Clear Sky Science · es
Análisis numérico y estadístico del conformado profundo de aluminio mediante LS-DYNA acoplado con diseño Taguchi y metodología de superficie de respuesta
Transformar metal plano en formas cotidianas
Muchos objetos domésticos e industriales familiares —utensilios de cocina, latas, piezas de carrocería, incluso carcasas electrónicas— comienzan como chapas metálicas planas que se conforman mediante prensado. Este método de conformado, denominado estampado profundo, debe controlarse con cuidado: demasiada fuerza o una velocidad inapropiada pueden provocar desgarros o arrugas en el metal, desperdiciando material y dañando las herramientas. Este trabajo explora cómo ajustar unos pocos parámetros clave en el estampado profundo del aluminio para que los fabricantes puedan obtener piezas ligeras y fiables con menos experimentación costosa por prueba y error. 
Por qué importa el estampado profundo
El estampado profundo transforma una chapa circular plana en una copa hueca en un solo prensado. Es esencial en industrias que requieren productos resistentes pero ligeros, como la automoción, la aeronáutica, los utensilios de cocina y los dispositivos de consumo. El aluminio resulta especialmente atractivo por su ligereza y resistencia a la corrosión, pero también es menos tolerante que el acero dulce: si se lo exige demasiado, se adelgaza, fisura o arruga. Para cumplir las exigencias modernas de eficiencia y seguridad, los ingenieros necesitan predecir cómo se comportará el aluminio durante el conformado y cómo ajustar los parámetros de la máquina para evitar fallos antes de invertir en útiles costosos y en producción a gran escala.
Simular el metal en lugar de adivinar
En lugar de prensar y recortar repetidamente chapas reales, los autores usaron una potente herramienta de simulación por ordenador, LS-DYNA, para crear un modelo virtual detallado de una lámina de aluminio que se conforma en una copa poco profunda. El montaje imitó un proceso industrial típico: una chapa circular se sujeta entre una matriz fija y un abrazador anular, mientras un punzón la empuja hacia la cavidad de la matriz. La chapa virtual se modeló con un grado común de aluminio (Al-1050) cuyo comportamiento ante el estiramiento se midió en laboratorio e incorporó al modelo. Los investigadores variaron entonces tres parámetros controlables: la velocidad del punzón, el espesor de la chapa y la fuerza de sujeción, y registraron resultados como la fuerza máxima de conformado, el porcentaje de adelgazamiento, la deformación permanente y la proximidad al fallo en un diagrama estándar de formabilidad.
Diseñar experimentos virtuales con sentido
