Clear Sky Science · it
Formazione di bande di scorrimento dipendenti dalla velocità nei processi di punzonatura
Perché tagliare il metallo più velocemente può migliorarne la qualità
Quando i costruttori di automobili o altri settori ricavano particolari da lamiere d’acciaio dure, i bordi di taglio risultano spesso ruvidi e richiedono finiture aggiuntive. Questo studio esplora un’idea interessante: se si taglia il metallo a velocità estremamente elevate, il materiale al bordo si ammorbidisce e si riorganizza brevemente in una zona stretta, creando una superficie sorprendentemente liscia, resistente e meno soggetta all’usura. Capire come questo effetto dipenda dalla velocità di taglio può aiutare a progettare pezzi che escono dalla pressa già «rifiniti», risparmiando tempo, energia e costi.
Come si ricavano i pezzi dalla lamiera
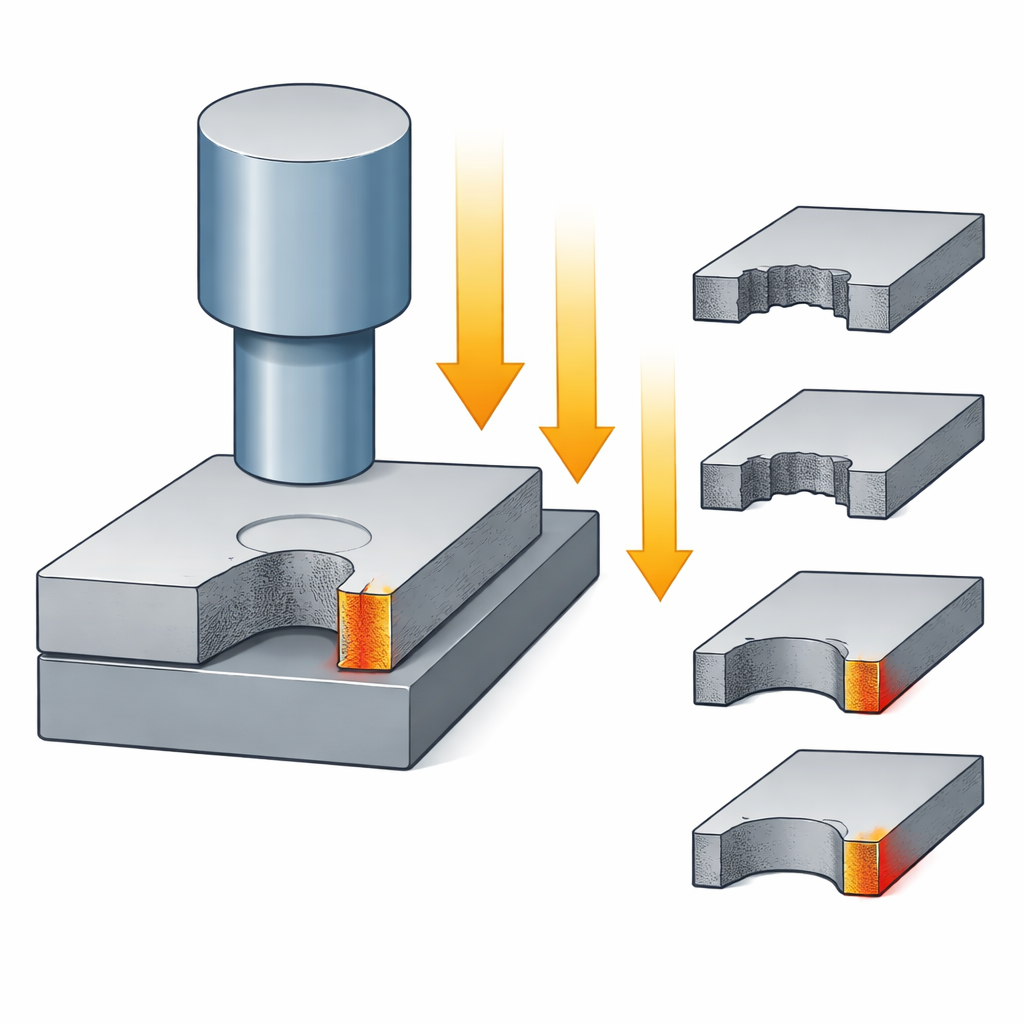
In molte fabbriche, le lamiere piane vengono formate facendo passare un punzone attraverso la lastra dentro uno stampo, un processo chiamato punzonatura. A basse velocità è una compressione relativamente lenta; a velocità molto elevate assomiglia più a un impatto controllato. Il gruppo si è concentrato su un acciaio resistente usato nelle parti di sicurezza auto, prima riscaldato e formato, poi temprato in modo da essere tenace ma difficile da tagliare in modo pulito. Hanno variato la velocità del punzone, da un lieve 0,12 metri al secondo fino a un incisivo 17 metri al secondo, usando tre tipi di macchine: una pressa meccanica tradizionale, un sistema idraulico ad alta velocità e un azionamento elettromagnetico in grado di accelerare il punzone molto rapidamente. In ogni caso la geometria dell’utensile e il gioco tra punzone e matrice sono rimasti gli stessi, così da modificare solo la velocità di taglio.
