Clear Sky Science · de
Numerische und statistische Analyse des Tiefziehens von Aluminium mit LS-DYNA gekoppelt an Taguchi-Design und Response-Surface-Methodik
Flaches Metall in alltägliche Formen verwandeln
Zahlreiche vertraute Haushalts- und Industrieprodukte – Kochgeschirr, Dosen, Karosserieteile oder Gehäuse für Elektronik – beginnen als flache Metallbleche, die in Form gepresst werden. Dieses Umformverfahren, Tiefziehen genannt, muss genau gesteuert werden: zu hohe Kräfte oder die falsche Geschwindigkeit können zum Reißen oder Falten des Metalls führen, Material verschwenden und Werkzeuge beschädigen. In diesem Beitrag wird untersucht, wie sich einige entscheidende Stellgrößen beim Tiefziehen von Aluminium abstimmen lassen, damit Hersteller zuverlässige, leichte Bauteile formen können, ohne aufwendige und teure Versuch‑und‑Irrtum‑Versuche durchführen zu müssen. 
Warum Tiefziehen wichtig ist
Tiefziehen verwandelt ein flaches Rundblech in einem einzigen Pressschritt in einen hohlen Becher. Es ist in Branchen unerlässlich, die starke, aber leichte Produkte verlangen, etwa Automobilbau, Luftfahrt, Kochgeschirr und Konsumgeräte. Aluminium ist besonders attraktiv, weil es leicht und korrosionsbeständig ist, aber es ist weniger nachgiebig als Baustahl: Man kann es nur begrenzt dehnen, sonst dünnt es aus, reißt oder bildet Falten. Um modernen Anforderungen an Effizienz und Sicherheit gerecht zu werden, müssen Ingenieure vorhersagen können, wie sich Aluminium beim Umformen verhält, und Maschinenparameter so anpassen, dass Fehler vermieden werden, bevor teure Werkzeuge und die Serienproduktion gestartet werden.
Metall simulieren statt raten
Anstatt wiederholt reale Bleche zu pressen und zu zerstören, nutzten die Autoren das leistungsfähige Simulationswerkzeug LS-DYNA, um ein detailliertes virtuelles Modell eines Aluminiumzuschnitts zu erstellen, der in eine flache Tasse gezogen wird. Der Aufbau ahmte einen typischen industriellen Prozess nach: Ein kreisrundes Blech wird zwischen einer festen Matrize und einem ringförmigen Haltering eingespannt, während ein Stempel es in die Matrizenhöhlung drückt. Das virtuelle Blech bestand aus einer gängigen Aluminiumlegierung (Al‑1050), deren Dehnverhalten im Labor gemessen und in das Modell eingespeist wurde. Die Forscher variierten dann drei regelbare Parameter – Stempelgeschwindigkeit, Blechdicke und Einspannkraft – und zeichneten Größen wie maximale Umformkraft, Maß der Ausdünnung, bleibende Dehnung und Nähe zum Versagen auf einem standardisierten Formänderungsdiagramm auf.
Virtuelle Versuche intelligent planen
