Clear Sky Science · zh
使用 LS-DYNA 结合田口设计与响应面法对铝深冲的数值与统计分析
把平板金属塑造成日常形状
许多常见的家庭和工业用品——炊具、罐头、汽车车身零件,甚至电子外壳——起初都是平薄金属板,通过冲压成形得到所需形状。这种成形方法称为深冲,需要精确控制:过大的力或不合适的速度会导致金属撕裂或起皱,浪费材料并损坏模具。本文探讨了在铝深冲过程中如何调整若干关键参数,使制造商能够少进行昂贵的反复试验就能成形出可靠、轻量的零件。 
为何深冲重要
深冲在一次压制步骤中将平圆板变为空心杯,广泛应用于对强度与轻量化都有要求的行业,如汽车、飞机、炊具和消费电子。铝因其轻质和抗腐蚀性尤其受青睐,但相比于低碳钢,铝更不宽容:拉得过多会导致板材变薄、开裂或起皱。为满足现代对效率和安全性的要求,工程师需要预测铝在成形过程中的行为,并在投入昂贵模具和批量生产前调整设备参数以避免失效。
用仿真替代盲目试错
作者没有通过反复冲压真实板材来试验,而是使用强大的计算仿真工具 LS-DYNA 建立了铝坯料被拉制成浅杯的详细虚拟模型。该装置模拟典型工业工艺:圆形板材被固定在模具和环形夹持器之间,冲头将其压入模腔。虚拟坯料采用常见铝牌号(Al-1050),其在拉伸下的材料行为通过实验测得并输入模型。研究者随后改变了三个可控参数——冲头速度、板厚以及夹持力——并记录了最大成形力、板材变薄量、残余应变以及在标准成形极限图上接近失效的程度等结果。
智能设计虚拟试验
为了高效探索参数空间,研究采用了田口试验设计,这是一种统计方法,通过精心安排少量试验仍能揭示主要影响和交互作用。九次仿真覆盖了冲头速度的三个水平(慢、中、快)、三种板厚和三档夹持力。结果随后用方差分析和响应面方法进行分析,这些方法量化了哪些因素最重要,并建立了将输入与输出联系起来的简洁方程。这些模型通过将预测值与仿真数据比较进行检验;高决定系数表明预测与仿真数据接近,证明这些方程能可靠地预报参数变化如何影响变薄、受力和应变。 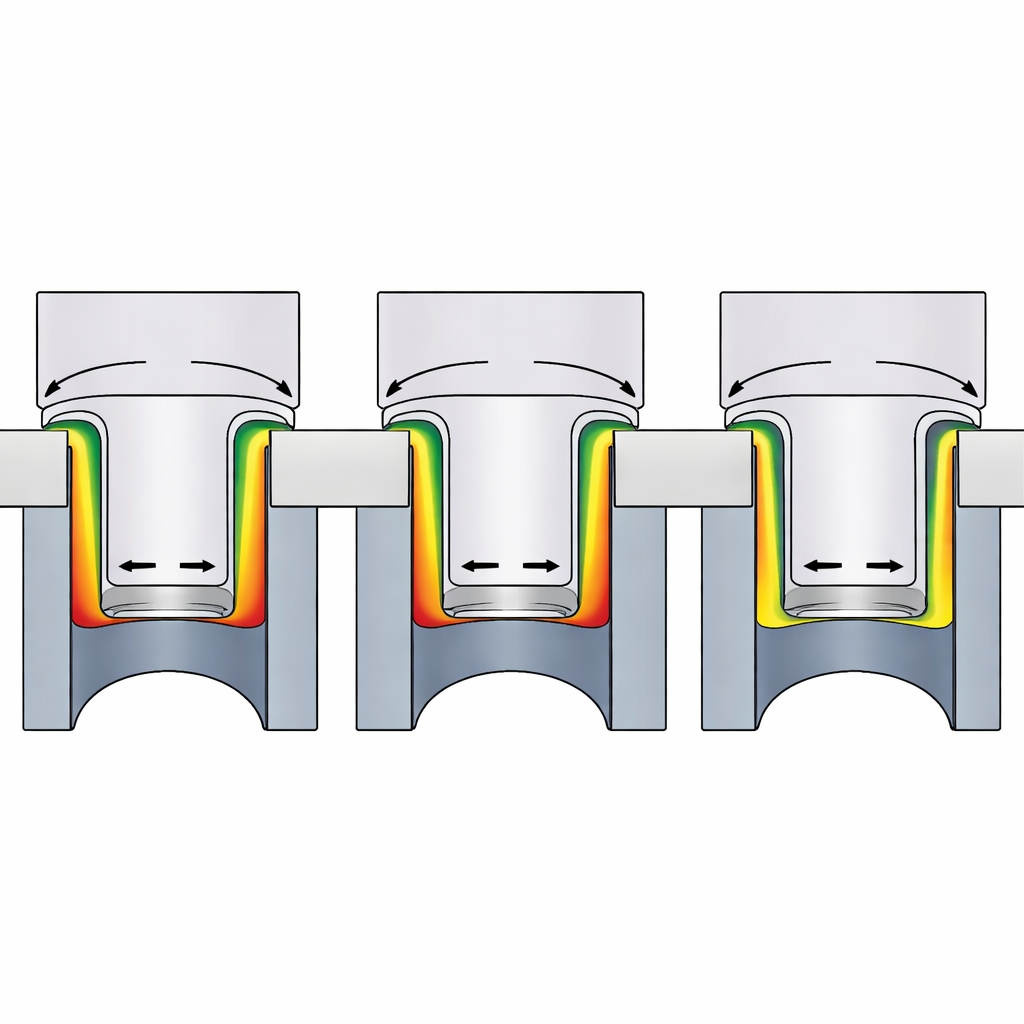
变薄与受力的控制要素
仿真揭示了铝材行为的明确规律。冲头与模具圆角区域承受了最强的拉伸,那里出现变薄风险最大。冲头速度被证明是提高成形安全性的主要手段:速度越快,变薄越少,受力和应力越低,应变分布更稳定,在成形极限图上距离失效边界更远。板厚具有双刃效应:较厚的板能承载更大的载荷,但在关键区域也会产生更高的力、应力和变薄百分比。相比之下,在所测试范围内,坯料的夹持力作用较小,仅略微影响厚度和应变分布,并未显著改变整体成形行为。
从虚拟杯到真实产品
用通俗的说法,研究表明主要通过调整冲头速度并选择合适的板厚,制造商可以在不超负荷机床或冒裂纹风险的前提下,保持铝制杯件的强度和均匀性。经验证的统计模型实际上像一套旋钮设定:给定低变薄、适中成形力和安全应变水平的目标,它们可以在实际成形前预测出合适的速度、板厚和夹持力组合。这种数值与统计相结合的方法有望减少实体试验、改善零件质量控制、延长模具寿命并提高铝部件的大批量生产效率,这些部件广泛应用于日常生活各个领域。
引用: Shamso, E., El Kafy, M.A. & Naeim, N. Numerical and statistical analysis of aluminum deep drawing using LS-DYNA coupled with Taguchi design and response surface methodology. Sci Rep 16, 10490 (2026). https://doi.org/10.1038/s41598-026-43326-w
关键词: 深冲成形, 铝成形, 薄板金属, 有限元仿真, 制造优化