Para explorar el espacio de parámetros de forma eficiente, el estudio empleó un diseño de experimentos Taguchi, un enfoque estadístico que elige un conjunto pequeño pero cuidadosamente dispuesto de ensayos que aún revela los efectos principales e interacciones. Nueve corridas de simulación cubrieron tres niveles de velocidad del punzón (lento, medio, rápido), tres espesores y tres fuerzas de sujeción. Los resultados se analizaron posteriormente mediante análisis de varianza y métodos de superficie de respuesta, que cuantifican qué factores importan más y construyen ecuaciones simples que vinculan entradas y salidas. Estos modelos se verificaron comparando los valores predichos con los datos de simulación; la concordancia estrecha —cuantificada por elevados coeficientes de determinación— mostró que las ecuaciones pueden prever de forma fiable cómo influirán los cambios de configuración en el adelgazamiento, la fuerza y la deformación. 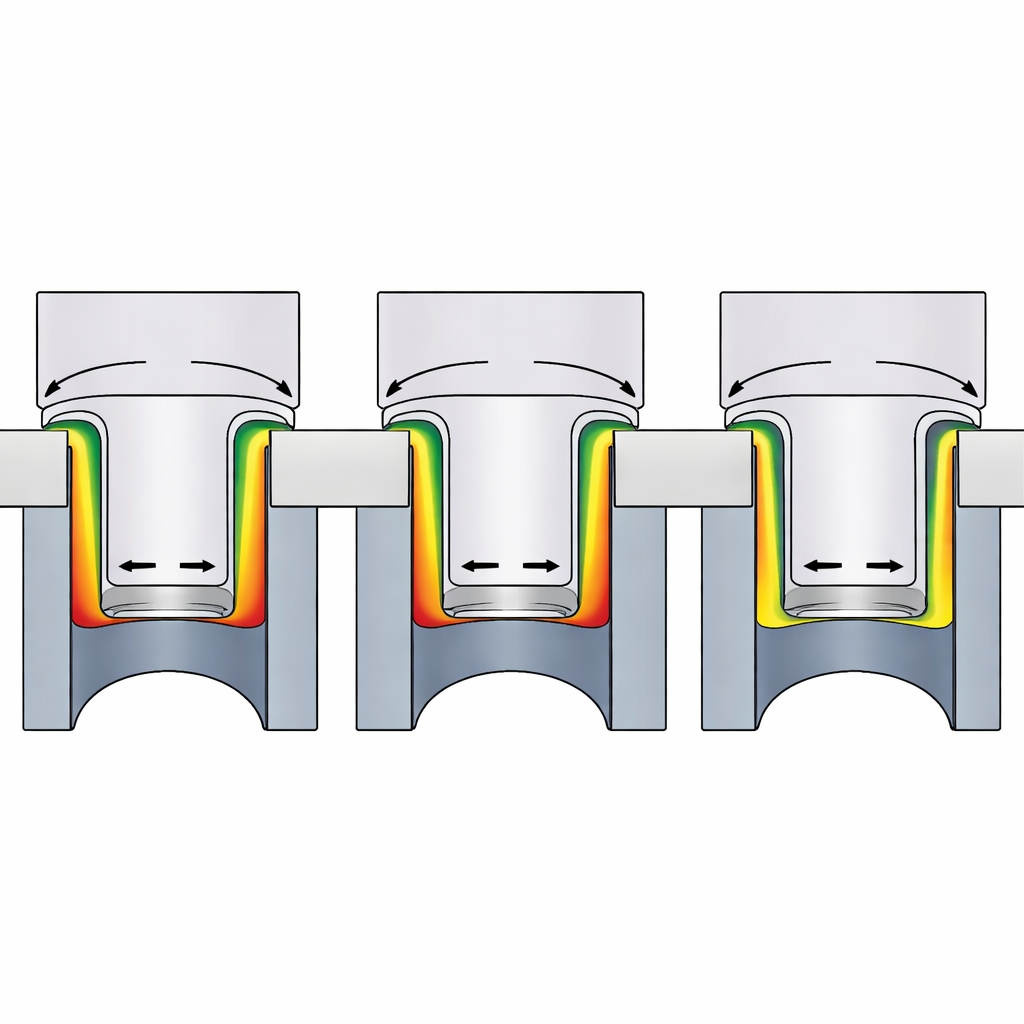
Qué controla el adelgazamiento y la fuerza
Las simulaciones revelaron patrones claros en el comportamiento del aluminio. La zona alrededor del radio del punzón y de la matriz sufrió los mayores estiramientos y el mayor riesgo de adelgazamiento. La velocidad del punzón resultó ser la palanca dominante para mejorar la seguridad: un movimiento más rápido condujo a menos adelgazamiento, fuerzas más bajas, tensiones reducidas y patrones de deformación más estables, desplazando el material más lejos del límite de fallo en el diagrama de formabilidad. El espesor de la chapa tuvo un efecto ambivalente. Las chapas más gruesas soportan mayor carga pero también desarrollan fuerzas, tensiones y porcentajes de adelgazamiento más altos en las regiones críticas. Por el contrario, la fuerza de sujeción de la chapa desempeñó solo un papel menor dentro del rango probado, influyendo ligeramente en la distribución de espesor y deformación pero sin alterar drásticamente el comportamiento general de conformado.
De copas virtuales a productos reales
En términos accesibles, el estudio muestra que, ajustando principalmente la velocidad del punzón y seleccionando un espesor de chapa adecuado, los fabricantes pueden mantener las copas de aluminio fuertes y homogéneas sin sobrecargar las prensas ni arriesgar grietas. Los modelos estadísticos confirmados actúan efectivamente como una serie de ajustes: dados objetivos de bajo adelgazamiento, fuerza moderada de conformado y niveles de deformación seguros, pueden predecir qué combinación de velocidad, espesor y sujeción funcionará antes de formar metal real. Este enfoque integrado numérico y estadístico promete menos ensayos físicos, mejor control de la calidad de las piezas, mayor vida útil de los útiles y una producción más eficiente en volumen de componentes de aluminio usados en la vida cotidiana.
Cita: Shamso, E., El Kafy, M.A. & Naeim, N. Numerical and statistical analysis of aluminum deep drawing using LS-DYNA coupled with Taguchi design and response surface methodology. Sci Rep 16, 10490 (2026). https://doi.org/10.1038/s41598-026-43326-w
Palabras clave: estampado profundo, conformado de aluminio, hoja metálica, simulación por elementos finitos, optimización de fabricación