Clear Sky Science · ru
Численный и статистический анализ глубокого вытяжки алюминия с использованием LS-DYNA в сочетании с методом Тагучи и методом отклика поверхности
Превращение плоского металла в привычные формы
Многие знакомые бытовые и промышленные изделия — посуда, банки, кузовные детали автомобилей, даже корпуса электронных устройств — изначально являются плоскими листами металла, которые формуют в нужную форму. Этот метод формования, называемый глубокой вытяжкой, требует тщательного контроля: чрезмерная сила или неправильная скорость могут привести к разрыву или морщинам, что ведет к потере материала и повреждению инструментов. В этой работе исследуется, как настроить несколько ключевых параметров при глубокой вытяжке алюминия, чтобы производители могли получать надежные, легкие детали с меньшим числом дорогостоящих опытных испытаний. 
Почему глубокая вытяжка важна
Глубокая вытяжка преобразует плоский круглый лист в полую чашу за один ход штампа. Она имеет критическое значение в отраслях, где требуются прочные, но легкие изделия — автомобилестроение, авиация, производство посуды и потребительской электроники. Алюминий особенно привлекателен из‑за своей легкости и коррозионной стойкости, но он менее «прощает» ошибки по сравнению с мягкой сталью: при чрезмерной деформации он истончается, трескается или образует складки. Чтобы удовлетворять современным требованиям по эффективности и безопасности, инженерам необходимо предсказывать поведение алюминия при формовании и корректировать настройки оборудования, чтобы избежать отказов до изготовления дорогостоящих штампов и запуска серийного производства.
Моделирование металла вместо догадок
Вместо многократных прессовок и разрезов реальных листов авторы использовали мощный вычислительный инструмент LS-DYNA для создания детализированной виртуальной модели заготовки алюминия, вытягиваемой в неглубокую чашу. Установка имитировала типичный промышленный процесс: круглый лист зажимается между фиксированной матрицей и кольцевым держателем, а пуансон вдавливает его в полость матрицы. Виртуальная заготовка представляла собой распространенную марку алюминия (Al-1050), поведение которой при растяжении было измерено в лаборатории и использовано в модели. Исследователи затем варьировали три управляемых параметра — скорость перемещения пуансона, толщину листа и силу зажима — и фиксировали такие результаты, как максимальная сила формования, степень истончения листа, величина остаточных деформаций и близость к разрушению на стандартной диаграмме формуемости.
Разумное проектирование виртуальных экспериментов
