Clear Sky Science · tr
Boşaltma işlemlerinde hız bağımlı kayma bandı oluşumu
Metali daha hızlı kesmenin onu nasıl iyileştirebileceği
Otomobil üreticileri veya diğer endüstriler sert çelik levhalardan parçalar açtıklarında, kesim kenarları genellikle pürüzlü olur ve ekstra yüzey işlemi gerektirir. Bu çalışma ilginç bir fikri araştırıyor: metali son derece yüksek hızlarda keserseniz, kenardaki malzeme kısa süreliğine yumuşar ve dar bir bölgede yeniden düzenlenir; bunun sonucu şaşırtıcı derecede düzgün, dayanıklı ve aşınmaya dirençli bir yüzey oluşabilir. Bu etkinin kesme hızına nasıl bağlı olduğunu anlamak, parçaların presten çıkarken zaten “bitmiş” hale gelmesini sağlayarak zaman, enerji ve maliyetten tasarruf edilmesine yardımcı olabilir.
Levhanın nasıl parçalandığı
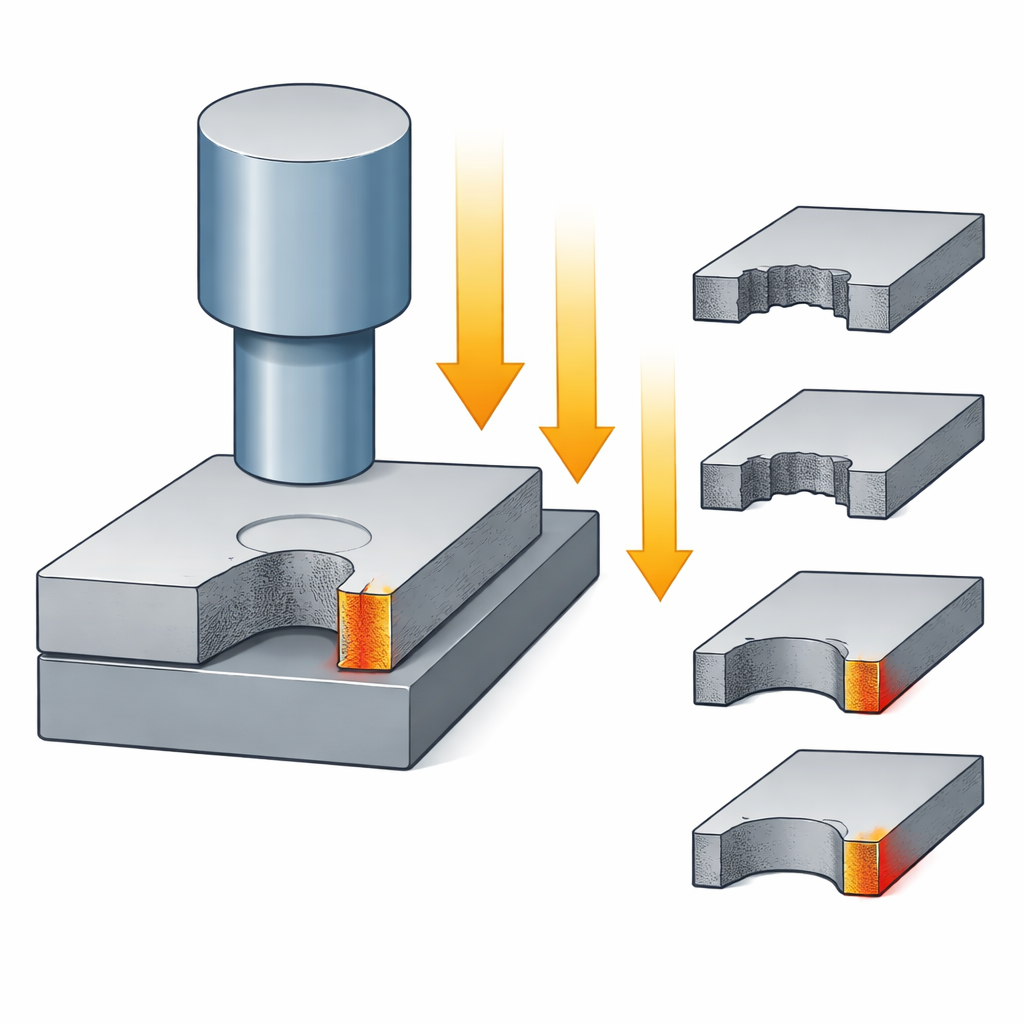
Birçok fabrikada düz çelik levhalar, bir puncın levhayı bir kalıp içine itmesiyle şekillendirilir; bu işleme boşaltma denir. Düşük hızlarda bu oldukça yavaş bir sıkıştırma gibidir; çok yüksek hızlarda ise kontrollü bir darbe gibidir. Ekip, önce ısıtılan ve şekillendirilen, ardından sertleştirilip kesmesi zor ama dayanıklı hale getirilen otomotiv güvenlik parçalarında kullanılan güçlü bir çeliğe odaklandı. Puncının hareket hızını, geleneksel bir mekanik pres, yüksek hızlı hidrolik bir sistem ve puncayı son derece hızlı hızlandırabilen elektromanyetik bir tahrik olmak üzere üç farklı makine kullanarak 0,12 metre/saniyeden 17 metre/saniyeye kadar değiştirdiler. Her durumda takım geometrisi ve puncı‑kalıp aralığı aynı tutuldu, böylece yalnızca kesme hızı değişti.
