Clear Sky Science · pt
Formação de bandas de cisalhamento dependentes da velocidade em processos de estampagem
Por que cortar metal mais rápido pode melhorar o resultado
Quando fabricantes de automóveis ou outras indústrias estampam peças a partir de chapas de aço duro, as bordas cortadas costumam ficar ásperas e exigem acabamento adicional. Este estudo explora uma ideia interessante: se você cortar o metal em velocidades extremamente altas, o material perto da aresta amolece brevemente e se reorganiza em uma zona estreita, criando uma superfície surpreendentemente lisa, resistente e com boa resistência ao desgaste. Entender como esse efeito depende da velocidade de corte pode ajudar a projetar peças que saiam da prensa já “acabadas”, economizando tempo, energia e custo.
Como as peças metálicas são estampadas a partir da chapa
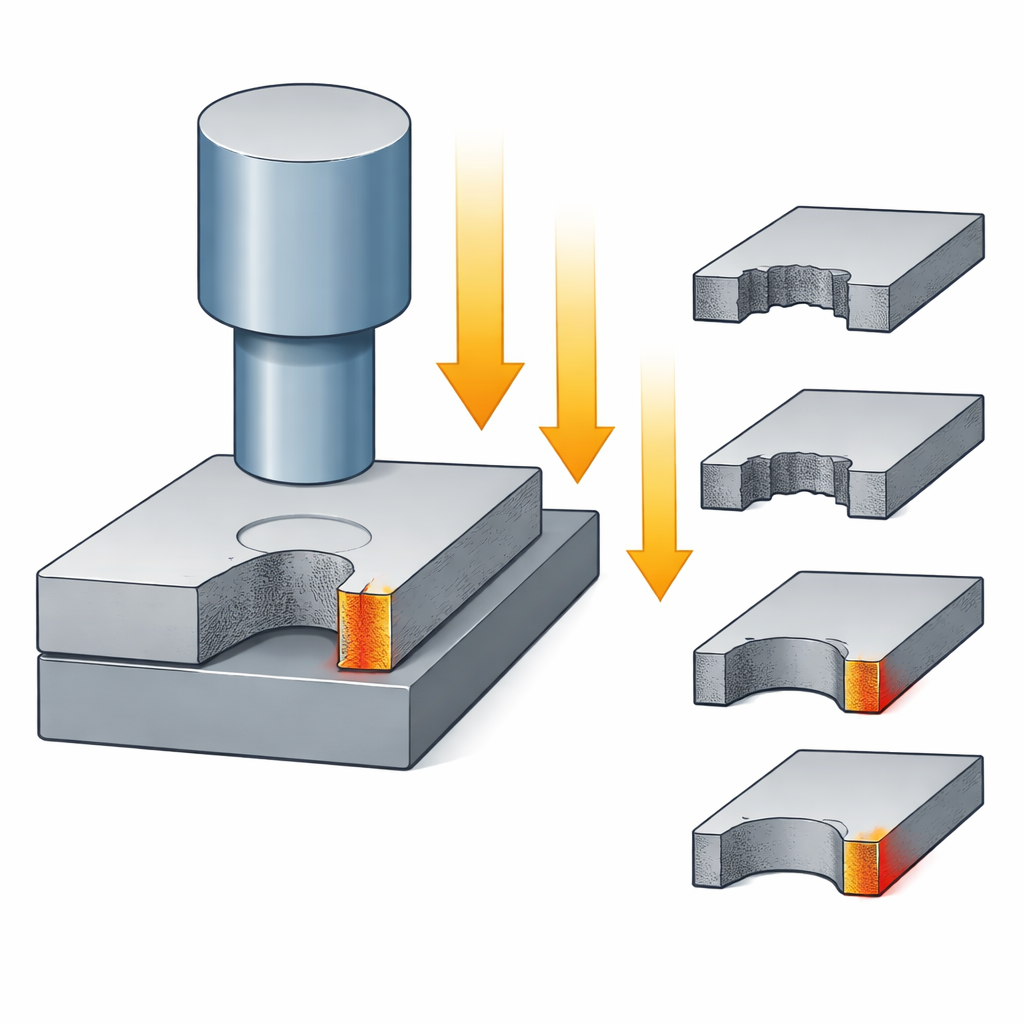
Em muitas fábricas, chapas planas de aço são moldadas pressionando uma punção através da chapa em um matriz, um processo chamado blanking (estampagem). Em baixas velocidades isso é mais um aperto lento; em velocidades muito altas é mais como um impacto controlado. A equipe concentrou‑se em um aço resistente usado em peças de segurança automotiva, primeiro aquecido e conformado, depois endurecido para ficar tenaz, porém difícil de cortar de forma limpa. Eles variaram a velocidade de movimento da punção, de um suave 0,12 metros por segundo até impressionantes 17 metros por segundo, usando três tipos diferentes de máquinas: uma prensa mecânica tradicional, um sistema hidráulico de alta velocidade e um acionamento eletromagnético capaz de acelerar a punção extremamente rápido. Em cada caso, a geometria da ferramenta e o jogo entre punção e matriz foram mantidos constantes, de modo que apenas a velocidade de corte mudou.
