Clear Sky Science · fr
Analyse numérique et statistique du emboutissage profond de l’aluminium avec LS-DYNA couplé au plan d’expériences Taguchi et à la méthode des surfaces de réponse
Transformer une tôle plane en formes du quotidien
De nombreux objets ménagers et industriels familiers — ustensiles de cuisson, canettes, pièces de carrosserie, voire boîtiers électroniques — commencent leur vie sous la forme de feuilles métalliques plates qui sont mises en forme par emboutissage. Cette méthode de formage, appelée emboutissage profond, doit être maîtrisée avec soin : une force excessive ou une vitesse inadaptée peut provoquer déchirures ou plis du métal, gaspillant la matière et endommageant les outillages. Cet article explore comment régler quelques paramètres clés pour l’emboutissage profond de l’aluminium afin que les fabricants puissent obtenir des pièces fiables et légères tout en réduisant les essais coûteux par tâtonnements. 
Pourquoi l’emboutissage profond est important
L’emboutissage profond transforme une feuille ronde plate en une coupe creuse en une seule opération de pressage. Il est essentiel dans des secteurs qui exigent des produits solides mais légers, comme l’automobile, l’aéronautique, les ustensiles de cuisine et les appareils grand public. L’aluminium est particulièrement attractif car il est léger et résistant à la corrosion, mais il est aussi moins tolérant que l’acier doux : poussé trop loin, il s’amincit, se fissure ou se plisse. Pour répondre aux exigences modernes d’efficacité et de sécurité, les ingénieurs doivent pouvoir prévoir le comportement de l’aluminium pendant le formage et ajuster les réglages machines pour éviter les défauts avant d’investir dans des outillages coûteux et une production à grande échelle.
Simuler le métal plutôt que deviner
Plutôt que de presser et découper répétitivement des pièces réelles, les auteurs ont utilisé un puissant outil de simulation numérique, LS-DYNA, pour créer un modèle virtuel détaillé d’une feuille d’aluminium emboutie en une coupe peu profonde. La configuration reproduisait un procédé industriel typique : une feuille circulaire est serrée entre une matrice fixe et un porte-couronne, tandis qu’un poinçon la pousse dans la cavité de la matrice. La feuille virtuelle était constituée d’un alliage d’aluminium courant (Al-1050) dont le comportement en traction a été mesuré en laboratoire puis injecté dans le modèle. Les auteurs ont ensuite fait varier trois paramètres contrôlables — la vitesse du poinçon, l’épaisseur de la tôle et la force de serrage — et ont enregistré des résultats tels que la force maximale de formage, le pourcentage d’amincissement, l’élongation permanente et la proximité du matériau à la rupture sur un diagramme de formabilité.
Concevoir des expériences virtuelles intelligemment