Una banda luminosa nascosta sul bordo di taglio
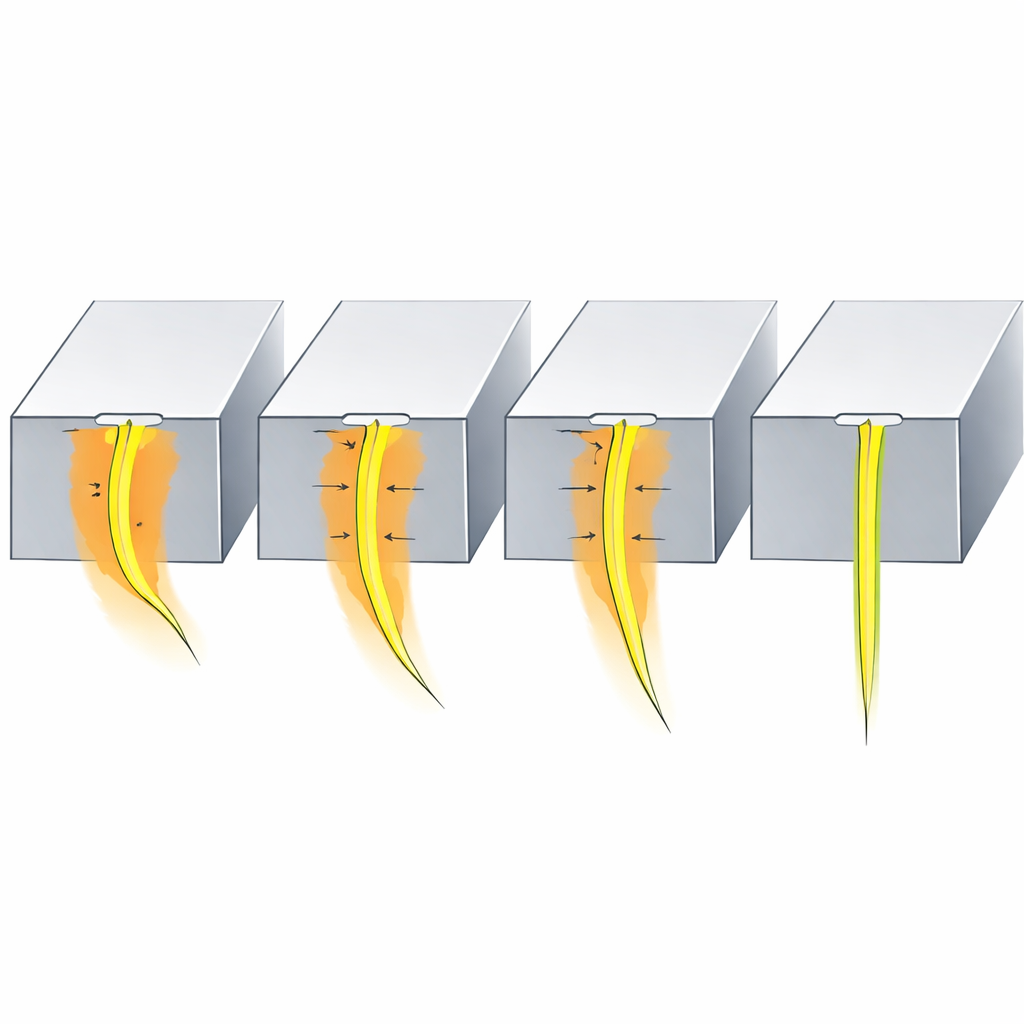
Quando l’acciaio viene tagliato a velocità molto elevate, il materiale vicino al taglio può riscaldarsi più rapidamente di quanto il calore riesca a disperdersi. Il risultato è una zona stretta in cui deformazione e temperatura si combinano per riorganizzare i microscopici cristalli dell’acciaio. Questa zona, chiamata banda di scorrimento adiabatica, appare nelle immagini al microscopio come una striscia luminosa lungo il bordo di taglio. In questo studio i ricercatori hanno lucidato con cura sezioni trasversali dei dischi punzonati ed esaminato i bordi. Anche alla velocità più bassa hanno trovato già una banda stretta al centro del bordo, circondata da una regione più ampia fortemente deformata. A velocità maggiori la banda si allungava e si spostava, mentre la zona deformata circostante si riduceva.
