Clear Sky Science · en
Numerical and statistical analysis of aluminum deep drawing using LS-DYNA coupled with Taguchi design and response surface methodology
Turning Flat Metal into Everyday Shapes
Many familiar household and industrial items—cookware, cans, car body parts, even electronic housings—start life as flat metal sheets that are pressed into shape. This forming method, called deep drawing, must be carefully controlled: too much force or the wrong speed can cause the metal to tear or wrinkle, wasting material and damaging tools. This paper explores how to tune a few key knobs in deep drawing of aluminum so manufacturers can form reliable, lightweight parts with fewer costly trial-and-error experiments. 
Why Deep Drawing Matters
Deep drawing transforms a flat round sheet into a hollow cup in a single pressing step. It is vital in industries that demand strong but lightweight products, such as cars, airplanes, cookware, and consumer devices. Aluminum is especially attractive because it is light and corrosion-resistant, but it is also less forgiving than mild steel: push it too far and it will thin, crack, or wrinkle. To meet modern demands for efficiency and safety, engineers need to predict how aluminum will behave during forming and how to adjust machine settings to avoid failures before committing to expensive tools and full-scale production.
Simulating Metal Instead of Guessing
Rather than repeatedly pressing and cutting real sheets, the authors used a powerful computer simulation tool, LS-DYNA, to create a detailed virtual model of an aluminum blank being drawn into a shallow cup. The setup mimicked a typical industrial process: a circular sheet is clamped between a fixed die and a ring-shaped holder, while a punch pushes it into the die cavity. The virtual blank was made of a common aluminum grade (Al-1050) whose behavior under stretching was measured in the lab and fed into the model. The researchers then varied three controllable settings—how fast the punch moves, how thick the sheet is, and how strongly the blank is clamped—and recorded outcomes like maximum forming force, how much the sheet thinned, how much it permanently stretched, and how close it came to failure on a standard formability chart.
Designing Virtual Experiments Smartly
To explore the parameter space efficiently, the study used a Taguchi design of experiments, a statistical approach that chooses a small but carefully arranged set of trials that still reveals the main effects and interactions. Nine simulation runs covered three levels of punch speed (slow, medium, fast), three thicknesses, and three clamping forces. The results were then analyzed using analysis of variance and response surface methods, which quantify which factors matter most and construct simple equations linking inputs to outputs. These models were checked by comparing predicted values against the simulation data; the close match—quantified by high coefficients of determination—showed that the equations can reliably forecast how changes in settings will influence thinning, force, and strain. 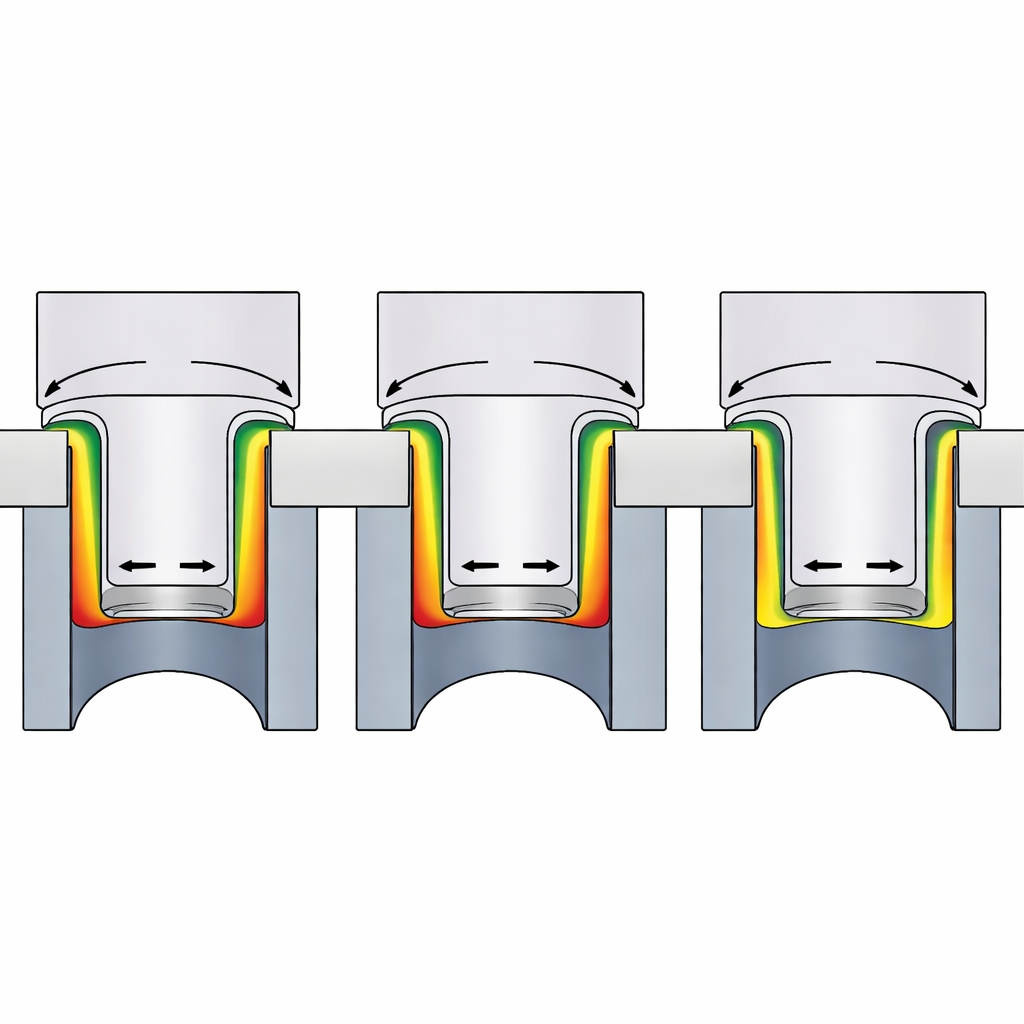
What Controls Thinning and Force
The simulations revealed clear patterns in how the aluminum behaved. The area around the rounded corner of the punch and die experienced the strongest stretching and the greatest risk of thinning. Punch speed turned out to be the dominant lever for improving safety: faster motion led to less thinning, lower forces, reduced stresses, and more stable strain patterns, moving the material further away from the failure boundary on the forming limit diagram. Sheet thickness had a double-edged effect. Thicker sheets could carry more load but also developed higher forces, stresses, and thinning percentages in the critical regions. By contrast, the clamping force on the blank played only a minor role within the tested range, slightly influencing thickness and strain distribution but not dramatically changing the overall forming behavior.
From Virtual Cups to Real Products
In accessible terms, the study shows that by mainly adjusting how fast the punch moves and choosing a suitable sheet thickness, manufacturers can keep aluminum cups strong and uniform without overloading presses or risking cracks. The confirmed statistical models effectively act like a set of dial settings: given a target for low thinning, moderate forming force, and safe strain levels, they can predict which combination of speed, thickness, and clamping will work before any metal is actually formed. This integrated numerical and statistical approach promises fewer physical trials, better control of part quality, longer tool life, and more efficient high-volume production of aluminum components used throughout everyday life.
Citation: Shamso, E., El Kafy, M.A. & Naeim, N. Numerical and statistical analysis of aluminum deep drawing using LS-DYNA coupled with Taguchi design and response surface methodology. Sci Rep 16, 10490 (2026). https://doi.org/10.1038/s41598-026-43326-w
Keywords: deep drawing, aluminum forming, sheet metal, finite element simulation, manufacturing optimization