Clear Sky Science · pl
Analiza numeryczna i statystyczna głębokiego tłoczenia aluminium z użyciem LS-DYNA w połączeniu z projektem Taguchi i metodą powierzchni odpowiedzi
Przekształcanie płaskiego metalu w codzienne kształty
Wiele znanych przedmiotów domowych i przemysłowych — naczynia kuchenne, puszki, elementy karoserii samochodowych, a nawet obudowy elektroniki — powstaje z płaskich arkuszy metalu formowanych pod ciśnieniem. Ta metoda formowania, zwana głębokim tłoczeniem, wymaga starannej kontroli: zbyt duża siła lub niewłaściwa prędkość mogą spowodować pęknięcia lub marszczenie się materiału, co prowadzi do strat materiałowych i uszkodzeń narzędzi. W artykule badano, jak wyregulować kilka kluczowych parametrów przy tłoczeniu aluminium, aby producentom łatwiej było wytwarzać niezawodne, lekkie części przy mniejszej liczbie kosztownych prób i błędów. 
Dlaczego głębokie tłoczenie ma znaczenie
Głębokie tłoczenie przekształca płaski, okrągły arkusz w pusty kielich w jednym cyklu prasowania. Jest to kluczowy proces w branżach wymagających wytrzymałych, a jednocześnie lekkich produktów, takich jak motoryzacja, lotnictwo, produkcja naczyń kuchennych czy urządzeń konsumenckich. Aluminium jest szczególnie atrakcyjne ze względu na niską masę i odporność na korozję, ale jest też mniej wyrozumiałe niż miękka stal: przy zbyt dużym odkształceniu materiał może znacząco się przerzedzić, pękać lub marszczyć. Aby sprostać współczesnym wymaganiom efektywności i bezpieczeństwa, inżynierowie muszą przewidywać zachowanie aluminium podczas formowania i dobierać parametry maszyn tak, by unikać uszkodzeń jeszcze przed wykonaniem drogich narzędzi i rozpoczęciem produkcji seryjnej.
Symulacja metalu zamiast zgadywania
Zamiast wielokrotnego tłoczenia i cięcia rzeczywistych arkuszy, autorzy wykorzystali zaawansowane oprogramowanie symulacyjne LS-DYNA do stworzenia szczegółowego, wirtualnego modelu arkusza aluminium tłoczonego do postaci płytkiego kielicha. Ustawienie odwzorowywało typowy proces przemysłowy: okrągły arkusz jest zaciskany między stałą matrycą a pierścieniowym elementem dociskowym, podczas gdy stempel wciska materiał do wnęki matrycy. Wirtualny arkusz wykonano z popularnego gatunku aluminium (Al-1050), którego zachowanie przy rozciąganiu zmierzono w laboratorium i wprowadzono do modelu. Badacze zmieniali następnie trzy sterowalne parametry — prędkość ruchu stempla, grubość arkusza oraz siłę docisku — i rejestrowali wielkości takie jak maksymalna siła formowania, stopień przerzedzenia blachy, trwałe odkształcenie oraz odległość od granicy uszkodzenia na standardowym wykresie formowalności.
Inteligentne projektowanie eksperymentów wirtualnych
