Clear Sky Science · pt
Análise numérica e estatística do estampamento profundo de alumínio usando LS-DYNA acoplado com o delineamento de Taguchi e a metodologia de superfície de resposta
Transformando Metal Plano em Formas do Dia a Dia
Muitos itens domésticos e industriais familiares — panelas, latas, peças de carroceria, até carcaças eletrônicas — começam a vida como chapas metálicas planas que são pressionadas até adquirir forma. Esse método de conformação, chamado estampagem profunda, precisa ser controlado com cuidado: força excessiva ou velocidade inadequada podem causar rasgos ou rugas no metal, desperdiçando material e danificando ferramentas. Este artigo investiga como ajustar alguns parâmetros-chave na estampagem profunda do alumínio para que fabricantes possam produzir peças leves e confiáveis com menos experimentos custosos de tentativa e erro. 
Por que a Estampagem Profunda Importa
A estampagem profunda transforma uma chapa redonda plana em um copo oco em um único passo de prensagem. É essencial em indústrias que exigem produtos fortes e leves, como automotiva, aeroespacial, de utensílios de cozinha e eletrônicos. O alumínio é especialmente atraente por ser leve e resistente à corrosão, mas também é menos tolerante que o aço macio: levá-lo além do limite pode causar afinamento, trinca ou rugas. Para atender às demandas modernas de eficiência e segurança, engenheiros precisam prever o comportamento do alumínio durante a conformação e ajustar parâmetros de máquina para evitar falhas antes de investir em ferramentas caras e produção em larga escala.
Simulando o Metal em vez de Chutar
Em vez de prensar e cortar chapas reais repetidamente, os autores utilizaram uma poderosa ferramenta de simulação computacional, o LS-DYNA, para criar um modelo virtual detalhado de uma blanque sendo formada em um copo raso. O arranjo reproduziu um processo industrial típico: uma chapa circular é presa entre uma matriz fixa e um anel de fixação, enquanto um punção a empurra para dentro da cavidade da matriz. A blanque virtual foi feita de uma liga de alumínio comum (Al-1050) cujo comportamento sob alongamento foi medido em laboratório e inserido no modelo. Os pesquisadores então variaram três configurações controláveis — velocidade do punção, espessura da chapa e força de fixação — e registraram desfechos como força máxima de conformação, quanto a chapa afinou, quanto se deformou permanentemente e quão próxima esteve da falha em um diagrama padrão de formabilidade.
Projetando Experimentos Virtuais de Forma Inteligente
