Cytowanie: Prathap Singh, S., Elil Raja, D., Ramesh Kumar, C. et al. Evaluation of cutting speed and surface roughness in WEDM of functionally graded A356-10 wt% Si3N4 composite. Sci Rep 16, 14193 (2026). https://doi.org/10.1038/s41598-026-44989-1
Słowa kluczowe: drutowe WEDM, kompozyt aluminiowy, jakość powierzchni, prędkość cięcia, materiały funkcjonalnie stopniowane