Clear Sky Science · tr
LS-DYNA ile Etkileşimli Taguchi Tasarımı ve Tepki Yüzeyi Yöntemi Kullanılarak Alüminyum Derin Çekme Üzerine Sayısal ve İstatistiksel Analiz
Yassı Metali Günlük Şekillere Dönüştürmek
Birçok tanıdık ev ve endüstriyel ürün—mutfak eşyaları, kutular, otomobil gövde parçaları, hatta elektronik muhafazalar—hayatına yassı metal levhalar olarak başlar ve preslenerek şekil verilir. Derin çekme olarak adlandırılan bu şekillendirme yöntemi dikkatle kontrol edilmelidir: çok fazla kuvvet veya yanlış hız metalin yırtılmasına ya da buruşmasına yol açabilir, malzeme israfına ve takım hasarına neden olur. Bu makale, alüminyum derin çekme sürecindeki birkaç kilit ayarı nasıl ayarlayacaklarını araştırıyor; böylece üreticiler daha az maliyetli deneme-yanılma ile güvenilir, hafif parçalar üretebilir. 
Derin Çekmenin Önemi
Derin çekme, düz yuvarlak bir levhayı tek bir presleme adımıyla içi boş bir kupa haline dönüştürür. Arabalar, uçaklar, mutfak eşyaları ve tüketici cihazları gibi güçlü ancak hafif ürün talep eden endüstrilerde hayati öneme sahiptir. Alüminyum özellikle çekicidir çünkü hafif ve korozyona dayanıklıdır; ancak yumuşak çeliğe kıyasla daha az hoşgörülüdür: aşırı zorlandığında incelir, çatlar veya buruşur. Modern verimlilik ve güvenlik gereksinimlerini karşılamak için mühendislerin, alüminyumun şekillendirme sırasında nasıl davranacağını tahmin etmeleri ve pahalı takımlara ve tam ölçekli üretime geçmeden önce arıza durumlarını önlemek üzere makine ayarlarını nasıl değiştireceklerini belirlemeleri gerekir.
Tahmin Yerine Simülasyon
Gerçek levhaları defalarca presleyip kesmek yerine, yazarlar güçlü bir bilgisayar simülasyon aracı olan LS-DYNA’yı kullanarak alüminyum bir boşluğun sığ bir kupa haline çekilmesini detaylı biçimde sanal olarak modellediler. Kurulum tipik endüstriyel süreci taklit etti: dairesel bir levha sabit bir kalıp ile halka biçimli bir tutucu arasında sıkıştırılırken, bir darbe (punch) onu kalıp boşluğuna doğru iter. Sanal boşluk, gerilme altındaki davranışı laboratuvarda ölçülen ve modele aktarılan yaygın bir alüminyum çeşidi (Al-1050) ile yapıldı. Araştırmacılar daha sonra kontrol edilebilir üç ayarı—darbe hızı, levha kalınlığı ve boşluğun sıkıştırma kuvveti—değiştirip maksimum şekillendirme kuvveti, levhanın ne kadar inceldiği, kalıcı gerinme miktarı ve standart bir şekillenme limit diyagramında ne kadar arızaya yakın olduğu gibi sonuçları kaydettiler.
Sanal Deneyleri Akıllıca Tasarlamak
