Clear Sky Science · sv
Numerisk och statistisk analys av djupdragning av aluminium med LS-DYNA i kombination med Taguchi-design och responsytametodik
Att förvandla platt metall till vardagliga former
Många välkända hushålls- och industriprodukter—kokkärl, burkar, bildelar och till och med elektronikhöljen—börjar som platta plåtar som pressas till form. Denna formningsmetod, kallad djupdragning, måste kontrolleras noggrant: för stor kraft eller felaktig hastighet kan få metallen att rivas eller veckas, vilket slösar material och skadar verktyg. Den här artikeln undersöker hur man finjusterar några viktiga parametrar vid djupdragning av aluminium så att tillverkare kan forma pålitliga, lätta komponenter med färre kostsamma försök-och-fel-experiment. 
Varför djupdragning är viktigt
Djupdragning förvandlar en platt rund plåt till en ihålig kopp i ett enda pressmoment. Det är viktigt i branscher som kräver starka men lätta produkter, såsom fordons-, flyg-, kokkärls- och konsumentelektronikbranschen. Aluminium är särskilt attraktivt eftersom det är lätt och korrosionsbeständigt, men det är också mindre förlåtande än mjuk stål: pressar man det för långt blir det tunnt, spricker eller veckas. För att möta moderna krav på effektivitet och säkerhet behöver ingenjörer förutsäga hur aluminium beter sig under formning och hur maskininställningar ska justeras för att undvika fel innan man satsar på dyra verktyg och fullskalig produktion.
Simulera metall istället för att gissa
Istället för att upprepade gånger pressa och skära verkliga plåtar använde författarna ett kraftfullt computersimuleringsverktyg, LS-DYNA, för att skapa en detaljerad virtuell modell av ett aluminiumblank som dras till en grund kopp. Upplägget efterliknade en typisk industriell process: en cirkulär plåt kläms mellan en fast matris och en ringformad hållare, medan en stans pressar den in i matrisens kavitet. Den virtuella blanken var av ett vanligt aluminiumslag (Al-1050) vars beteende under töjning mättes i labbet och matades in i modellen. Forskarna varierade sedan tre styrbara inställningar—hur snabbt stansen rör sig, plåtens tjocklek och hur hårt blanken kläms—och registrerade utfall som maximal formkraft, hur mycket plåten tunnades ut, hur mycket den permanent töjdes och hur nära den kom ett brott enligt en standard formbarhetsdiagram.
Att utforma virtuella experiment smart