Um den Parameterraum effizient zu erkunden, verwendete die Studie ein Taguchi‑Versuchsplanverfahren, eine statistische Methode, die eine kleine, aber sorgfältig angeordnete Versuchsauswahl trifft, die dennoch Hauptwirkungen und Wechselwirkungen aufzeigt. Neun Simulationsläufe deckten drei Stufen der Stempelgeschwindigkeit (langsam, mittel, schnell), drei Dicken und drei Einspannkräfte ab. Die Ergebnisse wurden anschließend mittels Varianzanalyse und Response‑Surface‑Methoden ausgewertet, die quantifizieren, welche Faktoren am wichtigsten sind und einfache Gleichungen erstellen, die Eingangswerte mit Ergebnissen verknüpfen. Diese Modelle wurden durch den Vergleich der vorhergesagten Werte mit den Simulationsdaten überprüft; die enge Übereinstimmung – ausgedrückt durch hohe Determinationskoeffizienten – zeigte, dass die Gleichungen verlässlich vorhersagen können, wie Veränderungen der Einstellungen Ausdünnung, Kraft und Dehnung beeinflussen. 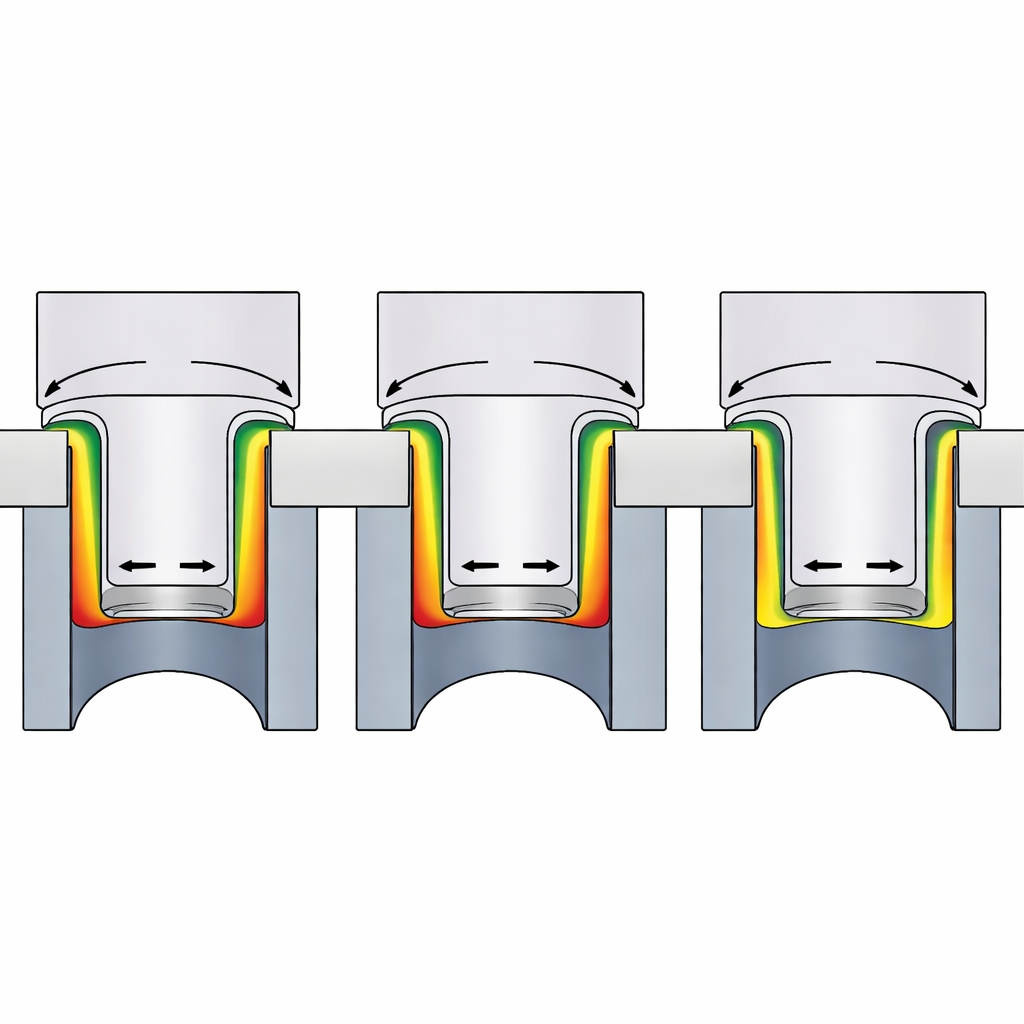
Was Ausdünnung und Kräfte steuert
Die Simulationen offenbarten deutliche Muster im Verhalten des Aluminiums. Der Bereich um die gerundete Ecke von Stempel und Matrize erfuhr die stärkste Dehnung und das größte Risiko der Ausdünnung. Die Stempelgeschwindigkeit erwies sich als dominanter Hebel zur Verbesserung der Sicherheit: Schnellere Bewegung führte zu geringerer Ausdünnung, niedrigeren Kräften, reduzierten Spannungen und stabileren Dehnungsverteilungen und verschob das Material weiter weg von der Versagensgrenze im Formänderungsdiagramm. Die Blechdicke hatte einen zweischneidigen Effekt. Dickere Bleche konnten höhere Lasten tragen, entwickelten aber in den kritischen Bereichen auch höhere Kräfte, Spannungen und prozentuale Ausdünnungen. Dagegen spielte die Einspannkraft im untersuchten Bereich nur eine untergeordnete Rolle, sie beeinflusste geringfügig die Dicken‑ und Dehnungsverteilung, veränderte das Gesamterscheinungsbild des Umformens jedoch nicht dramatisch.
Von virtuellen Tassen zu realen Produkten
Eindrücklich zeigt die Studie, dass Hersteller durch das Hauptaugenmerk auf die Stempelgeschwindigkeit und die Wahl einer geeigneten Blechdicke Aluminiumbecher stark und gleichmäßig formen können, ohne Pressen zu überlasten oder Risse zu riskieren. Die bestätigten statistischen Modelle funktionieren wie ein Satz Einstellwerte: Gegeben ein Ziel für geringe Ausdünnung, moderate Umformkraft und sichere Dehnungswerte, können sie vorhersagen, welche Kombination aus Geschwindigkeit, Dicke und Einspannung geeignet ist, noch bevor Metall geformt wird. Dieser integrierte numerische und statistische Ansatz verspricht weniger physische Versuche, bessere Kontrolle der Bauteilqualität, längere Werkzeuglebensdauer und effizientere Serienfertigung von Aluminiumkomponenten, die im Alltag weit verbreitet sind.
Zitation: Shamso, E., El Kafy, M.A. & Naeim, N. Numerical and statistical analysis of aluminum deep drawing using LS-DYNA coupled with Taguchi design and response surface methodology. Sci Rep 16, 10490 (2026). https://doi.org/10.1038/s41598-026-43326-w
Schlüsselwörter: Tiefziehen, Aluminiumumformung, Blech, Finites-Elemente-Simulation, Fertigungsoptimierung