Clear Sky Science · ja
Taguchi設計と応答曲面法を組み合わせたLS-DYNAによるアルミニウム深絞りの数値・統計解析
平板から身近な形状へ
調理器具、缶、自動車のボディ部品、電子機器の筐体など、日常的かつ産業的によく見られる多くの品物は、平らな金属板を押し出して成形するところから始まります。この成形法は深絞りと呼ばれ、力や速度を適切に制御しないと金属が裂けたりしわが生じて材料や金型を損なうため注意が必要です。本論文は、アルミニウムの深絞りにおける主要なパラメータを最適化する方法を検討し、コストのかかる試行錯誤を減らしつつ信頼性の高い軽量部品を成形できるようにすることを目的としています。 
深絞りが重要な理由
深絞りは、平らな円形板を一回の加圧で中空のカップに変形させます。自動車、航空機、調理器具、コンシューマーデバイスなど、強度が必要でありながら軽量が求められる分野で不可欠な工程です。アルミニウムは軽く耐食性に優れるため魅力的ですが、軟鋼に比べると扱いが難しく、過度に引き伸ばすと薄化、亀裂、しわを生じやすくなります。効率性と安全性を両立するためには、成形中のアルミニウム挙動を予測し、工具投入や量産前に機械設定を調整して不具合を避けることが重要です。
試行ではなくシミュレーションで確かめる
繰り返し実際の板をプレス加工する代わりに、著者らは高性能な数値解析ツールLS-DYNAを用いて、アルミニウムのブランクが浅いカップに引き抜かれる詳細な仮想モデルを作成しました。設定は典型的な産業プロセスを模しており、円形の板は固定ダイとリング状ホルダで挟まれ、パンチがダイキャビティに押し込む形状です。仮想ブランクには一般的なアルミ合金(Al-1050)を用い、引張り挙動は試験で測定してモデルに組み込みました。研究では、パンチ速度、板厚、ブランクのクランプ力という3つの制御可能な設定を変化させ、最大成形力、板の薄化率、残留伸び、成形限界図上での破損に近づく度合いなどの結果を記録しました。
賢く設計した仮想実験
パラメータ空間を効率的に探索するため、本研究ではTaguchiの実験計画法を採用しました。これは、主要な効果と相互作用を明らかにできるよう慎重に配列された少数の試行を選ぶ統計的手法です。9回のシミュレーションで、パンチ速度(低・中・高)、板厚の3水準、クランプ力の3水準を網羅しました。得られた結果は分散分析と応答曲面法で解析され、どの因子が最も影響するかを定量化し、入力と出力を結ぶ簡易な式を構築しました。これらのモデルは、予測値とシミュレーションデータを比較して検証され、高い決定係数により、設定変更が薄化、力、ひずみに与える影響を信頼して予測できることが示されました。 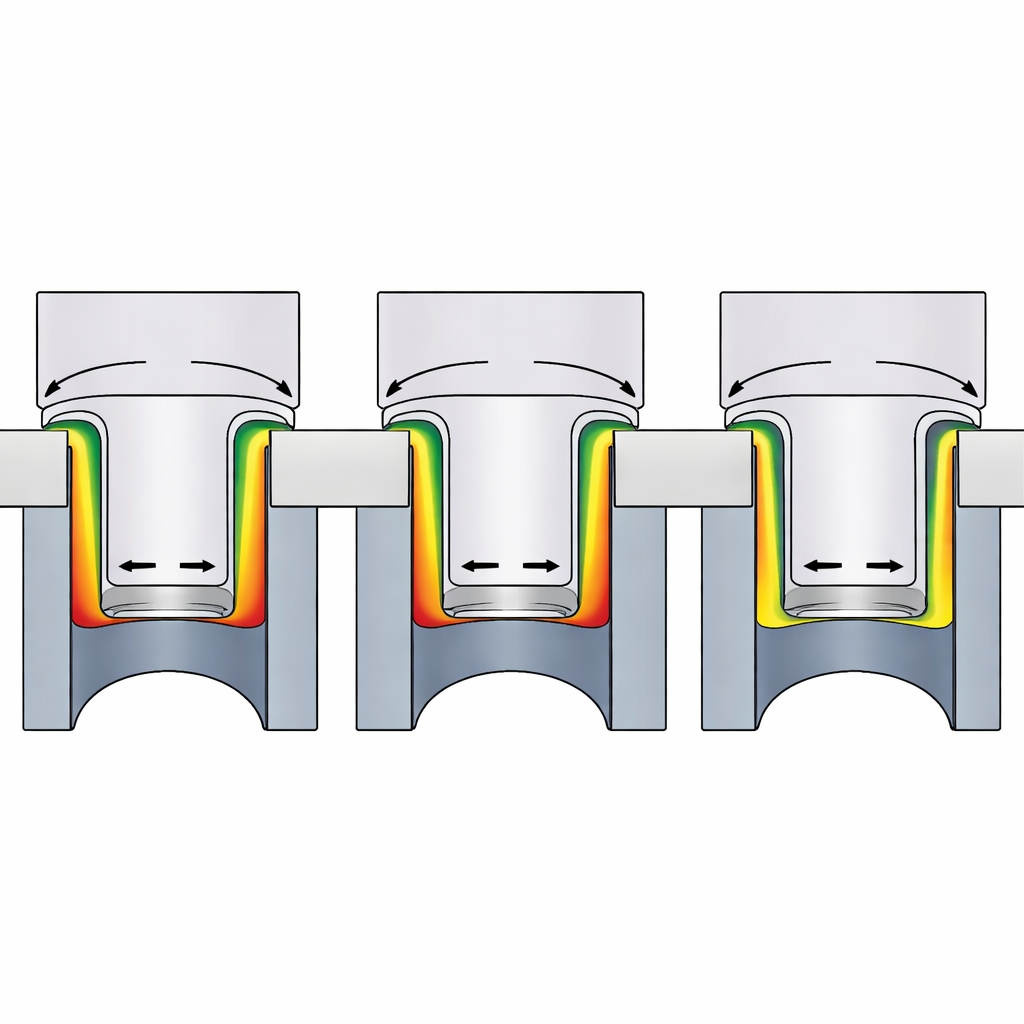