Parametre uzayını verimli şekilde keşfetmek için çalışma, ana etkileri ve etkileşimleri ortaya çıkaran küçük ama dikkatle düzenlenmiş denemeler seçen istatistiksel bir yaklaşım olan Taguchi deney tasarımını kullandı. Dokuz simülasyon çalışması, darbe hızının üç seviyesi (yavaş, orta, hızlı), üç kalınlık ve üç sıkıştırma kuvvetini kapsadı. Sonuçlar daha sonra hangi faktörlerin en önemli olduğunu nicelendirip girdileri çıktılara bağlayan basit denklemler kuran varyans analizi ve tepki yüzeyi yöntemleriyle analiz edildi. Bu modeller, öngörülen değerlerin simülasyon verileriyle karşılaştırılmasıyla doğrulandı; belirleyici katsayıların yüksekliğiyle nicelendirilen yakın uyum, denklemlerin incelme, kuvvet ve gerinme üzerindeki ayar değişikliklerini güvenilir şekilde tahmin edebileceğini gösterdi. 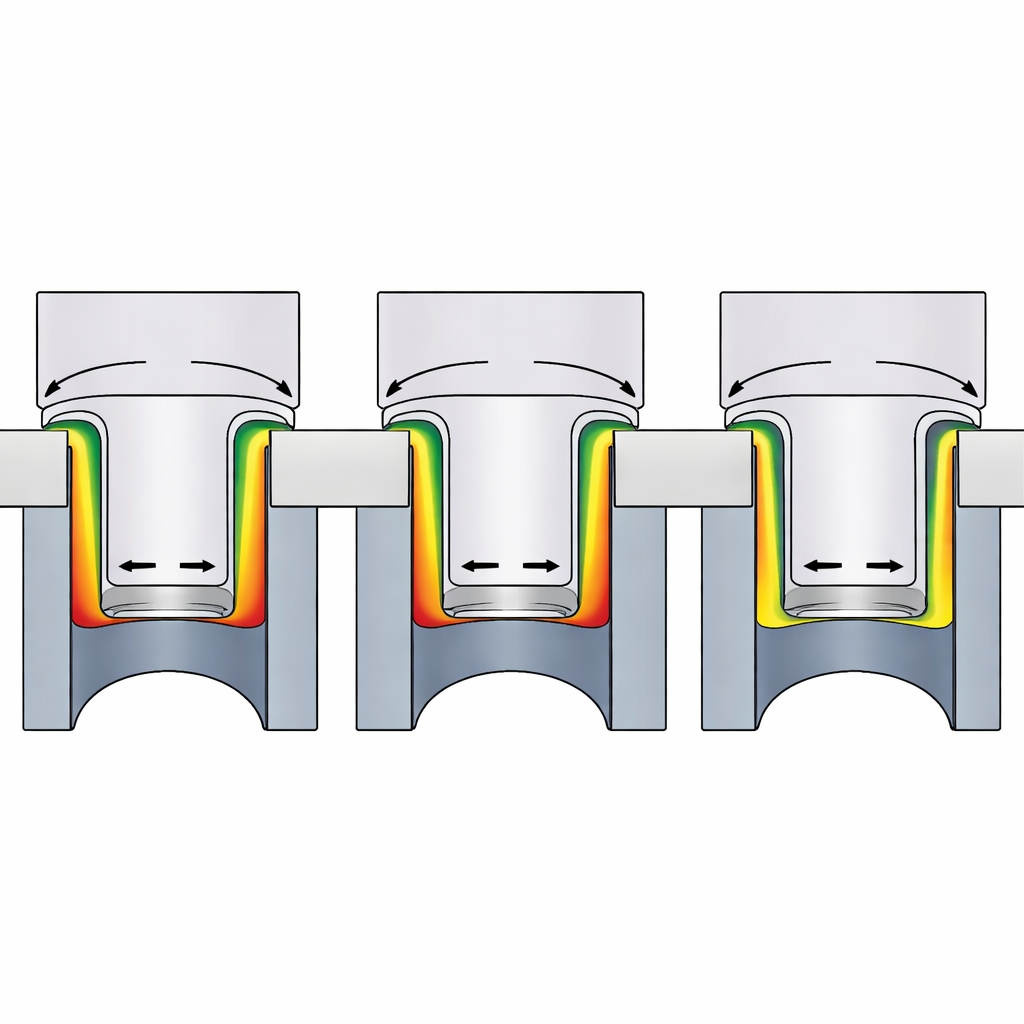
İncelme ve Kuvveti Ne Kontrol Ediyor
Simülasyonlar, alüminyumun davranışında açık desenler ortaya koydu. Darbe ve kalıp yuvarlatılmış köşe çevresi en güçlü gerilmeye ve en yüksek incelme riskine maruz kalan bölgeydi. Güvenliği iyileştirmek için baskın kaldıraç olarak darbe hızı öne çıktı: daha hızlı hareket daha az incelme, daha düşük kuvvetler, azalan gerilmeler ve daha kararlı gerinme desenleri ile sonuçlandı; bu da malzemeyi şekillenme limit diyagramındaki arıza sınırından daha uzağa taşıdı. Levha kalınlığının iki yönlü bir etkisi vardı. Daha kalın levhalar daha fazla yük taşıyabilse de kritik bölgelerde daha yüksek kuvvetler, gerilmeler ve incelme yüzdeleri geliştirdiler. Buna karşılık, boşluğun sıkıştırma kuvveti test edilen aralık içinde yalnızca küçük bir rol oynadı; kalınlık ve gerinme dağılımını hafifçe etkiledi ama genel şekillendirme davranışını dramatik biçimde değiştirmedi.
Sanal Kupalardan Gerçek Ürünlere
Erişilebilir bir dille, çalışma gösteriyor ki öncelikle darbenin hareket hızını ayarlayarak ve uygun bir levha kalınlığı seçerek üreticiler alüminyum kupaların güçlü ve homojen kalmasını, presleri aşırı yüklemeden veya çatlama riski oluşturmadan sağlayabilir. Doğrulanmış istatistiksel modeller, düşük incelme, orta düzeyde şekillendirme kuvveti ve güvenli gerinme seviyeleri hedeflendiğinde hangi hız, kalınlık ve sıkıştırma kombinasyonunun işe yarayacağını metal gerçekten şekillendirilmeden önce tahmin edebilen bir dizi ayar gibi işlev görür. Bu entegre sayısal ve istatistiksel yaklaşım, daha az fiziksel deneme, parça kalitesinde daha iyi kontrol, takım ömründe artış ve günlük yaşamda kullanılan alüminyum bileşenlerin yüksek hacimli üretiminde daha yüksek verim vaat ediyor.
Atıf: Shamso, E., El Kafy, M.A. & Naeim, N. Numerical and statistical analysis of aluminum deep drawing using LS-DYNA coupled with Taguchi design and response surface methodology. Sci Rep 16, 10490 (2026). https://doi.org/10.1038/s41598-026-43326-w
Anahtar kelimeler: derin çekme, alüminyum şekillendirme, sac metal, sonlu eleman simülasyonu, üretim optimizasyonu