Clear Sky Science · ja
ブランキング工程における速度依存のせん断バンド形成
金属を速く切ると仕上がりが良くなる理由
自動車メーカーや他の産業が硬い鋼板から部品を打ち抜くとき、切断面はしばしば粗く、追加の仕上げを必要とします。本研究は興味深い仮説を検証します:金属を極めて高速で切断すると、端部の材料が一時的に軟化して狭い領域で再配列し、意外にも滑らかで強く、摩耗に強い表面を作り出すことがあるというものです。この効果が切断速度にどのように依存するかを理解することは、プレスから出てきた時点で「仕上がっている」部品を設計し、時間・エネルギー・コストを節約するのに役立ちます。
板から部品が打ち抜かれる仕組み
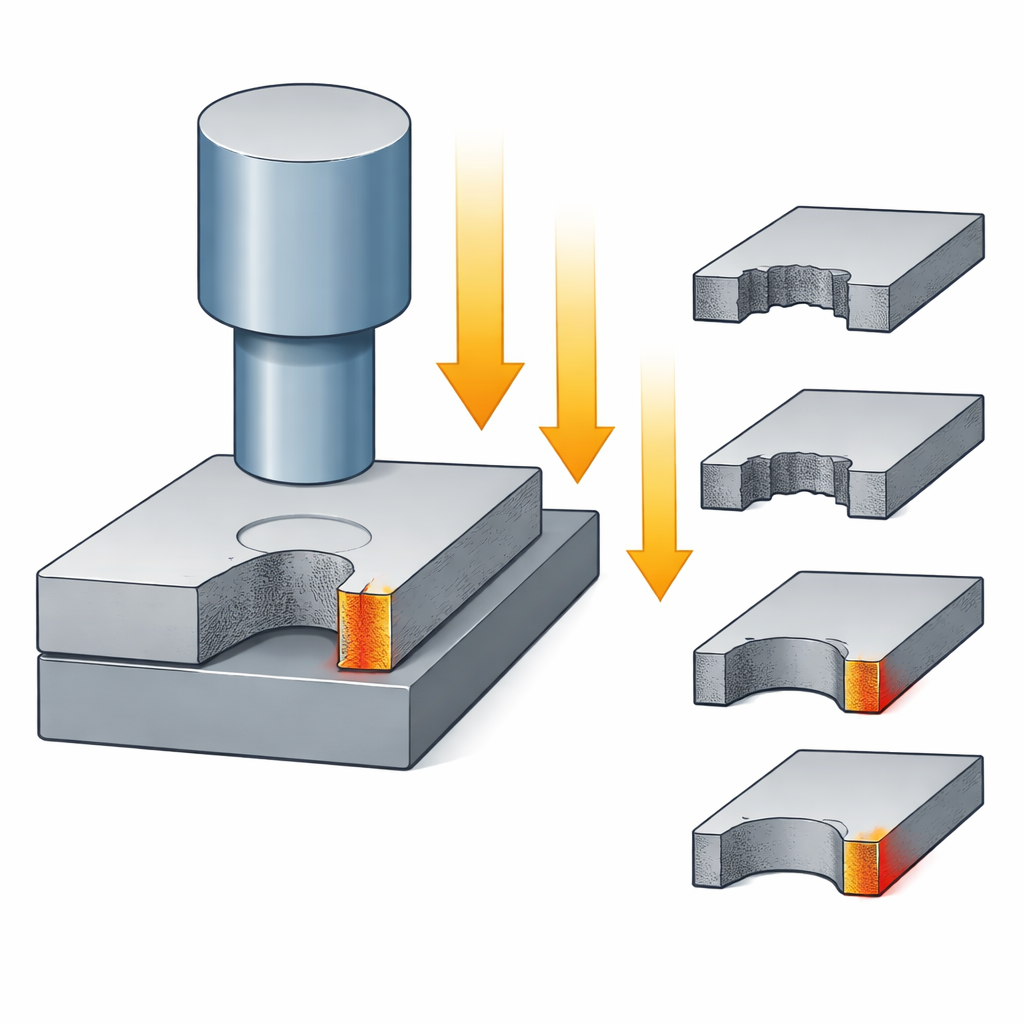
多くの工場では、平板の鋼板をパンチで押し通して金型に押し込むことで成形します。これをブランキングと呼びます。低速では比較的ゆっくりとした圧搾ですが、非常に高速では制御された衝撃に近くなります。研究チームは、自動車の安全部品に使われる強い鋼材に注目しました。まず加熱・成形し、その後焼き入れて靭性を持たせるため、切断は困難になります。パンチの移動速度は穏やかな0.12メートル毎秒から衝撃的な17メートル毎秒まで変え、従来の機械式プレス、高速油圧システム、パンチを極めて速く加速できる電磁駆動の三種類の装置を用いました。各ケースで工具形状とパンチとダイの間隙は同じに保ち、切断速度のみを変化させました。
切断端に現れる隠れた明るい帯
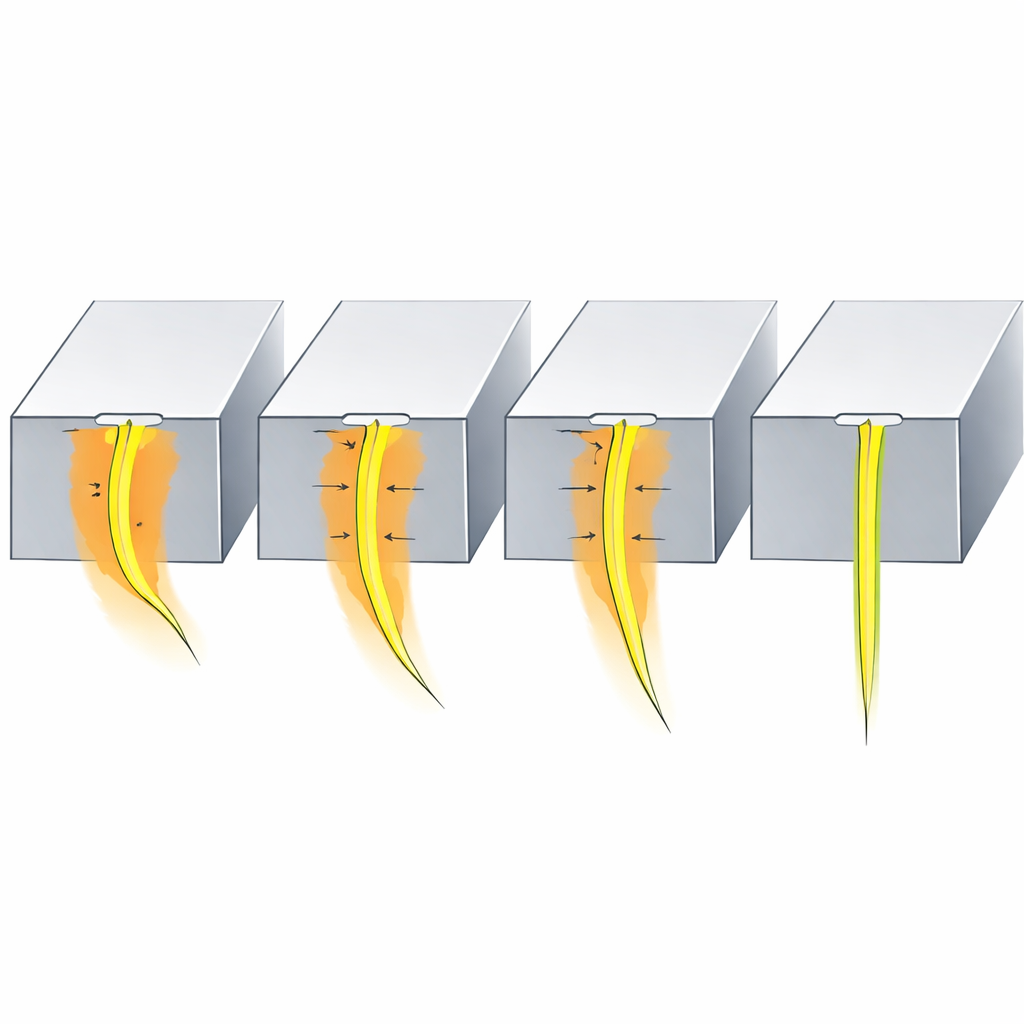
鋼が非常に高速で切断されると、切断面付近の材料は熱が逃げるよりも速く一時的に加熱されます。その結果、変形と温度が組み合わさって内部の微小な結晶が再配列する狭い領域が生じます。この領域は断熱せん断バンドと呼ばれ、顕微鏡画像では切断端に沿った明るい帯状の縞として現れます。本研究では、打ち抜かれた円盤の断面を注意深く研磨して縁を観察しました。最も遅い速度でも、すでに縁の中央に狭い帯が見られ、その周囲に強く変形したより広い領域がありました。速度を上げるとその帯は長くなり位置が変わり、周囲の変形領域は縮小しました。
粗い破断から滑らかなS字形切断へ