Pour explorer efficacement l’espace des paramètres, l’étude a utilisé un plan d’expériences Taguchi, une approche statistique qui sélectionne un petit nombre d’essais disposés de manière à révéler les effets principaux et certaines interactions. Neuf simulations couvraient trois niveaux de vitesse du poinçon (lent, moyen, rapide), trois épaisseurs et trois forces de serrage. Les résultats ont ensuite été analysés par analyse de variance et méthodes de surfaces de réponse, qui quantifient les facteurs les plus influents et construisent de simples équations reliant entrées et sorties. Ces modèles ont été vérifiés en comparant les valeurs prédites aux données de simulation ; la bonne concordance — traduite par des coefficients de détermination élevés — montre que les équations peuvent prévoir de façon fiable comment les variations de réglages influenceront l’amincissement, la force et la déformation. 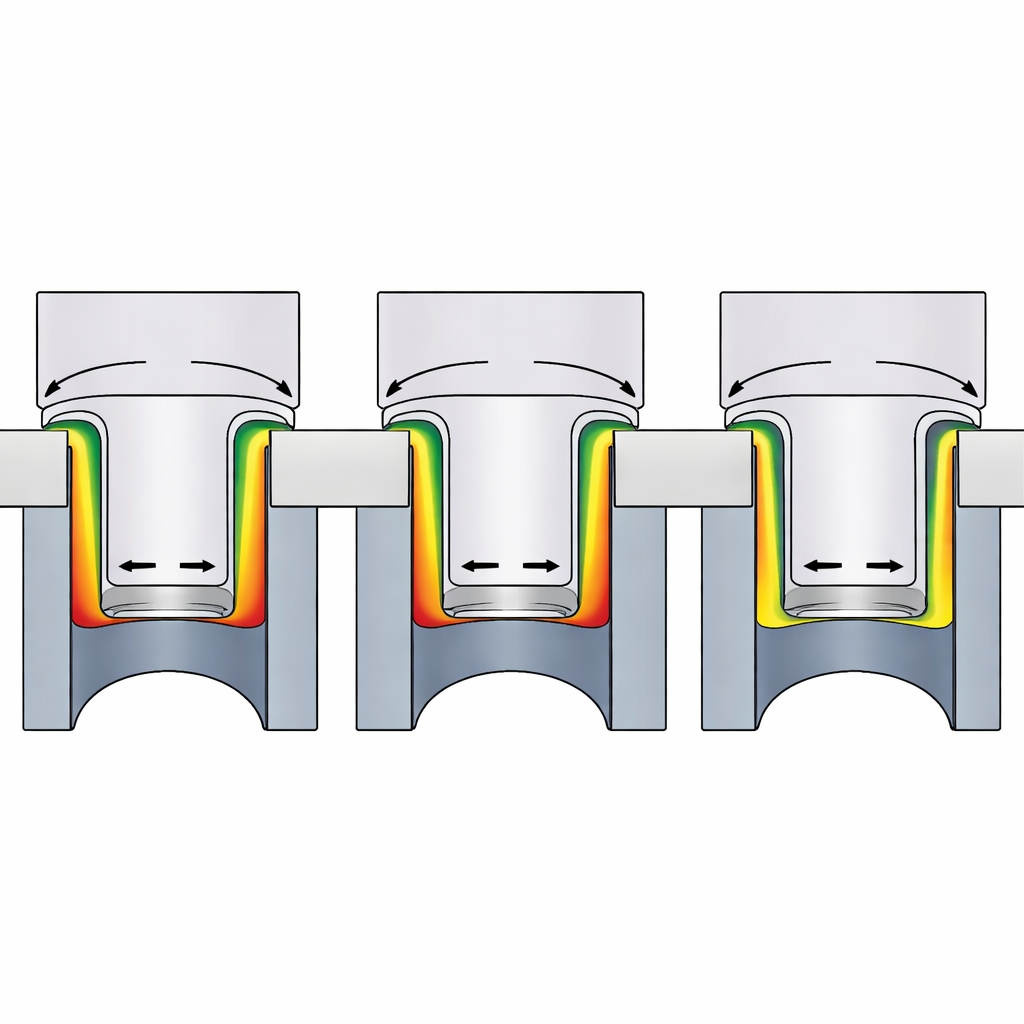
Ce qui contrôle l’amincissement et la force
Les simulations ont révélé des schémas nets du comportement de l’aluminium. La zone autour du rayon du poinçon et de la matrice subissait les plus fortes sollicitations en traction et présentait le risque d’amincissement le plus élevé. La vitesse du poinçon s’est avérée le levier dominant pour améliorer la sécurité : une action plus rapide a conduit à moins d’amincissement, des efforts moindres, des contraintes réduites et des profils de déformation plus stables, éloignant le matériau de la frontière de rupture sur le diagramme de limite de formage. L’épaisseur de la tôle a eu un effet ambivalent. Des tôles plus épaisses pouvaient supporter des charges plus importantes mais engendraient aussi des forces, des contraintes et des pourcentages d’amincissement plus élevés dans les régions critiques. En revanche, la force de serrage de la feuille n’a joué qu’un rôle mineur dans l’intervalle testé, influençant légèrement la distribution d’épaisseur et de déformation sans transformer de façon importante le comportement global de formage.
Des coupes virtuelles aux produits réels
Dit simplement, l’étude montre qu’en ajustant principalement la vitesse du poinçon et en choisissant une épaisseur de tôle adaptée, les fabricants peuvent obtenir des coupes en aluminium résistantes et homogènes sans surcharger les presses ni risquer des fissures. Les modèles statistiques validés jouent en pratique le rôle de réglages prédictifs : pour un objectif d’amincissement faible, de force de formage modérée et de niveaux de déformation sûrs, ils prédisent quelle combinaison de vitesse, d’épaisseur et de serrage conviendra avant toute mise en forme réelle. Cette approche intégrée, numérique et statistique, promet moins d’essais physiques, un meilleur contrôle de la qualité des pièces, une durée de vie d’outillage prolongée et une production plus efficace en grande série de composants en aluminium présents dans la vie quotidienne.
Citation: Shamso, E., El Kafy, M.A. & Naeim, N. Numerical and statistical analysis of aluminum deep drawing using LS-DYNA coupled with Taguchi design and response surface methodology. Sci Rep 16, 10490 (2026). https://doi.org/10.1038/s41598-026-43326-w
Mots-clés: emboutissage profond, formage de l’aluminium, tôle, simulation par éléments finis, optimisation de la production