Clear Sky Science · nl
Numerieke en statistische analyse van aluminium dieprekken met LS-DYNA gekoppeld aan Taguchi-ontwerp en responsoppervlakte-methodologie
Van vlak metaal naar alledaagse vormen
Veel bekende huishoudelijke en industriële voorwerpen — kookgerei, blikken, carrosseriedelen en zelfs behuizingen voor elektronica — beginnen als vlakke metalen platen die in vorm worden gedrukt. Deze vormgevingsmethode, dieprekken genaamd, moet nauwkeurig worden gecontroleerd: te veel kracht of een verkeerde snelheid kan het metaal doen scheuren of rimpelen, wat materiaal verspilt en gereedschap beschadigt. Dit artikel onderzoekt hoe een paar sleutelinstellingen bij het dieprekken van aluminium kunnen worden bijgesteld zodat fabrikanten betrouwbare, lichtgewicht onderdelen kunnen vormen met minder kostbare proef-en-foutexperimenten. 
Waarom dieprekken ertoe doet
Dieprekken transformeert een vlakke ronde plaat in één persbeweging tot een holle cup. Het is essentieel in sectoren die sterke maar lichte producten vereisen, zoals auto’s, vliegtuigen, kookgerei en consumentenapparaten. Aluminium is aantrekkelijk omdat het licht en corrosiebestendig is, maar het is ook minder vergevingsgezind dan zacht staal: als het te ver wordt belast, dunner het uit, scheurt of rimpelt het. Om te voldoen aan moderne eisen op het gebied van efficiëntie en veiligheid, moeten ingenieurs voorspellen hoe aluminium zich gedraagt tijdens het vormen en hoe machinale instellingen kunnen worden aangepast om falen te voorkomen voordat er wordt geïnvesteerd in dure matrijzen en productie op volle schaal.
Metaal simuleren in plaats van gokken
In plaats van herhaaldelijk echte platen te persen en te snijden, gebruikten de auteurs een krachtig computersimulatieprogramma, LS-DYNA, om een gedetailleerd virtueel model te maken van een aluminium blanco die tot een ondiepe cup wordt getrokken. De opstelling weerspiegelde een typisch industrieel proces: een cirkelvormige plaat wordt geklemd tussen een vaste matrijs en een ringvormige houder, terwijl een pons deze in de matrijsduw duwt. De virtuele blanco bestond uit een gangbare aluminiumsoort (Al-1050) waarvan het gedrag onder rek in het laboratorium werd gemeten en in het model werd ingevoerd. De onderzoekers varieerden vervolgens drie bestuurbare instellingen — de snelheid van de pons, de dikte van de plaat en de klemkracht op de blanco — en registreerden uitkomsten zoals de maximale vormkracht, hoeveel de plaat verdunde, de blijvende rek en hoe dicht het materiaal bij falen kwam op een standaard vormbaarheidsdiagram.
Virtuele experimenten slim ontwerpen