Aby wydajnie zbadać przestrzeń parametrów, w badaniu zastosowano plan eksperymentów Taguchi — podejście statystyczne, które wybiera niewielką, lecz starannie dobraną liczbę prób ujawniającą główne efekty i interakcje. Dziewięć symulacji objęło trzy poziomy prędkości stempla (wolno, średnio, szybko), trzy grubości i trzy siły docisku. Wyniki analizowano następnie metodami analizy wariancji i powierzchni odpowiedzi, które określają, które czynniki mają największe znaczenie, oraz budują proste równania łączące wejścia z wynikami. Modele te zweryfikowano, porównując wartości przewidywane z danymi symulacyjnymi; wysoki stopień dopasowania — wyrażony dużymi współczynnikami determinacji — wykazał, że równania mogą wiarygodnie prognozować, jak zmiany ustawień wpłyną na przerzedzenie, siłę i odkształcenie. 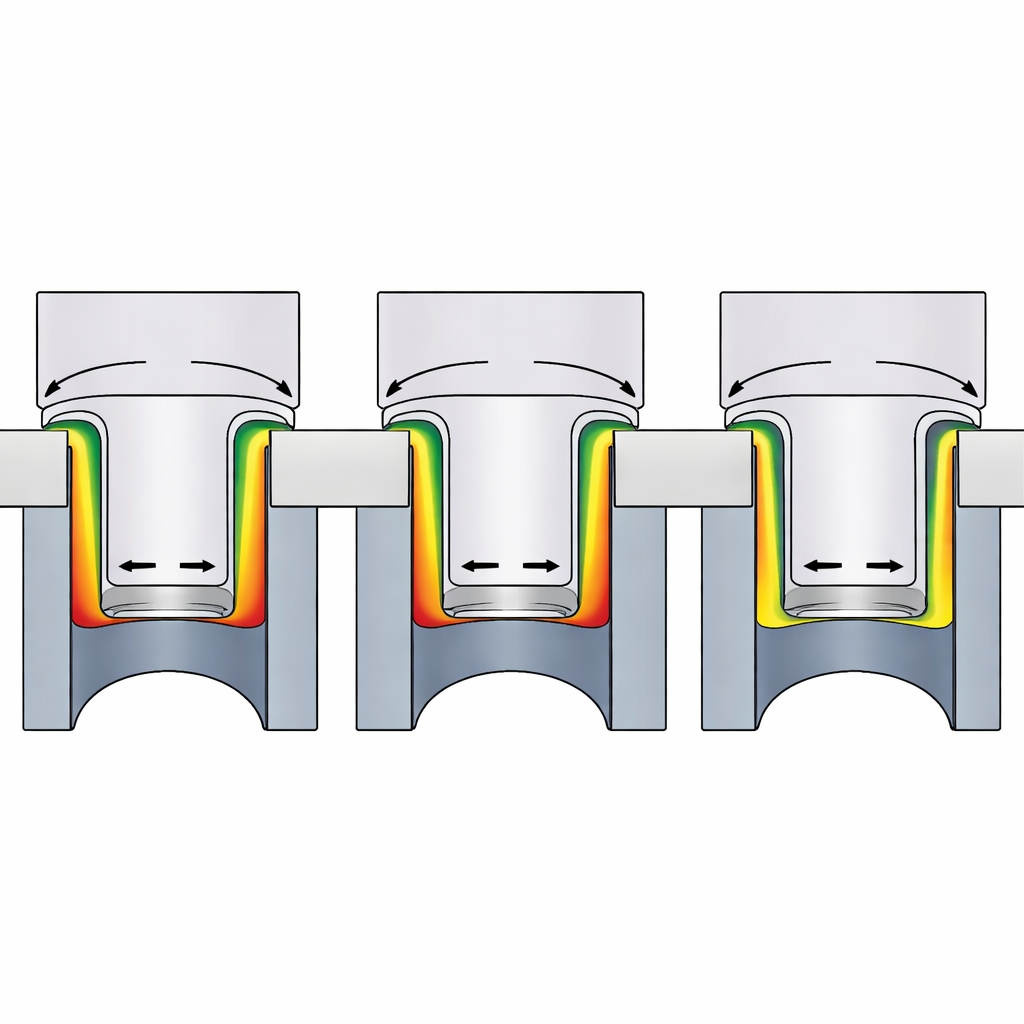
Co kontroluje przerzedzenie i siły
Symulacje ujawniły wyraźne wzorce zachowania aluminium. Obszar wokół zaokrąglonego naroża stempla i matrycy doświadczał najsilniejszego rozciągania i największego ryzyka przerzedzenia. Prędkość stempla okazała się dominującym dźwignią poprawiającą bezpieczeństwo: szybszy ruch prowadził do mniejszego przerzedzenia, niższych sił, niższych naprężeń i bardziej stabilnego rozkładu odkształceń, co przesuwało materiał dalej od granicy uszkodzenia na wykresie formowalności. Grubość blachy miała efekt dwuznaczny. Grubsze arkusze mogły przenosić większe obciążenia, ale jednocześnie w newralgicznych obszarach pojawiały się wyższe siły, naprężenia i procentowe przerzedzenie. Natomiast siła docisku blanku w badanym zakresie odgrywała jedynie drugorzędną rolę — nieznacznie wpływała na rozkład grubości i odkształceń, ale nie zmieniała radykalnie ogólnego zachowania formowania.
Od wirtualnych kielichów do rzeczywistych produktów
Mówiąc przystępnym językiem, badanie pokazuje, że przez głównie regulowanie prędkości ruchu stempla i dobranie odpowiedniej grubości arkusza producenci mogą uzyskać wytrzymałe i jednorodne aluminiowe kielichy bez przeciążania pras czy ryzyka pęknięć. Potwierdzone modele statystyczne działają jak zestaw ustawień pokręteł: znając cel minimalnego przerzedzenia, umiarkowanej siły formowania i bezpiecznych poziomów odkształceń, można przewidzieć, która kombinacja prędkości, grubości i docisku zadziała, zanim jakikolwiek metal zostanie uformowany. To zintegrowane podejście numeryczne i statystyczne obiecuje mniej fizycznych prób, lepszą kontrolę jakości części, dłuższą żywotność narzędzi i bardziej efektywną produkcję na dużą skalę komponentów aluminiowych używanych w codziennym życiu.
Cytowanie: Shamso, E., El Kafy, M.A. & Naeim, N. Numerical and statistical analysis of aluminum deep drawing using LS-DYNA coupled with Taguchi design and response surface methodology. Sci Rep 16, 10490 (2026). https://doi.org/10.1038/s41598-026-43326-w
Słowa kluczowe: głębokie tłoczenie, kształtowanie aluminium, blacha, symulacja metodą elementów skończonych, optymalizacja produkcji