Para explorar o espaço de parâmetros de forma eficiente, o estudo utilizou um delineamento de experimentos Taguchi, uma abordagem estatística que escolhe um conjunto pequeno, porém cuidadosamente disposto, de ensaios que ainda revela os efeitos principais e interações. Nove simulações cobriram três níveis de velocidade do punção (lento, médio, rápido), três espessuras e três forças de fixação. Os resultados foram então analisados usando análise de variância e métodos de superfície de resposta, que quantificam quais fatores mais influenciam e constroem equações simples ligando entradas a saídas. Esses modelos foram verificados comparando valores previstos com os dados de simulação; a concordância próxima — quantificada por altos coeficientes de determinação — mostrou que as equações conseguem prever de forma confiável como mudanças nas configurações influenciarão afinamento, força e deformação. 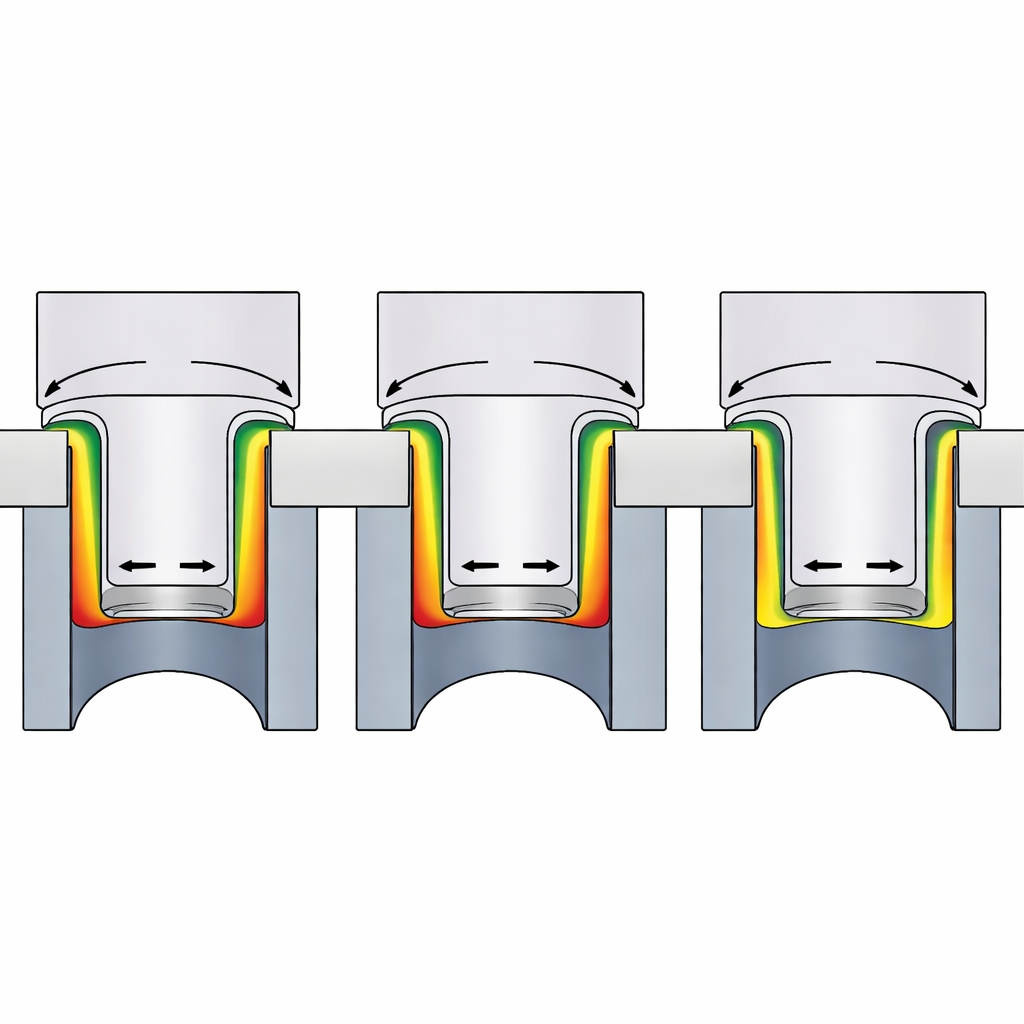
O que Controla o Afinamento e a Força
As simulações revelaram padrões claros no comportamento do alumínio. A área em torno do raio entre o punção e a matriz sofreu os maiores alongamentos e o maior risco de afinamento. A velocidade do punção mostrou-se a alavanca dominante para melhorar a segurança: movimento mais rápido levou a menos afinamento, menores forças, redução de tensões e padrões de deformação mais estáveis, afastando o material do limite de falha no diagrama de limites de conformação. A espessura da chapa mostrou efeito duplo. Chapas mais espessas podem suportar maior carga, mas também geraram forças, tensões e percentuais de afinamento maiores nas regiões críticas. Em contraste, a força de fixação da chapa teve papel secundário dentro da faixa testada, influenciando levemente a distribuição de espessura e deformação, sem alterar dramaticamente o comportamento geral de conformação.
De Copos Virtuais a Produtos Reais
Em termos acessíveis, o estudo mostra que, ao ajustar principalmente a velocidade do punção e escolher uma espessura de chapa adequada, os fabricantes podem manter copos de alumínio fortes e uniformes sem sobrecarregar prensas ou arriscar fissuras. Os modelos estatísticos confirmados atuam efetivamente como um conjunto de ajustes: dado um alvo de baixo afinamento, força de conformação moderada e níveis seguros de deformação, eles podem prever qual combinação de velocidade, espessura e fixação funcionará antes que qualquer metal seja realmente formado. Essa abordagem integrada numérica e estatística promete menos ensaios físicos, melhor controle da qualidade das peças, maior vida útil das ferramentas e produção em alta escala mais eficiente de componentes de alumínio usados no cotidiano.
Citação: Shamso, E., El Kafy, M.A. & Naeim, N. Numerical and statistical analysis of aluminum deep drawing using LS-DYNA coupled with Taguchi design and response surface methodology. Sci Rep 16, 10490 (2026). https://doi.org/10.1038/s41598-026-43326-w
Palavras-chave: estampagem profunda, formação de alumínio, chapas metálicas, simulação por elementos finitos, otimização de fabricação