Kesme kenarında gizli parlak bant
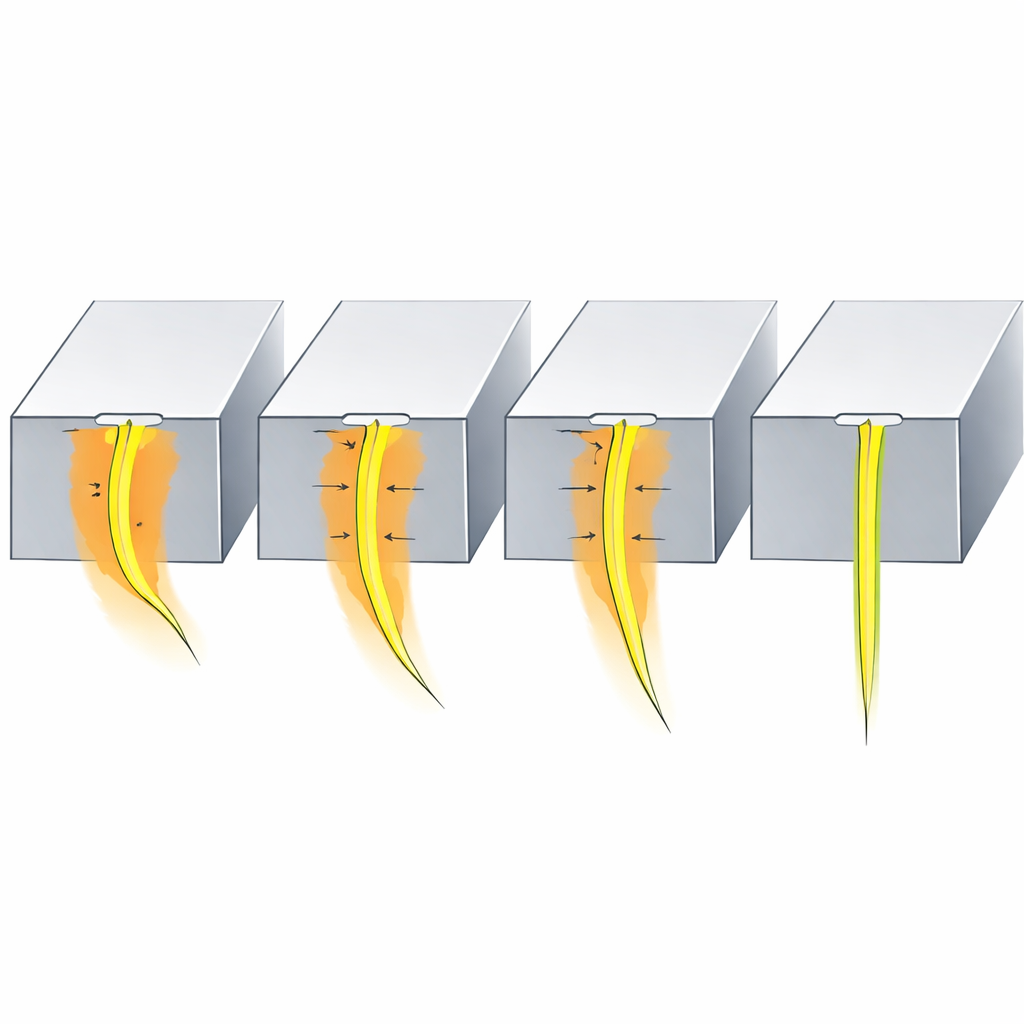
Çelik çok yüksek hızlarda kesildiğinde, kenara yakın malzeme ısının kaçabileceğinden daha hızlı ısınabilir. Sonuç, deformasyon ve sıcaklığın birleşerek çeliğin içindeki küçük kristalleri yeniden düzenlediği dar bir bölgedir. Bu bölge, adiyabatik kayma bandı olarak adlandırılır ve mikroskop görüntülerinde kesme kenarı boyunca parlak, bant benzeri bir şerit olarak ortaya çıkar. Bu çalışmada araştırmacılar, boşaltılmış disklerin enine kesitlerini dikkatle parlatıp kenarları incelediler. En düşük hızda bile kenarın ortasında dar bir bant buldular; bunun etrafında ağır biçimde deforme olmuş daha geniş bir bölge vardı. Daha yüksek hızlarda bant daha uzun oldu ve yer değiştirdi, çevresindeki deformasyon bölgesi ise küçüldü.