Uma banda brilhante oculta na aresta cortada
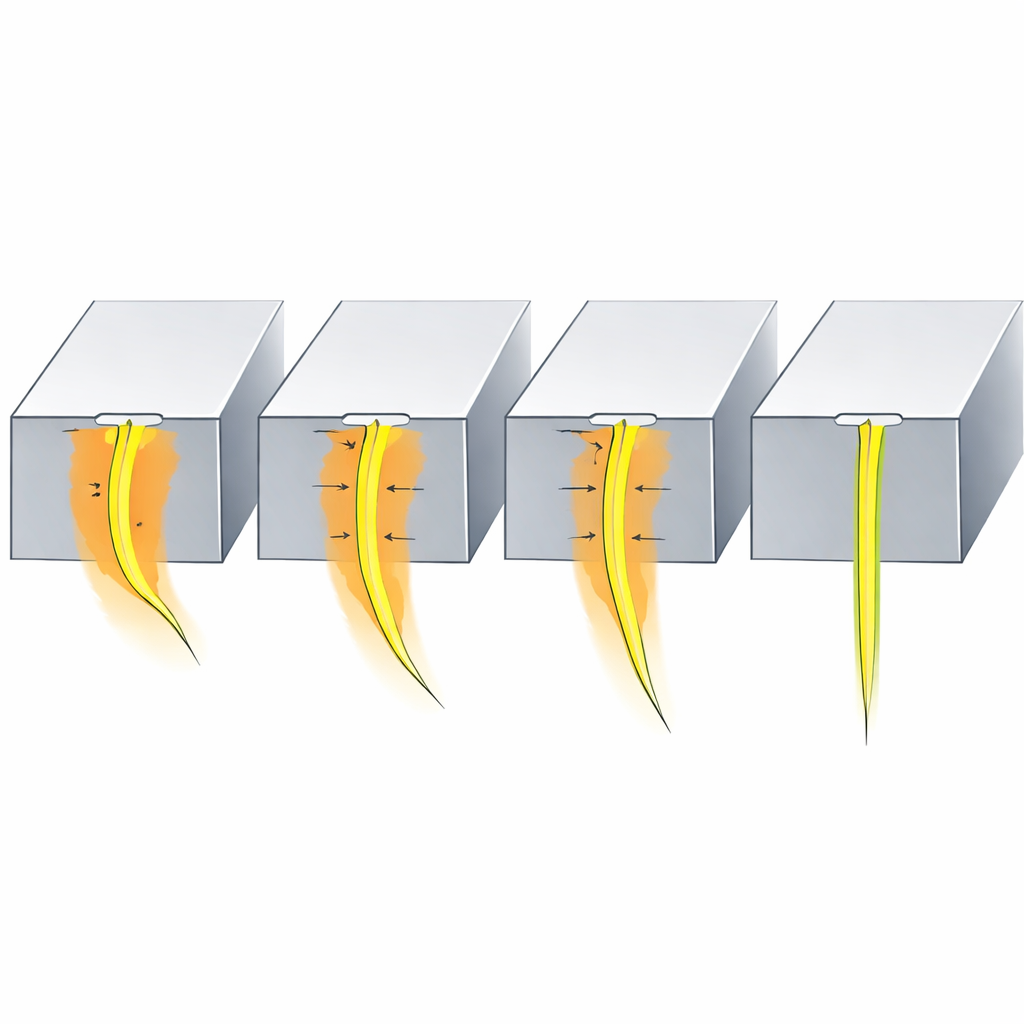
Quando o aço é cortado em velocidades muito altas, o material próximo ao corte pode aquecer rapidamente, mais depressa do que o calor consegue escapar. O resultado é uma zona estreita onde deformação e temperatura se combinam para reorganizar os minúsculos cristais dentro do aço. Essa zona, chamada banda de cisalhamento adiabática, aparece em imagens de microscópio como uma faixa brilhante ao longo da aresta cortada. Neste estudo, os pesquisadores poliram cuidadosamente seções transversais dos discos estampados e examinaram as arestas. Mesmo na velocidade mais baixa, já encontraram uma faixa estreita no meio da aresta, rodeada por uma região mais ampla que havia sido fortemente deformada. Em velocidades mais altas, a faixa cresceu em comprimento e deslocou‑se, e a zona deformada ao redor diminuiu.