Для эффективного исследования пространства параметров в работе применялся план экспериментов по Тагучи — статистический подход, который выбирает небольшой, но тщательно организованный набор испытаний, позволяющий выявить основные эффекты и взаимодействия. Девять симуляций охватывали три уровня скорости пуансона (медленно, средне, быстро), три толщины и три силы зажима. Полученные результаты затем анализировались с помощью дисперсионного анализа и методов поверхности отклика, которые количественно определяют, какие факторы наиболее значимы, и строят простые уравнения, связывающие входные параметры с выходными. Эти модели проверяли, сравнивая предсказанные значения с данными моделирования; близкое совпадение — выраженное высокими коэффициентами детерминации — показало, что уравнения надежно прогнозируют, как изменение настроек влияет на истончение, силы и деформации. 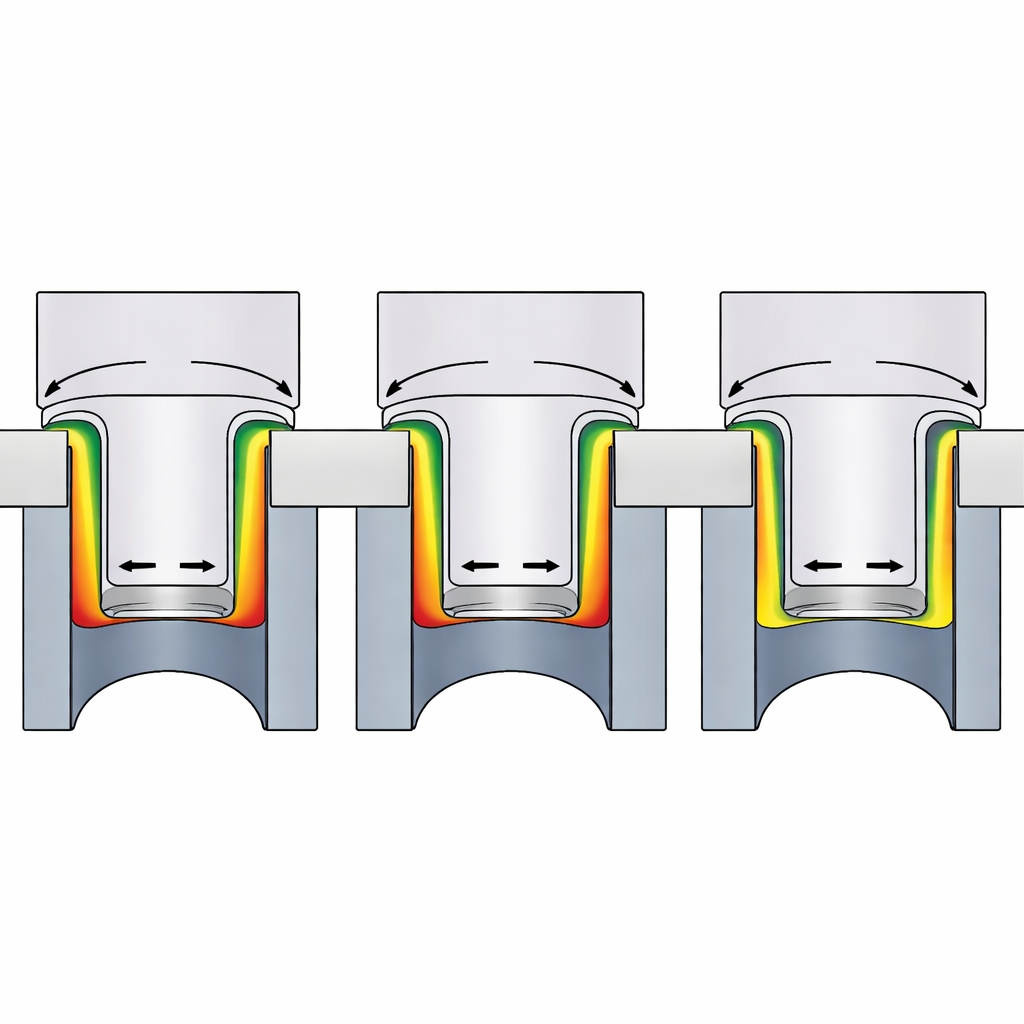
Что контролирует истончение и силы
Моделирование выявило четкие закономерности в поведении алюминия. Область вокруг закругленного края пуансона и матрицы испытывала наибольшее растяжение и наибольший риск истончения. Скорость пуансона оказалась доминирующим фактором безопасности: более быстрая подача приводила к меньшему истончению, более низким силам, сниженному уровню напряжений и более стабильным полям деформации, отодвигая материал дальше от границы разрушения на диаграмме предела формуемости. Толщина листа имела двоякий эффект. Более толстые листы могли нести большую нагрузку, но при этом в критических зонах развивались более высокие силы, напряжения и проценты истончения. Напротив, сила зажима заготовки в исследованном диапазоне играла лишь незначительную роль, несущественно влияя на распределение толщины и деформаций и не меняя радикально общего поведения при формовании.
От виртуальных чаш к реальным изделиям
Простыми словами, исследование показывает, что в основном за счет регулировки скорости хода пуансона и выбора подходящей толщины листа производители могут получать прочные и однородные алюминиевые чаши без перегрузки прессов и риска трещин. Подтвержденные статистические модели фактически работают как набор настроек: имея цель по минимальному истончению, умеренной силе формования и безопасным уровням деформации, они позволяют предсказать комбинацию скорости, толщины и зажима, которая сработает еще до реального формования металла. Этот интегрированный численный и статистический подход обещает сократить число физических испытаний, улучшить контроль качества деталей, продлить срок службы инструментов и повысить эффективность массового производства алюминиевых компонентов, используемых в повседневной жизни.
Цитирование: Shamso, E., El Kafy, M.A. & Naeim, N. Numerical and statistical analysis of aluminum deep drawing using LS-DYNA coupled with Taguchi design and response surface methodology. Sci Rep 16, 10490 (2026). https://doi.org/10.1038/s41598-026-43326-w
Ключевые слова: глубокая вытяжка, формование алюминия, листовой металл, метод конечных элементов, оптимизация производства