薄化と力を左右する要因
シミュレーションはアルミニウム挙動の明確なパターンを示しました。パンチとダイの丸み部分周辺はもっとも強く伸び、薄化のリスクが高い領域です。パンチ速度は安全性を高める上で支配的な要因であり、速度を上げると薄化が減り、成形力や応力が低下してひずみ分布が安定し、成形限界図上の破損境界から素材がより遠ざかりました。板厚は一長一短で、厚い板はより大きな荷重を支えられる一方で、重要領域での力、応力、薄化率が高くなる傾向がありました。これに対して、試験範囲内でのブランクのクランプ力は比較的小さな役割しか果たさず、厚さやひずみ分布にわずかな影響を与えましたが、全体的な成形挙動を劇的に変えるものではありませんでした。
仮想のカップから実際の製品へ
平易にまとめると、本研究は主にパンチ速度を調整し適切な板厚を選ぶことで、プレスに過負荷をかけたり亀裂を招いたりすることなく、アルミニウム製のカップを強く均一に成形できることを示しています。検証された統計モデルはダイヤルの設定表のように機能し、薄化を低く抑え、成形力を適切にし、ひずみを安全な範囲に保つという目標に対して、どの速度・板厚・クランプ力の組合せが有効かを実際の成形を行う前に予測できます。この数値解析と統計手法を統合したアプローチは、物理的試行の削減、部品品質の向上、金型寿命の延長、およびアルミニウム部品の大量生産効率向上をもたらすことが期待されます。
引用: Shamso, E., El Kafy, M.A. & Naeim, N. Numerical and statistical analysis of aluminum deep drawing using LS-DYNA coupled with Taguchi design and response surface methodology. Sci Rep 16, 10490 (2026). https://doi.org/10.1038/s41598-026-43326-w
キーワード: 深絞り, アルミニウム成形, 板金, 有限要素シミュレーション, 製造最適化