De fraturas ásperas a cortes suaves em S
A forma visível e a rugosidade da aresta cortada mudaram dramaticamente com a velocidade. Em baixas velocidades, a aresta apresentava uma ampla zona de material danificado e uma superfície de fratura irregular, levando a rugosidade relativamente alta. À medida que a punção se movia mais rápido, o perfil da aresta assumiu uma forma característica em S e a superfície tornou‑se mais lisa. Por volta de 8 metros por segundo, a faixa brilhante esticou‑se por mais da metade da espessura da chapa e a fratura pareceu seguir‑lhe de perto. A rugosidade medida caiu bem abaixo da obtida em blanking convencional. Na velocidade máxima de 17 metros por segundo, a faixa estendeu‑se por toda a espessura da chapa, a aresta pareceu muito lisa e a ampla zona de deformação praticamente desapareceu.
O que acontece dentro do aço
Para ver o que ocorria em nível microscópico, a equipe usou técnicas avançadas de imagem por elétrons para mapear a estrutura cristalina e o tamanho dos grãos perto da aresta cortada, e mediram dureza em muitos pontos minúsculos. Na velocidade mais baixa, encontraram uma ampla região de cristais fortemente distorcidos ao redor da faixa e um claro efeito de encruamento: a própria faixa tornou‑se muito dura à medida que os grãos se refinaram, e a falha ocorreu logo ao lado dela, na zona mais danificada. Na velocidade mais alta, a deformação foi canalizada em uma faixa muito mais fina de grãos muito finos, com quase nenhuma zona deformada ao redor. Ali, a faixa era apenas ligeiramente mais dura que o aço base, sugerindo que o aquecimento e amolecimento local, em vez do encruamento, dominaram o comportamento e guiaram onde o material finalmente se rompeu.
Por que isso importa para a manufatura do futuro
Ao comparar velocidades de corte em uma faixa incomumente ampla, este trabalho mostra que a velocidade de blanking pode ser usada como uma alavanca poderosa para controlar onde e como bandas de cisalhamento adiabáticas se formam, quão longas e largas elas ficam e quão lisa a aresta resultante se torna. Em velocidades muito altas, a faixa ocupa toda a espessura da chapa, o corte segue essa estreita zona transformada e a rugosidade cai a níveis que podem tornar desnecessário um acabamento adicional da aresta. Para a indústria, isso significa que, com prensas de alta velocidade devidamente projetadas, pode ser possível estampillar peças complexas a partir de aços muito resistentes e obter arestas funcionais e de alta qualidade em uma única etapa.
Citação: Winter, L., Winter, S., Martinitz, K. et al. Velocity-dependent shear band formation in blanking processes. Sci Rep 16, 14388 (2026). https://doi.org/10.1038/s41598-026-51972-3
Palavras-chave: estampagem em alta velocidade, bandas de cisalhamento adiabáticas, corte de chapas metálicas, qualidade de superfície, aço automotivo