För att effektivt utforska parameterutrymmet använde studien en Taguchi-design för experiment, en statistisk metod som väljer ett litet men omsorgsfullt ordnat antal försök som ändå avslöjar huvud effekter och vissa interaktioner. Nio simuleringskörningar täckte tre nivåer av stanshastighet (långsam, medel, snabb), tre tjocklekar och tre klämkrafter. Resultaten analyserades sedan med variansanalys och responsytametoder, som kvantifierar vilka faktorer som spelar störst roll och konstruerar enkla ekvationer som länkar indata till utfall. Dessa modeller kontrollerades genom att jämföra förutspådda värden mot simuleringsdata; den nära överensstämmelsen—kvantifierad med höga determinationskoefficienter—visade att ekvationerna pålitligt kan förutse hur förändringar i inställningar påverkar uttunning, kraft och töjning. 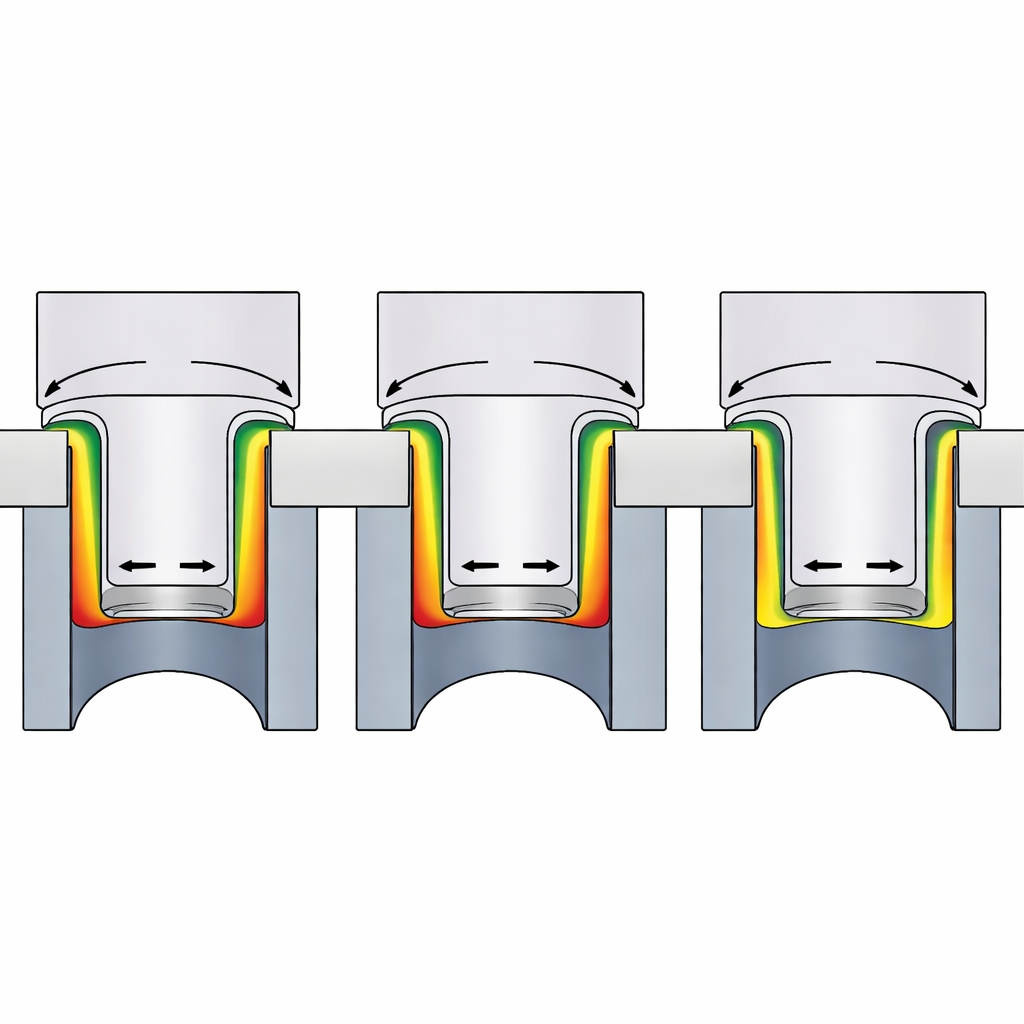
Vad som styr uttunning och kraft
Simulationerna avslöjade tydliga mönster i hur aluminiumet uppförde sig. Området kring den rundade kanten mellan stans och matris utsattes för starkast töjning och störst risk för uttunning. Stanshastigheten visade sig vara den dominerande spaken för att förbättra säkerheten: snabbare rörelse ledde till mindre uttunning, lägre krafter, reducerade spänningar och mer stabila töjningsmönster, vilket förde materialet längre från brottgränsen i formbarhetsdiagrammet. Plåttjockleken hade en dubbelverkande effekt. Tjockare plåtar kunde bära större last men utvecklade också högre krafter, spänningar och uttunningsprocent i kritiska områden. Däremot spelade klämkraften på blanken endast en mindre roll inom det testade intervallet, med en svag inverkan på tjocklek och töjningsfördelning men utan dramatisk förändring av den övergripande formningsbeteendet.
Från virtuella koppar till verkliga produkter
På ett tillgängligt sätt visar studien att genom att huvudsakligen justera hur snabbt stansen rör sig och välja en lämplig plåttjocklek kan tillverkare behålla aluminiumkoppars styrka och jämnhet utan att överbelasta pressar eller riskera sprickor. De bekräftade statistiska modellerna fungerar i praktiken som en uppsättning rattinställningar: givet ett mål om låg uttunning, måttlig formkraft och säkra töjningsnivåer kan de förutsäga vilken kombination av hastighet, tjocklek och klämning som kommer att fungera innan någon metall faktiskt formas. Detta integrerade numeriska och statistiska angreppssätt lovar färre fysiska försök, bättre kontroll över delkvalitet, längre verktygslivslängd och effektivare volymproduktion av aluminiumkomponenter som används i vardagen.
Citering: Shamso, E., El Kafy, M.A. & Naeim, N. Numerical and statistical analysis of aluminum deep drawing using LS-DYNA coupled with Taguchi design and response surface methodology. Sci Rep 16, 10490 (2026). https://doi.org/10.1038/s41598-026-43326-w
Nyckelord: djupdragning, aluminiumformning, plåt, ändlig element-simulering, tillverkningsoptimering