Da rotture ruvide a tagli lisci a forma di S
La forma visibile e la rugosità del bordo di taglio cambiarono drasticamente con la velocità. A basse velocità il bordo mostrava un’ampia zona di materiale danneggiato e una superficie di frattura seghettata, con rugosità relativamente elevata. Con l’aumentare della velocità, il profilo del bordo assunse una caratteristica forma a S e la superficie divenne più liscia. Intorno a 8 metri al secondo, la banda luminosa si estendeva per più della metà dello spessore della lamiera e la frattura sembrava seguirla da vicino. La rugosità misurata scese ben al di sotto di quella della punzonatura convenzionale. Alla massima velocità di 17 metri al secondo, la banda si estendeva attraverso l’intero spessore della lamiera, il bordo appariva molto liscio e la più ampia zona di deformazione era praticamente scomparsa.
Cosa succede all’interno dell’acciaio
Per capire cosa accadeva a livello microscopico, il gruppo ha utilizzato tecniche avanzate di imaging elettronico per mappare la struttura cristallina e la dimensione dei grani vicino al bordo di taglio, e ha misurato la durezza in numerosi punti molto piccoli. Alla velocità più bassa hanno riscontrato un’ampia regione di cristalli fortemente deformati attorno alla banda e un chiaro effetto di indurimento: la stessa banda diventava molto dura con il raffinamento dei grani, e la rottura avveniva appena accanto in una zona più danneggiata. Alla velocità più alta, la deformazione si è concentrata in una banda molto più sottile di grani finissimi, con quasi nessuna zona deformata circostante. Qui la banda era solo leggermente più dura dell’acciaio di base, suggerendo che il riscaldamento e l’ammorbidimento locali, più che l’indurimento, dominassero il comportamento e guidassero il punto finale della frattura.
Perché questo è importante per la produzione futura
Confrontando velocità di taglio su un intervallo insolitamente ampio, questo lavoro mostra che la velocità di punzonatura può essere usata come una leva potente per controllare dove e come si formano le bande di scorrimento adiabatiche, quanto sono lunghe e larghe e quanto liscio diventa il bordo risultante. A velocità molto elevate la banda attraversa l’intero spessore della lamiera, il taglio segue questa stretta zona trasformata e la rugosità scende a livelli che potrebbero rendere superflue ulteriori finiture del bordo. Per l’industria, ciò significa che, con presse ad alta velocità progettate adeguatamente, potrebbe essere possibile punzonare pezzi complessi con acciai molto resistenti ottenendo in un’unica fase bordi funzionali e di elevata qualità.
Citazione: Winter, L., Winter, S., Martinitz, K. et al. Velocity-dependent shear band formation in blanking processes. Sci Rep 16, 14388 (2026). https://doi.org/10.1038/s41598-026-51972-3
Parole chiave: punzonatura ad alta velocità, bande di taglio adiabatiche, taglio di lamiera, qualità della superficie, acciaio automobilistico