Çentik kırılmalardan düzgün, S biçimli kesimlere
Kesme kenarının görünür şekli ve pürüzlülüğü hızla dramatik biçimde değişti. Düşük hızlarda kenar, hasar görmüş geniş bir bölge ve dişli bir kırılma yüzeyi gösteriyordu; bu da nispeten yüksek pürüzlülüğe yol açtı. Puncı daha hızlı hareket ettikçe kenar profili karakteristik bir S biçimi aldı ve yüzey daha düzgün hale geldi. Yaklaşık 8 metre/saniye civarında parlak bant levha kalınlığının yarısından fazlasına yayıldı ve kırılma buna yakın bir hat boyunca takip ediyor görünüyordu. Ölçülen pürüzlülük geleneksel boşaltmanın çok altına düştü. En yüksek hız olan 17 metre/saniyede bant levha kalınlığı boyunca uzandı, kenar çok düz görünüyordu ve daha geniş deformasyon bölgesi neredeyse yok oldu.
Çeliğin içinde neler oluyor
Mikroskobik düzeyde ne olduğunu görmek için ekip, kesme kenarı yakınındaki kristal yapıyı ve tane boyutunu haritalamak üzere gelişmiş elektron tabanlı görüntülemeler kullandı ve birçok küçük noktada sertlik ölçümleri yaptı. En düşük hızda bant çevresinde ağır biçimde bozulmuş geniş bir bölge ve belirgin bir sertleşme etkisi buldular: bantın kendisi tane incelmesiyle çok sertleşmişti ve kırılma hemen yanında, daha hasarlı bölgede gerçekleşiyordu. En yüksek hızda deformasyon çok daha ince bir çok ince taneli banda yöneltilmişti ve çevresinde neredeyse hiç deformasyon bölgesi yoktu. Burada bant, ana çeliğe göre yalnızca biraz daha sertti; bu da davranışta sertleşmeden çok yerel ısınma ve yumuşamın baskın olduğunu ve malzemenin nihayet nerede kırılacağını belirlediğini düşündürüyor.
Gelecek üretim için bunun önemi
Alışılmadık genişlikte bir hız aralığını karşılaştırarak bu çalışma, boşaltma hızının adiyabatik kayma bantlarının nerede ve nasıl oluşacağını, ne kadar uzun ve geniş olacaklarını ve ortaya çıkan kenarın ne kadar düzgün olacağını kontrol etmek için güçlü bir kaldıraç olarak kullanılabileceğini gösteriyor. Çok yüksek hızlarda bant, levhanın tüm kalınlığını kaplıyor, kesim bu dar dönüştürülmüş bölgeyi izliyor ve pürüzlülük ek kenar işlemlerini gereksiz kılabilecek seviyelere düşüyor. Sanayi için bu, iyi tasarlanmış yüksek hızlı preslerle çok yüksek mukavemetli çeliklerden karmaşık parçaların bir adımda işlevsel, yüksek kaliteli kenarlarla çıkarılmasının mümkün olabileceği anlamına geliyor.
Atıf: Winter, L., Winter, S., Martinitz, K. et al. Velocity-dependent shear band formation in blanking processes. Sci Rep 16, 14388 (2026). https://doi.org/10.1038/s41598-026-51972-3
Anahtar kelimeler: yüksek hızlı boşaltma, adiyabatik kayma bantları, levha metal kesimi, yüzey kalitesi, otomotiv çeliği