Om de parameter ruimte efficiënt te verkennen, gebruikte de studie een Taguchi-ontwerp van experimenten, een statistische methode die een klein maar zorgvuldig samengesteld aantal proeven kiest dat toch de hoofd effecten en interacties onthult. Negen simulaties dekten drie niveaus van ponsnelheid (langzaam, gemiddeld, snel), drie diktes en drie klemkrachten. De resultaten werden vervolgens geanalyseerd met variantie-analyse en responsoppervlakte-methoden, die kwantificeren welke factoren het belangrijkst zijn en eenvoudige vergelijkingen opstellen die invoer aan uitvoer koppelen. Deze modellen werden gecontroleerd door voorspelde waarden te vergelijken met de simulatieresultaten; de nauwe overeenkomst — gekwantificeerd door hoge determinatiecoëfficiënten — toonde dat de vergelijkingen betrouwbaar kunnen voorspellen hoe wijzigingen in instellingen thinning, kracht en rek beïnvloeden. 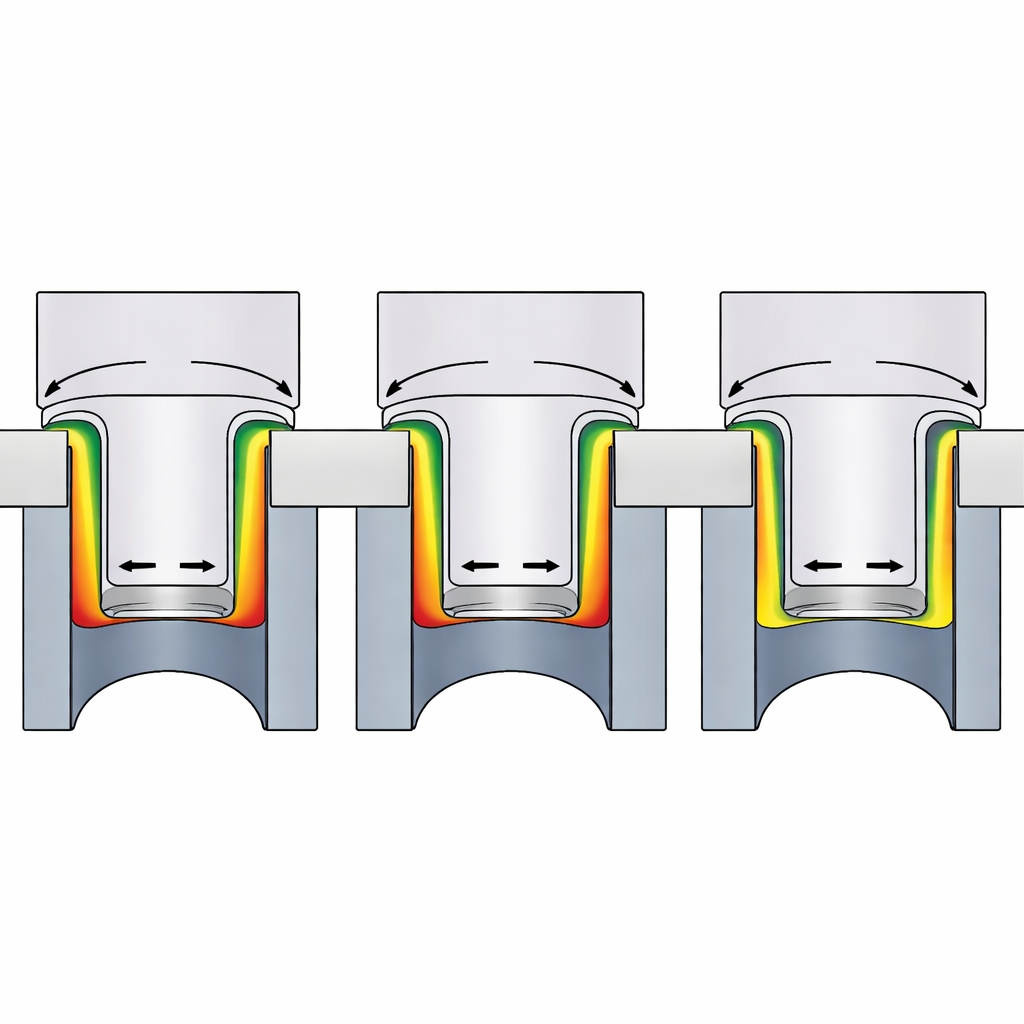
Wat verdunning en kracht bepaalt
De simulaties toonden duidelijke patronen in het gedrag van het aluminium. Het gebied rond de afgeronde hoek van de pons en matrijs ondervond de sterkste rek en het grootste risico op verdunning. De ponsnelheid bleek de dominante hefboom voor het verbeteren van de veiligheid: sneller bewegen leidde tot minder verdunning, lagere krachten, verminderde spanningen en stabielere rekmomenten, waardoor het materiaal verder van de faalgrens op het vormbaarheidsdiagram kwam te liggen. Plaatdikte had een dubbel effect. Dikkere platen konden meer belasting dragen maar ontwikkelden ook hogere krachten, spanningen en verdunningspercentages in de kritieke regio’s. Daarentegen speelde de klemkracht op de blanco binnen het geteste bereik slechts een beperkte rol en beïnvloedde deze licht de dikte- en rekverdeling zonder het algemene vormgedrag drastisch te veranderen.
Van virtuele cups naar echte producten
Eenvoudig gezegd laat de studie zien dat fabrikanten door voornamelijk de ponsnelheid aan te passen en een geschikte plaatdikte te kiezen aluminium cups sterk en uniform kunnen houden zonder persen te overbelasten of scheuren te riskeren. De gevalideerde statistische modellen functioneren als een set draaiknoppen: gegeven een doel voor lage verdunning, gematigde vormkrachten en veilige rekwaarden, kunnen ze voorspellen welke combinatie van snelheid, dikte en klemkracht zal werken voordat er daadwerkelijk metaal wordt gevormd. Deze geïntegreerde numerieke en statistische aanpak belooft minder fysieke proeven, betere beheersing van de onderdelenkwaliteit, langere levensduur van gereedschap en efficiëntere grootschalige productie van aluminiumcomponenten die in het dagelijks leven worden gebruikt.
Bronvermelding: Shamso, E., El Kafy, M.A. & Naeim, N. Numerical and statistical analysis of aluminum deep drawing using LS-DYNA coupled with Taguchi design and response surface methodology. Sci Rep 16, 10490 (2026). https://doi.org/10.1038/s41598-026-43326-w
Trefwoorden: dieprekken, aluminium vormen, plaatmetaal, eindige-elementen simulatie, productie-optimalisatie