切断端の形状と粗さは速度に応じて劇的に変化しました。低速では、損傷した材料の広い領域とギザギザの破面が見られ、相対的に粗い仕上がりでした。パンチの速度が上がるにつれて、端部のプロファイルは特徴的なS字形を帯び、表面は滑らかになりました。およそ8メートル毎秒付近では、明るい帯が板厚の半分以上に及び、破断がその帯に沿って進行するように見えました。測定された粗さは従来のブランキングよりも大幅に低下しました。最高速の17メートル毎秒では、帯は板厚全体に広がり、端面は非常に滑らかに見え、広い変形領域はほとんど消失しました。
鋼の内部で何が起きているか
微視的レベルで何が起きているかを明らかにするために、研究チームは高分解能の電子観察で切断端付近の結晶構造や粒径をマッピングし、多数の微小点で硬さを測定しました。最も低速では、帯の周囲に大きく歪んだ結晶の広い領域と明確な硬化効果が見られました:帯自体は粒が微細化して非常に硬くなり、破壊はより損傷の大きい帯の横で発生しました。最高速では、変形ははるかに薄い非常に微細な粒の帯に集約され、ほとんど周囲変形がありませんでした。この場合、帯の硬さは母材に比べてわずかに高い程度で、局所的な加熱と軟化が硬化より支配的であり、材料が最終的にどこで破断するかを決めていることが示唆されます。
将来の製造にとっての意義
異例に広い速度範囲で切断速度を比較することで、本研究はブランキングの速度が断熱せん断バンドの形成位置・長さ・幅、そして得られる端面の滑らかさを制御する強力な手段になり得ることを示しています。非常に高い速度では、帯が板厚全体を占め、切断はこの狭い変質領域に沿って進み、粗さは追加の端面仕上げが不要となり得る水準まで低下します。産業的には、適切に設計された高速プレスを用いれば、非常に強い鋼から複雑な部品を一工程で打ち抜き、機能的で高品質な端面を得ることが可能になるかもしれません。
引用: Winter, L., Winter, S., Martinitz, K. et al. Velocity-dependent shear band formation in blanking processes. Sci Rep 16, 14388 (2026). https://doi.org/10.1038/s41598-026-51972-3
キーワード: 高速ブランキング, 断熱せん断バンド, 板金切断, 表面品質, 自動車用鋼材